850 t冷剪常見故障及解決措施
2022-05-16 13:03:04徐玉兵
四川冶金 2022年2期
關鍵詞:故障
徐玉兵
(新疆昆玉鋼鐵有限公司,新疆 伊犁 833200)
新疆昆玉鋼鐵有限公司位于新疆伊犁州奎屯市奎屯-獨山子國家級經濟技術開發區,是石橫特鋼有限公司于2012年獨資興建的,工藝技術先進的長流程鋼鐵企業,計劃鋼產量200萬t/年(線材、螺紋),其中線材80萬t,建材螺紋鋼120萬t。其中的棒材線于2011年6月進行設備工藝流程設計,2013年7月投產。全線布置有雙蓄熱步進式加熱爐一座,加熱爐為側進側出,加熱能力為160 t/h(冷坯)。配有高壓水除鱗,共有18架軋機,軋機具有短應力線、高剛度的特點,所有軋機平立交錯布置。其中,粗軋6架(1~6架),軋輥直徑為Φ680~Φ580 mm,中軋架8架(7~14架)。軋輥直徑Φ450~Φ375 mm。精軋4架(15~18架),軋輥直徑350 mm,全線共布置了3臺平立轉換軋機(14 H/V, 16 H/V, 18 H/V)。1 H粗軋機前配夾送輥,全線安裝有3臺飛剪機。其中,1#飛剪機布置在6 V~7 H軋機之間,2#飛剪機布置在12 V~13 H之間,3#飛剪機安裝到K1軋件后面,控冷水箱前。1#飛剪機的作用是剪頭,2#飛剪機的作用是剪頭尾,3#飛剪機的作用是將成品軋件進行倍尺分段,便于軋件上冷床,所有飛剪具有碎斷功能。中軋機、精軋機區域安裝有多個立活套,安裝到軋機入口側,通過掃描活套高度為上游機架的自動級聯速度控制提供信號,在12 V~18 H/V機架之間形成無張力軋制,從而為獲得優質的成品實物質量提供保障[1]。
棒材工藝:連鑄鋼坯→待料臺→加熱爐→高壓水除鱗→粗軋→1#飛剪→中軋→2#飛剪→精軋→3#飛剪→冷床→850 t冷剪(含定尺機)→收集臺架→打捆→稱重→掛牌→入庫。
850 t冷剪機(含定尺機)作為棒材的定尺剪,布置于冷床輸出輥道之后。冷剪結構原理及功能如下:冷剪由交流電機驅動,電動機經過多聯V帶帶動飛輪轉動,飛輪具有蓄能功能,剪切時電機和飛輪同時轉動,實現剪切動作,剪切后,飛輪轉速略有降低(降速10%左右),然后在電機的帶動下,很快恢復到原始轉速。V帶傳動適合于轉速不穩定的傳動場合,能緩沖轉速波動帶來的沖擊,同時具有防過載功能。冷剪剪切形式為:下剪刃固定,上剪刃移動,剪刃支座體在曲柄軸的帶動下,沿兩側滑道上下移動,實現剪切功能。冷剪主體內部傳動為二極齒輪減速,輸入端與飛輪同軸;輸出端與曲柄軸同軸。在輸入軸兩側分別裝有一臺離合器和一臺制動器。冷剪不工作時,電機與飛輪常轉,輸入軸靜止(離合器打開,制動器閉合),剪機執行剪切動作時,氣動制動器的常閉電磁閥得電,氣囊在回位彈簧的作用下,進行放氣,摩擦片與鋼片脫開,延時若干毫秒,氣動離合器的常開電磁閥得電,氣囊充氣,推動摩擦片與鋼隔片結合,離合器閉合,飛輪軸帶動減速機輸入軸以及曲柄軸旋轉,上刀座(帶動上剪刃)執行剪切動作;剪切完畢時(這時上剪刃處于下死點位置),離合器常開電磁閥失電,離合器的氣囊在回位彈簧的作用下放氣,摩擦片與鋼片脫開,離合器分離,這時飛輪在減速機輸入軸上空轉,減速機輸入軸、冷剪曲軸失去動力,冷剪滑枕在減速機低速軸大齒輪的轉動慣性作用下上升,越過上死點,此時,氣動制動器的常閉電磁閥失電,氣囊充氣,推動摩擦片與鋼片結合,制動器閉合,滑枕連同上刀座被制動停止在越過上死點的一個很小的距離附近,這樣由離合器與制動器協調動作,實現動力的通斷和準確的停位,完成冷剪一個剪切周期,離合器和制動器均為氣動干式磨檫片式。
