手持式激光掃描儀在工件檢測技術(shù)中的應(yīng)用
2022-05-18 13:02:56季有昌陳海芹尹學(xué)輝
北京測繪 2022年4期
關(guān)鍵詞:檢測
季有昌 陳海芹 尹學(xué)輝
(1. 山東科技職業(yè)學(xué)院, 山東 濰坊 261053; 2. 中國(濰坊)知識產(chǎn)權(quán)保護(hù)中心, 山東 濰坊 261105)
0 引言
工業(yè)產(chǎn)品從開始構(gòu)思到成為成品,需要經(jīng)歷設(shè)計、制造、檢驗(yàn)3個階段。而傳統(tǒng)的檢測方式為借助游標(biāo)卡尺、百分表等測量工具進(jìn)行,但是這種檢測方式只能是抽樣檢測,且為單點(diǎn)測量,難以保證整批產(chǎn)品的質(zhì)量都是合格的。另外,對于曲面較多,形狀復(fù)雜的工件,如車身、模具、工裝夾具等,用傳統(tǒng)的檢測方法無法得到精確的數(shù)值。而近年來,飛速發(fā)展的激光掃描技術(shù),解決了這一難題。三維激光掃描技術(shù)是20世紀(jì)90年代中期出現(xiàn)的一項高新技術(shù),是繼全球定位系統(tǒng)(global positioning system,GPS)之后又一項測繪技術(shù)的革命。被廣泛應(yīng)用于文物古跡保護(hù)、土木工程、工農(nóng)業(yè)生產(chǎn)中[1-3]。
三維激光掃描儀的工作原理為:通過非接觸式掃描方式,大面積、高分辨率的快速獲取物體表面各個點(diǎn)的坐標(biāo)、反射率等信息,通過這些大量、密集的點(diǎn)信息可用來插補(bǔ)成物體的表面形狀,從而快速獲得待測件的三維點(diǎn)云數(shù)據(jù)[4]。將點(diǎn)云數(shù)據(jù)處理后,形成面片模型。導(dǎo)入三維設(shè)計軟件中,將產(chǎn)品逆向?yàn)閰?shù)化的數(shù)字模型。一方面可得到該工件的參數(shù),進(jìn)行相應(yīng)的改進(jìn)、創(chuàng)新或安裝,另一方面,可將工件的三維模型導(dǎo)入,與掃描得到的數(shù)字化模型比對檢測,查找不合格的部位及偏差值,根據(jù)檢測結(jié)果,指導(dǎo)模具修改或工裝修整等,解決了復(fù)雜曲面、異形孔等難以測量的技術(shù)難題。
三維激光掃描儀有車載式、機(jī)載式和手持式3種。而手持式掃描儀以其可移動性和便攜性,可滿足復(fù)雜工件多個面的掃描成形,另掃描時的自定位性,即掃描儀相比部件的位置由三角測量功能實(shí)時測定,可在數(shù)據(jù)采集的過程中移動對象,避免了固定掃描儀在對象被移動后找不到參考坐標(biāo)系而出現(xiàn)點(diǎn)云分層現(xiàn)象,有效地提高了掃描效率,能滿足復(fù)雜、異形工件的檢測。此外,能實(shí)時地進(jìn)行表面渲染,形成工件表面的點(diǎn)云,實(shí)時查看掃描是否完整,并調(diào)整掃描策略。因此,在逆向和檢測領(lǐng)域,手持式掃描儀有著廣闊的應(yīng)用前景。
1 手持式激光掃描儀的檢測流程及注意事項
利用手持式激光掃描儀進(jìn)行產(chǎn)品檢測時的流程有:準(zhǔn)備工作,數(shù)據(jù)采集,數(shù)據(jù)處理,模型檢測比對,如圖1所示。

