挖掘機斗齒用40Cr 鋼的半鍛造余熱淬火工藝研究①
2022-05-12 05:44:30謝志勇朱娟芬張計謀趙明純
礦冶工程 2022年2期
關鍵詞:工藝
謝志勇, 朱娟芬, 李 鑫, 張計謀, 吳 進, 趙明純
(1.婁底職業技術學院,湖南 婁底 417000; 2.中南大學 材料科學與工程學院,湖南 長沙 410083; 3.華菱湘潭鋼鐵有限公司,湖南 湘潭 411101)
直接與土壤和巖石接觸的斗齒是挖掘機的主要磨損部件[1]。 斗齒在工作過程中受到強烈沖擊、彎曲和滑動力,容易發生磨損和變形[2]。 因此,作為斗齒用鋼,必須同時具備高強度、高韌性和耐磨特點[3]。 鍛造工件相對鑄造工件具有更好的綜合力學性能[4-5]。鍛造工件一般都要經過后續淬火熱處理才能投入使用[6-10],目前通常是在鍛造后進行常規淬火或鍛造后采用鍛造余熱淬火[7-9]。 本文提出一種改進的“半鍛造余熱淬火”工藝生產礦山挖掘機斗齒,相對于“鍛造余熱淬火”工藝,可以消除帶狀組織的不良影響,改善強韌性能;相對于“鍛造常規淬火”工藝,能夠節省能源與工時。
1 實驗方法
實驗用鋼為一種商用40Cr 鋼,其化學成分見表1。

表1 實驗用商用40Cr 鋼化學成分(質量分數)/%
“半鍛造余熱淬火”實驗方案:高溫鍛造后,零件首先被迅速冷卻到一個低于珠光體轉化溫度的臨界溫度,并在此溫度下保溫足夠長時間以形成等軸組織,隨后將工件重新加熱到奧氏體轉化區溫度,并最終進行淬火和回火。 該技術的關鍵是確定鍛造后工件迅速冷卻到能夠完成珠光體轉變的臨界溫度。 只有在該臨界溫度下保溫,鋼發生奧氏體到珠光體的轉變、獲得穩定的等軸珠光體組織,才能避免產生帶狀組織和較粗的鍛造組織而導致韌性不足的不良后果。測試臨界溫度的實驗試樣從Φ25 mm×1 000 mm 鍛棒上切割而來,尺寸為Φ25 mm×15 mm。 