1 冷剪常見幾種故障及分析
昆玉棒材從投產至2021年,共生產鋼材540萬t,期間850 t冷剪出現了各類故障、問題,通過匯總、統計,共有如下典型故障問題。
1.1 冷剪離合器、制動器摩擦片發熱、冒煙抱死故障
離合器承擔著傳遞剪切動力的作用,承受較大的轉動力矩,制動器承擔曲軸、滑枕及上刀座制動停止在高位的作用,承擔較小的制動力矩。當離合器摩擦片發生冒煙、摩擦片受熱脹死時,離合器脫不開,會帶動冷剪曲軸、滑枕一直運轉,上刀座有連續做上下往復運動的趨勢,但是,當滑枕上升到接近上死點位置時,制動器閉合,但閉合不住,造成離合器、制動器摩擦片與鋼隔片進行摩擦生熱,發生冒煙現象,冷剪無法執行正常的剪切動作。制動器原理圖見1,離合器原理圖見圖2。
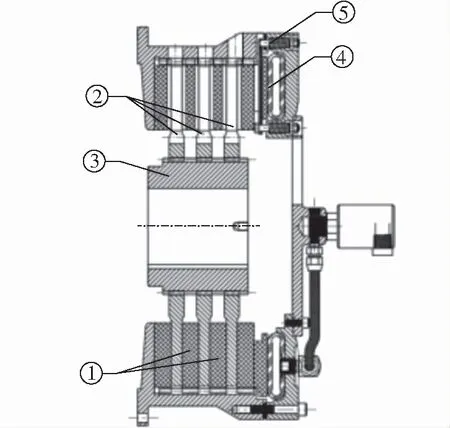
①摩擦片,②鋼隔片,③外齒軸套,④氣囊,⑤回位彈簧
離合器摩擦片發熱、冒煙抱死原因如下:
(1)摩擦片是由石墨+銅絲+石棉復合材料做成的,當摩擦片與鋼隔片的間隙調整得太小時,從摩擦片上脫落的粉塵不能順利甩出來,在摩擦片與鋼隔片之間造成堆積,離合器脫不開。
(2)當離合器的摩擦片與鋼隔片的間隙太小(2~3 mm),摩擦片分離不徹底,摩擦片發熱嚴重,將制動器脹死。
(3)制動器離合器氣動電磁閥出現故障(比如線圈燒毀、閥芯卡死時),氣囊無法完成充氣動作,制動器始終處于閉合狀態,無法脫開,造成離合器摩擦片與鋼隔片硬摩擦,以致造成摩擦片發熱、離合器燒毀。
(4)離合器、制動器的內外齒圈的輪齒局部磨損、變形、起毛刺,造成鋼隔片在外齒軸套上不能軸向滑動。
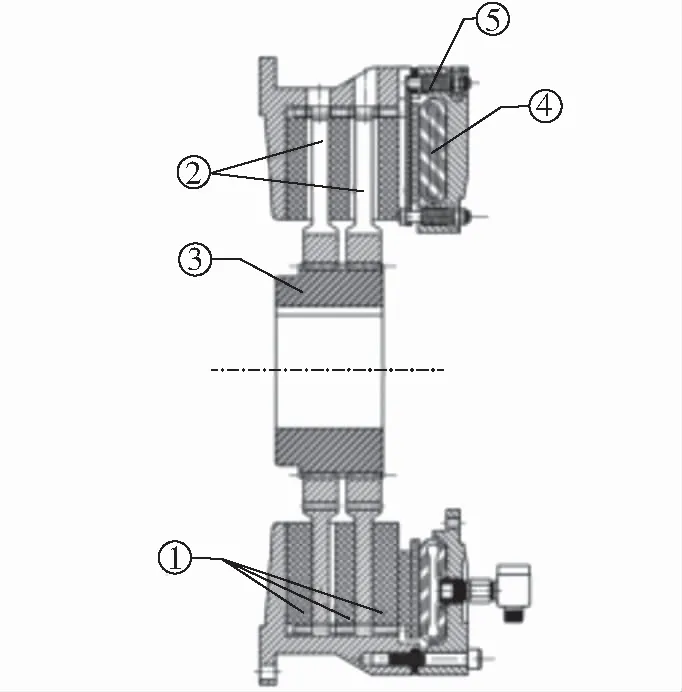
①摩擦片,②鋼隔片,③外齒軸套,④氣囊,⑤回位彈簧
1.2 冷剪不剪、剪切無力、剪不斷故障
發生這種故障時,在操作臺上按下剪切按鈕,這時冷剪不剪切,或者當上剪刃剪切到一半時,停止剪切。原因是:
(1)冷剪剪切周期程序設置不合理,或者減速機低速軸(曲軸)悶蓋側碼盤枝子位置轉動,改變了原始位置,發生這種故障時,冷剪剛開始剪切,或者剛剪切到一半時,離合器電磁閥突然斷電,剪刃失去動力,造成剪切中斷,或不剪,或剪切無力。
(2)刀座鎖緊裝置(主要是下鎖緊)失效,剪切時,刀座在燕尾槽里發生傾翻,上下剪刃之間出現較大的側隙,造成剪不斷規格較細的鋼筋。
(3)當下刀座燕尾槽里面有鋼筋頭清理不干凈,或者下鎖緊長條壓板卡住落不下來,燕尾內有毛刺、高點,也會造成下鎖緊壓不實,下刀座晃動,鎖緊裝置失效,也會剪不斷鋼筋。
1.3 剪切彎頭、毛刺嚴重,剪切壓痕大,產品質量達不到要求
(1)剪刃間隙標準0.30~0.50 mm,太大,造成剪切小規格材(Φ12、Φ14)彎頭嚴重,毛刺嚴重。
(2)上下刀座的鎖緊缸松動、燕尾槽磨損嚴重,剪切時刀座松動、搖晃,造成剪切彎頭。
(3)剪刃材質質量不好,出現剪切崩刃、變鈍,剪刃更換不及時,也易造成剪切彎頭。
(4)生產小規格材(Φ12、Φ14)時,剪切支數太多,輥道里單層排不開,摞剪。
(5)冷剪銅襯板和滑枕之間間隙大。
2 解決措施
2.1 離合器、制動器摩擦片發熱、冒煙抱死解決措施