圖1 產(chǎn)品檢測流程
1.1 準(zhǔn)備工作
準(zhǔn)備工作包括掃描儀準(zhǔn)備和掃描工件準(zhǔn)備。
1.1.1掃描儀準(zhǔn)備
(1)掃描外部環(huán)境的準(zhǔn)備。以Creaform公司的HandySCAN300掃描儀為例進(jìn)行說明。
①掃描環(huán)境溫度為0~40℃;②掃描設(shè)備屬高精度測量設(shè)備,禁止在暴曬環(huán)境中使用;③掃描環(huán)境濕度應(yīng)低于90%的相對濕度,以免鏡頭模糊,影響數(shù)據(jù)采集;④掃描時嚴(yán)禁在光線變化劇烈或粉塵多的環(huán)境中進(jìn)行,以免造成設(shè)備故障,影響掃描結(jié)果。如焊接車間光線變化劇烈,鑄造造型車間粉塵較多。
(2)掃描儀標(biāo)定。為了保證采集數(shù)據(jù)的有效性,在每次采集數(shù)據(jù)前或發(fā)現(xiàn)數(shù)據(jù)有問題時,需對掃描設(shè)備進(jìn)行標(biāo)定,HandySCAN300標(biāo)定時有3個指示條分別表示掃描儀的高度,左右傾斜程度,前后傾斜程度。當(dāng)軟件界面顯示“掃描儀校準(zhǔn)已優(yōu)化”時,標(biāo)定完成。如圖2所示。
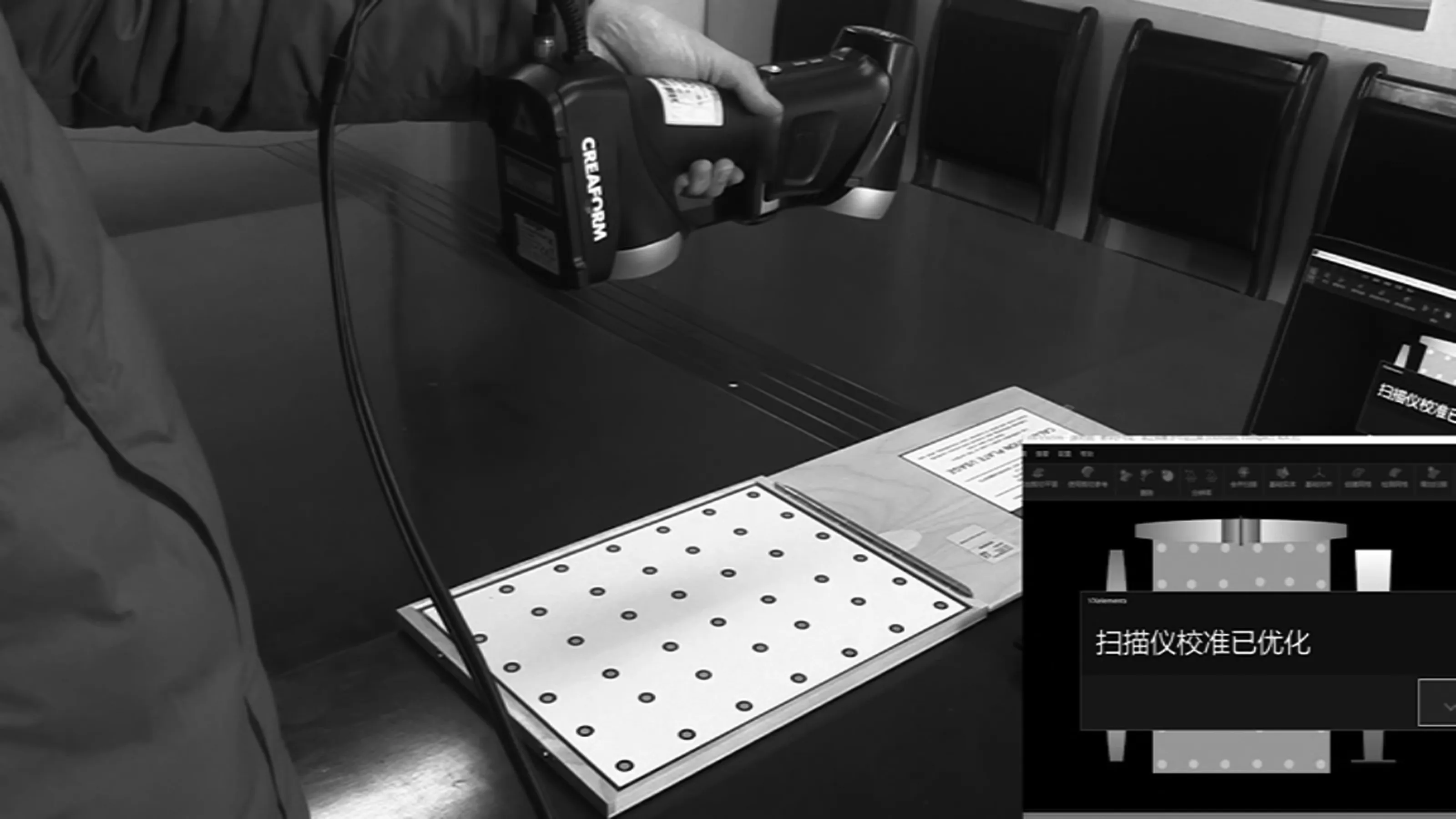
圖2 掃描儀標(biāo)定
標(biāo)定注意事項:①掃描儀必須指向標(biāo)定板中心;②標(biāo)定板附近不得有其他標(biāo)志點(diǎn);③確保標(biāo)定板附近無反射物。
(3)掃描參數(shù)配置。由于不同工件的表面都有不同的反射屬性,因此掃描開始前需要調(diào)整參數(shù),以獲得激光線的最佳探測數(shù)值。即根據(jù)待掃描對象的掃描表面類型來配置激光功率和攝像頭快門時間。掃描儀在按下觸發(fā)器后,將激光反射為一條清晰明確的線。曝光不足會顯示灰色線,曝光飽和會顯示紅色線。