測量臨界溫度的熱處理工藝流程如圖1 所示。 試樣在電阻爐中被重新加熱到860 ℃保溫60 min 后,用風扇鼓風快速冷卻到溫度T(T分別設定為780,720,700,670,650,630 和610 ℃),在此溫度下保溫30 min,隨后水冷到室溫。試樣經機械拋光并用4%硝酸酒精進行腐蝕后采用光學顯微鏡和掃描電鏡(SEM)觀察各試樣的熱處理微觀組織。 在室溫下測量每個試樣在150 N 載荷下的洛氏硬度。
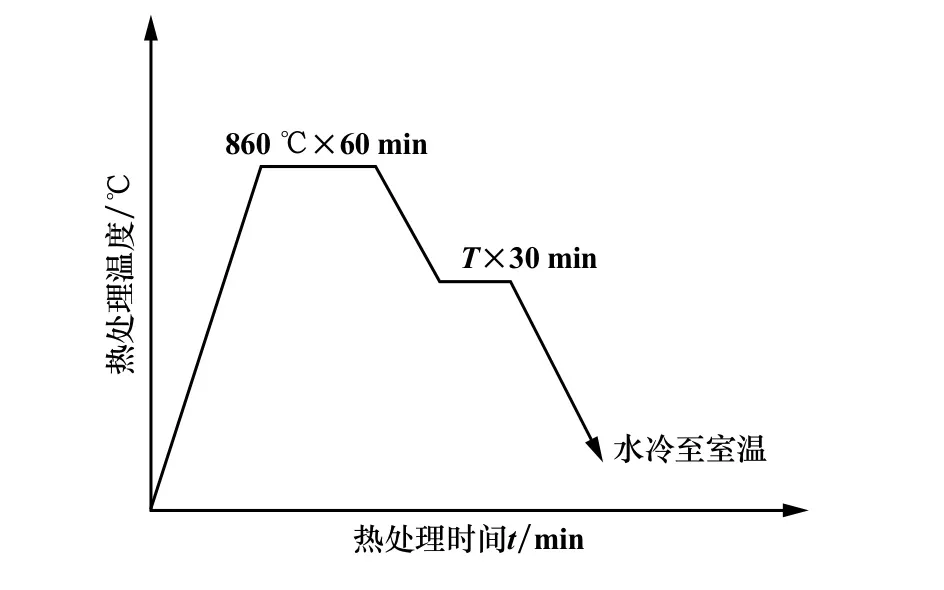
圖1 測量臨界溫度的熱處理工藝流程
2 實驗結果和討論
圖2 為圖1 所示的T溫度下熱處理后對應試樣的硬度。 當溫度為670 ℃或更高時,試樣硬度約為55(HRC);而溫度為650 ℃或更低時,試樣硬度15(HRC)左右。硬度發生明顯變化的溫度介于650~680 ℃。

圖2 不同溫度T 時對應的試樣硬度
圖3 為圖1 所示的T為680 ℃和650 ℃時對應試樣的顯微組織。 由圖3(a)可知,T=680 ℃時,組織為“先共析鐵素體+馬氏體”,圖中塊狀晶粒為先共析鐵素體,顏色略深的為馬氏體。 由圖3(b)可知,T=650 ℃時,組織為“先共析鐵素體+珠光體”,圖中白色的晶粒為先共析鐵素體,深棕色的為珠光體。 由圖3(c)可知,T=680 ℃時,可以清晰地看出組織中先共析鐵素體和馬氏體的分布狀況(灰色基體為先共析鐵素體,白色的為馬氏體)。 在更高倍數下,可看到馬氏體片條或板條的組織特征[11-12]。 由圖3(d)可知,T=650 ℃時,組織為先共析鐵素體與珠光體,在更高放大倍數下,可看到珠光體層狀相間的滲碳體片層和鐵素體片層的組織特征[13]。
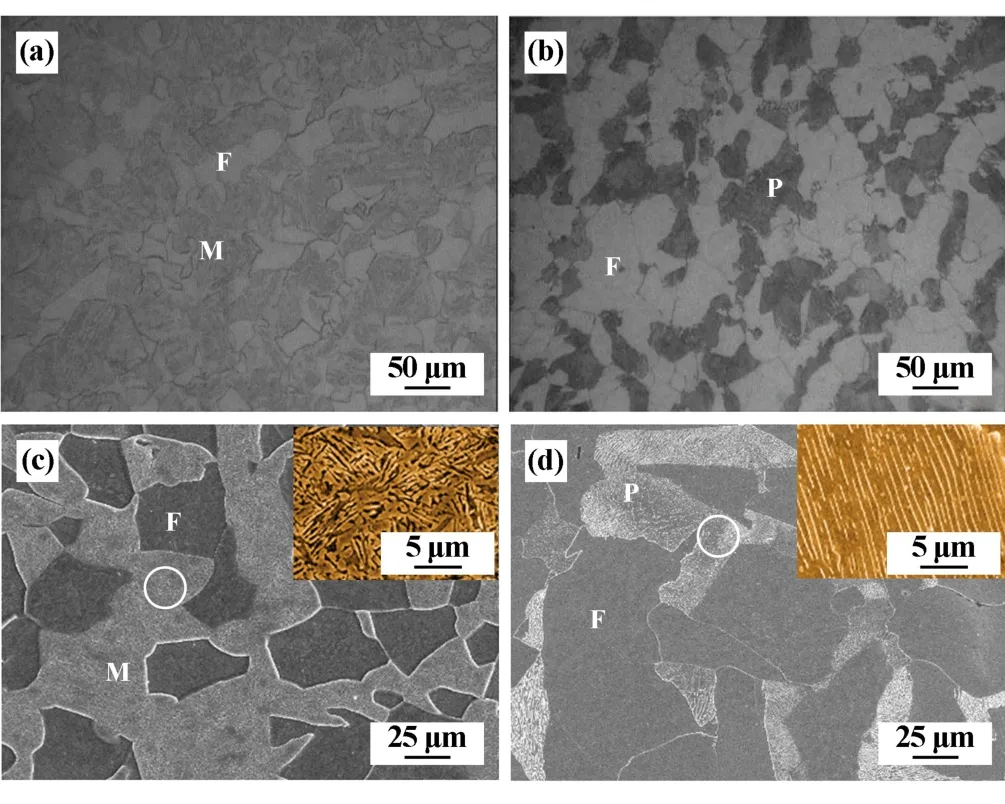
圖3 T 為680 ℃和650 ℃時對應試樣的顯微組織