(1)在離合器、制動器上方安裝壓縮空氣噴嘴,對離合器、制動器進行強制冷卻,降低摩擦片溫度;定期打開離合器、制動器,拆下摩擦片,用壓縮空氣清吹粉塵。
(2)制定摩擦片間隙調整標準、摩擦片磨損減薄更換標準,規定離合器的摩擦片與鋼隔片最大間隙達到9~12 mm,制動器的摩擦片與隔片最大間隙達到5~9 mm時,必須進行調整。摩擦片的磨損更換標準:當磨損量(減薄)達到3~4 mm時,必須更換摩擦片。
(3)選用國內名牌廠家的氣動電磁閥,制定氣動電磁閥的壽命更換周期,對電磁閥進行定期更換,更換周期為1.5個月,氣動管路的氣動三聯件更換周期為12個月。
(4)利用離合器拆解維護時機,用手銼修磨離合器、制動器外齒圈輪齒上的高點、毛刺,確保鋼隔片在上面能順滑的竄動無卡阻。
2.2 冷剪不剪、剪切無力、或剪不斷問題解決方案
(1)通過調整電氣剪切參數,或者通過更換磨損嚴重的制動器摩擦片,確保剪刃上位高度位置不能太高,通過縮短制動器的制動時間,使剪切周期保持在2800~3200 ms之間,制動器摩擦片間隙越小,剪切周期時間越短。如果剪切周期突然變長,檢查調整減速機低速軸(曲軸)悶蓋側碼盤枝子位置,面向枝子方向,將枝子沿早制動的方向調整一定角度,并將枝子固定牢固。
(2)將上下刀座鎖緊缸拆下來,清理里面的氧化鐵皮油泥,更換活塞桿密封圈,更換斷裂或疲勞變形的碟簧,恢復鎖緊缸的原始鎖緊力。
(3)要求精整班更換剪刃刀座時,嚴格執行規定要求,用壓風、鉤子等將刀座里面的油污、鋼筋切屑、鋼筋頭清理干凈,確保鎖緊鋼長條壓板升降自如,無卡阻。剪切鋼筋時,盡量避免剪切頭進入里面的縫隙中,并及時清理出來,要求維修工定期對刀座燕尾進行檢查,用磨光機修磨燕尾斜面、底部上的劃痕、高點,確保燕尾槽板貼合密實,也可以采用分離式千斤頂頂住下刀座壓板長條的外端,進行輔助固定[2]。
2.3 冷剪剪切彎頭、剪切質量差問題的解決措施
(1)縮小冷剪剪刃間隙,當生產小規格材時,剪刃間隙改為0~0.10 mm以內,同時利用換輥或其它間隙時間加強剪刃間隙測量,超標時則立即更換。
(2)措施同2.2中的第(2)、第(3)條。
(3)與剪刃生產廠家一起,將剪刃材質改為H13K,熱處理硬度調整為HRC49~51,采用多次回火法,降低剪刃內應力,解決崩刃問題,優化大冷剪剪刃外型尺寸,下剪刃剪切刃口由90°改為雙V口銳角,減少壓痕面積。
(4)優化剪切支數,經過計算,剪切Φ12鋼筋允許的剪切支數為117支,由于輥道寬度的不足,鋼筋在輥道里單層擺不開,會造成摞剪,將剪切支數控制在100~105支之間。加強工藝設備監督,對發現超支數剪切、摞剪不攤平的違章行為進行制止和考核。
(5)對850 t冷剪進行小修,將影響剪切質量的主銅滑板拆出來,測量襯板各處的磨損減薄量,送金工車間進行加工修復,恢復設備出廠時的銅襯板間隙(0.30~0.35 mm)。
3 結語
通過以上冷剪三種典型故障問題分析及解決方案的論述,解決了昆玉鋼鐵棒材850 t冷剪經常發生的氣動離合器、制動器發熱、抱死的問題,解決了不剪切和剪不斷的問題,解決了冷剪剪切彎頭和壓痕問題,提高了剪切質量,全國鋼鐵廠范圍內具有類似結構形式的850 t冷剪機較多,出現的故障形式相同或類似,本文介紹的故障分析思路和解決方案對解決同類冷剪故障有借鑒意義。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