1.1.2待測工件準(zhǔn)備
(1)待測工件表面處理。由于待測工件材質(zhì)不同,因此工件表面的反射率有所不同,若工件表面過亮,反射過強(qiáng),則數(shù)據(jù)采集時,掃描儀鏡頭很難捕捉到表面反射的光線,難以形成點(diǎn)云數(shù)據(jù)。反之表面過暗或透明,將激光部分吸收或激光穿透工件表面,表面相交部位如圓角、折彎邊等區(qū)分度低,難以形成實(shí)際的輪廓。因此在掃描前,要噴涂顯像劑,以利于更方便地采集工件表面的數(shù)據(jù)。顯像劑在噴涂時厚度要適當(dāng),噴涂太薄,作用不明顯,不利于數(shù)據(jù)采集。若噴涂太厚,則會加大工件的外輪廓尺寸,增大檢測時的隨機(jī)誤差[6]。
(2)粘貼標(biāo)志點(diǎn)。標(biāo)記點(diǎn)即為定位目標(biāo)點(diǎn),可以反射設(shè)備發(fā)出的光線,反射的數(shù)據(jù)再被設(shè)備接收,然后系統(tǒng)對接收數(shù)據(jù)進(jìn)行計算,差補(bǔ)成工件的表面點(diǎn)云數(shù)據(jù),多個點(diǎn)云數(shù)據(jù)根據(jù)公共標(biāo)志點(diǎn),合并計算,形成工件的輪廓。
粘貼標(biāo)志點(diǎn)注意事項:①標(biāo)志點(diǎn)要粘貼在工件平整的大面上,與圓角、折彎邊、面的相交邊距離要大于12 mm;②根據(jù)工件尺寸的不同,標(biāo)志點(diǎn)間距離建議為20~100 mm;③標(biāo)志點(diǎn)粘貼時,禁止排列成直線、等邊三角形、正多邊形等規(guī)則形狀。此外,整個表面的標(biāo)志點(diǎn)要分布均勻,禁止聚集在一起,如圖3所示;④可根據(jù)工件的特點(diǎn),確定是否需在掃描平臺上粘貼輔助標(biāo)志點(diǎn)。