40Cr 屬于亞共析鋼,在雙相區(α+γ)等溫退火過程中,先共析鐵素體晶粒首先在原奧氏體邊界處形成。從圖3可知,殘余奧氏體在680 ℃等溫退火+水淬條件下轉化為馬氏體,而在650 ℃退火+水淬條件下轉化為珠光體,即從奧氏體到珠光體的轉變在680 ℃及以上不會發生,而在650 ℃及以下可以完成;圖3 所示的顯微組織也驗證了這一結果。 因此,半鍛造余熱淬火工藝中的臨界溫度可以選擇650 ℃,鍛件在鍛造結束后冷卻到這個溫度,在此溫度下保溫足夠長時間,完成珠光體相變,隨后將工件從這個溫度重新加熱到奧氏體轉化區的溫度保溫,進行淬火和回火,據此“半鍛造余熱淬火”技術制定的生產斗齒的熱處理工藝流程如圖4(a)所示。 作為對比,采用鍛造余熱淬火和鍛造常規淬火工藝生產斗齒的熱處理工藝流程分別如圖4(b)和圖4(c)所示。
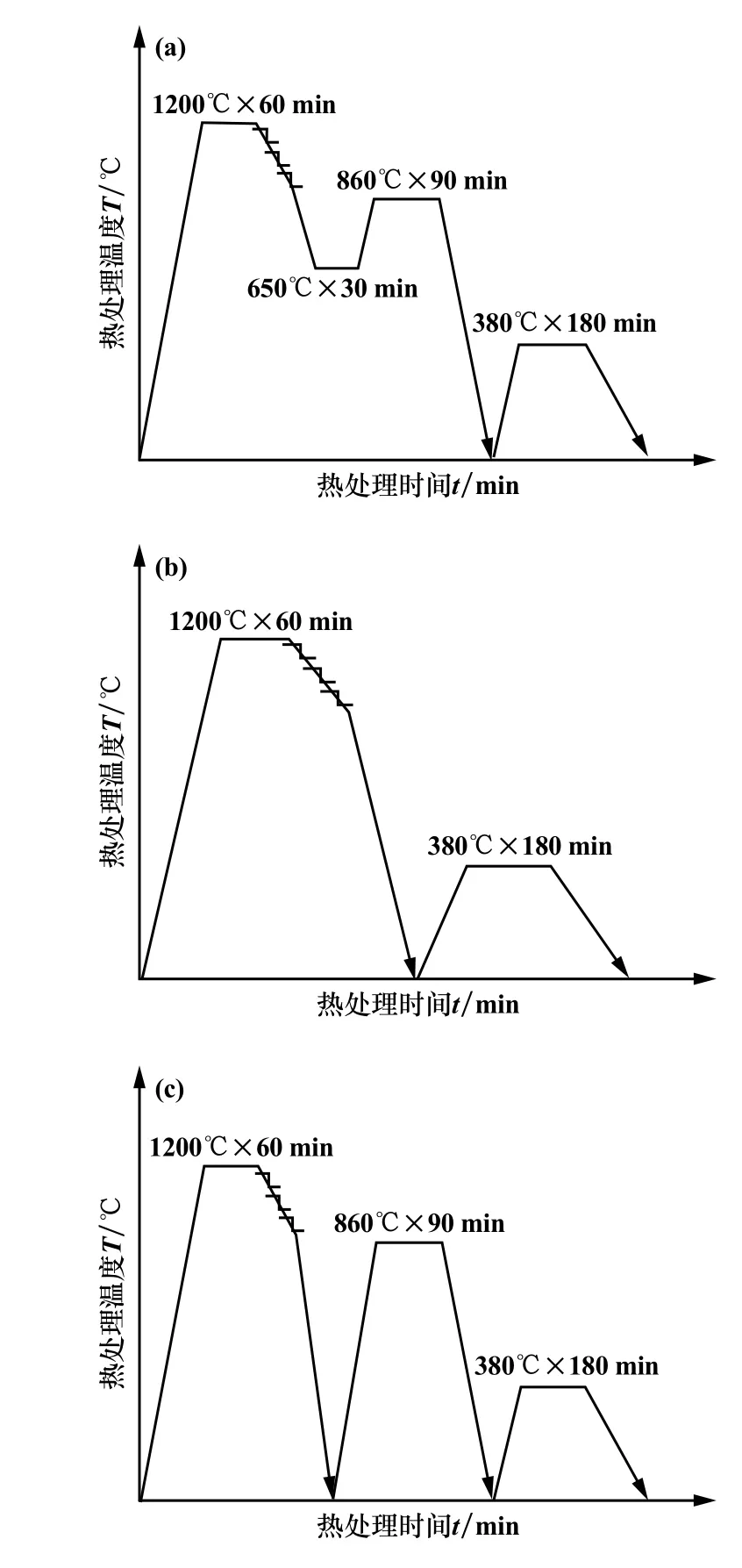
圖4 40Cr 斗齒鍛造后熱處理工藝流程
表2 為采用圖4 所示的3種不同熱處理工藝流程制備試樣的力學性能。 由表2可知,采用3種不同熱處理工藝生產的試樣硬度基本相同;采用“半鍛造余熱淬火”工藝和“鍛造常規淬火”工藝生產的試樣沖擊功基本相等,但遠高于采用“鍛造余熱淬火”工藝生產的試樣沖擊功。

表2 不同淬火工藝下試樣的力學性能
根據熱變形相關理論對圖4 所示的熱處理工藝流程進行分析。 3種熱處理工藝的均熱溫度均為1 200 ℃,在1 200~860 ℃之間采用相同的鍛造變形工藝。 鍛造前均熱的目的是保證鋼材均勻奧氏體化。 終鍛溫度也是一個重要的工藝參數,溫度過高會造成鋼的晶粒長大,降低力學性能;溫度過低不能保證在奧氏體單相區獲得充分的晶粒細化,對最終性能帶來不利影響,并使變形抗力增加,給變形帶來困難。 因此,根據實際鍛造生產條件,40Cr 鋼鍛造前的均熱條件為1 200 ℃下保溫60 min,終鍛溫度為860 ℃,保證鍛造變形在奧氏體區進行。