圖3 標(biāo)志點(diǎn)距離及錯誤貼法
1.2 數(shù)據(jù)采集
手持式掃描儀采集數(shù)據(jù)時,掃描儀距離工件表面保持在300 mm左右,如圖4所示,掃描時,要注意觀察掃描距離是否合適。且掃描時,首先從工件大平面開始,大平面點(diǎn)云數(shù)據(jù)形成后,再過渡到相鄰的平面,整個工件的輪廓點(diǎn)云形成后,再進(jìn)行圓角、孔、凸臺等小平面掃描及掃描補(bǔ)充等。掃描時,手持式掃描儀可多角度變化掃描。掃描過程中,可隨時暫停掃描儀,通過數(shù)據(jù)處理軟件觀察所有特征是否掃描完整,根據(jù)需要可進(jìn)行補(bǔ)充掃描。掃描時,嚴(yán)禁跳躍式掃描。

圖4 掃描儀與工件距離及掃描范圍
1.3 數(shù)據(jù)處理
在完成待測工件的數(shù)據(jù)采集后,利用軟件對點(diǎn)云數(shù)據(jù)進(jìn)行處理。手持式掃描儀與其他掃描儀的不同在于,掃描時只要有共同的公共點(diǎn)存在,相鄰兩次掃描的點(diǎn)云數(shù)據(jù)會自動拼接。因此數(shù)據(jù)采集完成后,得到的便是工件完整輪廓。但是由于工件表面雜質(zhì)的存在,以及掃描光線、掃描儀精度等因素的影響,點(diǎn)云數(shù)據(jù)常常需要經(jīng)過剔除噪點(diǎn)、去除體外孤點(diǎn)、數(shù)據(jù)精簡、數(shù)據(jù)補(bǔ)充及著色等處理后才能使用[7-9]。此外,還需要將數(shù)據(jù)轉(zhuǎn)化為與通用的三維軟件能對接的格式,如stl、stp、iges格式等。
1.4 模型檢測比對
在數(shù)據(jù)處理得到數(shù)字化模型后,將工件的設(shè)計模型導(dǎo)入軟件中,可對加工實(shí)物與設(shè)計模型進(jìn)行檢測比對。比對包括2D比對和3D比對。2D比對主要有模型的尺寸,如孔的直徑、孔的距離、高度、厚度等是否與設(shè)計尺寸一致。3D比對主要是指工件的形位公差等,如工件垂直度、圓柱度、平行度、圓跳動等是否與設(shè)計尺寸一致以及誤差有多少。如沖壓類零件,可通過沖壓后得到的工件掃描模型與設(shè)計模型比對,找到不合格的位置,反推至模具上,對沖壓模具進(jìn)行修整,從而得到合格的沖壓件。
2 檢測實(shí)例分析—變速箱殼體
變速箱是各種機(jī)械產(chǎn)品的核心部件之一,變速箱傳動軸的同軸度,兩傳動軸的平行度,安裝面與傳動軸的垂直度等均為重要的參數(shù),若這些參數(shù)不合格,輕則機(jī)器無法運(yùn)轉(zhuǎn),重則發(fā)生人身傷害事故,而這些參數(shù)在實(shí)際生產(chǎn)中難以用傳統(tǒng)的檢測方法進(jìn)行測量。本文以某型農(nóng)機(jī)變速箱為例,研究如何用手持式激光掃描儀檢測變速箱殼體的關(guān)鍵尺寸。
本次檢測采用的掃描儀為Creaform公司的HandySCAN300手持式三維激光掃描儀。其技術(shù)參數(shù)如表1所示。

表1 HandySCAN300手持式掃描儀主要技術(shù)參數(shù)
2.1 變速箱殼體粘貼標(biāo)志點(diǎn)
此變速箱殼體為鑄鋁件,對變速箱殼體進(jìn)行除油、去污等處理后,發(fā)現(xiàn)變速箱殼體表面并不反光,故先不噴涂顯像劑進(jìn)行試掃描。在操作平臺上粘貼多個輔助點(diǎn),在變速箱殼體表面按照粘貼原則粘貼數(shù)個標(biāo)志點(diǎn),注意避開拐角、圓角等尺寸變化劇烈的位置。標(biāo)志點(diǎn)的目的是輔助掃描儀進(jìn)行數(shù)據(jù)拼接。粘貼標(biāo)志點(diǎn)后變速箱殼體如圖5所示。

圖5 粘貼標(biāo)志點(diǎn)后的變速箱殼體
2.2 變速箱殼體數(shù)據(jù)采集與處理
在對掃描儀軟硬件連接并標(biāo)定后,對變速箱殼體進(jìn)行試掃描,發(fā)現(xiàn)變速箱殼體表面在不噴灑顯像劑時可正常掃描。變速箱殼體數(shù)據(jù)采集過程如圖6(a)所示,掃描時先采集表面的大平面,在大平面點(diǎn)云數(shù)據(jù)形成后,再采集圓角、小孔等特征處的數(shù)據(jù)。在數(shù)據(jù)采集完成后,保存掃描數(shù)據(jù),關(guān)閉掃描儀,進(jìn)入數(shù)據(jù)處理軟件,對變速箱殼體點(diǎn)云數(shù)據(jù)進(jìn)行刪除多余雜點(diǎn),剔除體外孤點(diǎn),補(bǔ)孔、著色并封裝[10]等處理后的點(diǎn)云數(shù)據(jù)如圖6(b)所示。