對于“半鍛造余熱淬火”工藝流程,鍛造變形結束后冷卻至650 ℃并保溫30 min,在這個過程完成珠光體轉變,消除了鍛造過程中的變形組織;然后重新加熱到860 ℃并保溫90 min 再進行奧氏體化,淬火后在380 ℃下回火180 min。 該過程中的關鍵點是冷卻到650 ℃并保溫30 min,使40Cr 鋼發生相變生成珠光體,消除鍛造過程中的變形組織。
對于“鍛造余熱淬火”工藝流程,考慮到后續淬火熱處理溫度往往與終鍛溫度基本一致,鍛造后快速淬火獲得淬火馬氏體組織,鍛造后的變形組織在淬火前沒有消除,在淬火后會遺傳,因此最終組織中不能消除鍛造產生的帶狀組織,具有較低的沖擊功,不能滿足斗齒類產品高沖擊韌性的要求。
“鍛造常規淬火”工藝是一種比較常見的、能夠獲得良好硬度和沖擊功的生產工藝,但鍛件冷卻到室溫后,淬火前又需要重新從室溫加熱,相比前2種生產工藝,增加了能源消耗和工時。
綜上所述,“半鍛造余熱淬火”工藝與“鍛造余熱淬火”相比,可以獲得更好的沖擊韌性;與“鍛造常規淬火”相比,可以節省能源,符合低碳經濟要求,并且可以節省工時,提高生產效率。 “半鍛造余熱淬火”技術為高性能挖掘機斗齒的開發提供了一種低成本、低碳新方法。
3 結 論
1) “半鍛造余熱淬火”工藝的關鍵是確定完成珠光體轉變的臨界溫度,40Cr 鋼的臨界溫度為650 ℃。40Cr 鋼鍛造變形后冷卻至650 ℃并保溫30 min,在此過程完成珠光體轉變,消除了鍛造變形組織,再通過后續熱處理,最終完全消除鍛造變形組織。
2) “半鍛造余熱淬火”工藝與“鍛造余熱淬火”工藝相比,可以獲得更好的沖擊韌性;與“鍛造常規淬火”相比,可以節省能源、節省工時。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52