(a)數(shù)據(jù)采集過程

(b)數(shù)據(jù)處理結(jié)果
2.3 變速箱殼體檢測數(shù)據(jù)比對
本次檢測主要針對變速箱殼體輸入軸和輸出軸安裝孔孔徑,輸入軸與輸出軸的平行度,輸入軸和輸出軸與殼體安裝面的垂直度,殼體安裝面平面度等參數(shù)進(jìn)行檢測,并進(jìn)行比對。
將采集到的變速箱殼體點(diǎn)云數(shù)據(jù)處理后,進(jìn)行逆向設(shè)計,首先對大平面,關(guān)鍵安裝孔安裝面等部位進(jìn)行建模,其次對殼體細(xì)節(jié)部分建模。逆向設(shè)計過程中,隨時調(diào)出點(diǎn)云數(shù)據(jù),與點(diǎn)云數(shù)據(jù)進(jìn)行對比,查看模型誤差,并及時調(diào)整設(shè)計思路和逆向尺寸。逆向模型大部分特征均處于0.5 mm的公差范圍內(nèi),滿足精度要求。
變速箱殼體逆向建模完成后,用VXinspect模塊進(jìn)行檢測,重點(diǎn)對變速箱殼體安裝軸的軸徑,殼體安裝面的平面度,兩軸孔的平行度,軸孔與安裝面的垂直度等關(guān)鍵參數(shù)進(jìn)行檢測。
將變速箱殼體軸孔尺寸用千分尺進(jìn)行測量,與逆向模型檢測數(shù)據(jù)進(jìn)行比對,同時與設(shè)計圖紙數(shù)據(jù)進(jìn)行比對,匯總至表2。由于垂直度、同軸度等形位公差用傳統(tǒng)的檢測方式難以精確地測量,因此采用手持式掃描儀獲取變速箱殼體數(shù)據(jù)后,導(dǎo)入VXelements軟件,逆向設(shè)計模型后,用VXinspect模塊進(jìn)行檢測,獲得軸孔同軸度及垂直度等檢測數(shù)據(jù)并與設(shè)計圖紙進(jìn)行比對,見表3。

表2 軸孔直徑檢測數(shù)據(jù)比對 單位:mm

表3 軸孔形位公差檢測數(shù)值比對 單位:mm
由表2數(shù)據(jù)可知,用手持式掃描儀采集的變速箱軸孔數(shù)據(jù)與千分尺測量獲得的數(shù)據(jù)相比,差值在0.03 mm以內(nèi),手持式掃描儀的精度能滿足大部分工業(yè)產(chǎn)品的檢測需要。由表3數(shù)據(jù)可以看出,手持式掃描儀在測量垂直度、同軸度等用傳統(tǒng)方式難以精確測量數(shù)值時,檢測效率高,且獲得精確的檢測數(shù)據(jù)。此外,對于不合格產(chǎn)品的改進(jìn)能提供一定的改進(jìn)依據(jù)和方向,這對保證產(chǎn)品的質(zhì)量,縮短產(chǎn)品的設(shè)計與制造周期,起到較大的作用,同時能減輕檢測人員的勞動強(qiáng)度。
3 結(jié)束語
隨著科技的進(jìn)步和工業(yè)生產(chǎn)檢測技術(shù)的發(fā)展,手持式激光掃描儀作為一種新興的檢測方式,以其高精度、高效率的特點(diǎn),廣泛地應(yīng)用于產(chǎn)品的檢測和輔助開發(fā)工作中,本文通過某型農(nóng)機(jī)變速箱關(guān)鍵參數(shù)的檢測和比對,驗(yàn)證了手持式激光掃描儀精度和效率完全能適應(yīng)大部分工業(yè)產(chǎn)品的檢測工作。尤其在面對檢測具有復(fù)雜曲面、異形孔等復(fù)雜特征的工件時,手持式激光掃描儀更能顯示其高效率與便捷性。手持式激光掃描儀的快速發(fā)展,必然推動檢測技術(shù)的改進(jìn),進(jìn)一步推動工業(yè)設(shè)計的革新。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
