板翅式換熱器芯體脫焊的工藝研究
2022-05-19 13:47:18章曉龍
低溫與特氣 2022年2期
章曉龍
(杭州制氧機集團股份有限公司,浙江 杭州 311305)
1 前 言
板翅式換熱器是一種高效、結(jié)構(gòu)緊湊、適應(yīng)性強的間壁式換熱器,廣泛應(yīng)用于空分、石油化工、航天等各工業(yè)領(lǐng)域。板翅式換熱器芯體主要由隔板、導(dǎo)流片、翅片及封條等零件部裝后進入真空釬焊爐釬接而成。隔板上釬料與導(dǎo)流片、翅片及封條形成的釬焊縫質(zhì)量是板翅式換熱器承壓能力和強度的主要影響因素。針對板翅式換熱器釬焊縫質(zhì)量的相關(guān)研究較少,朱單單、王冠[1-2]等人在研究鋁合金低熔點釬料中闡述了Si元素擴散及其他合金元素對釬焊縫的影響,肖晴[3]在鋁合金釬料研究中表明了Cu、Zn等元素對釬料熔點及釬焊縫強度的影響,李偉、王金宏[4-5]等人在鋁合金真空釬焊工藝的研究中總結(jié)了釬焊工藝對釬焊縫質(zhì)量影響的關(guān)鍵因素。
2 原因分析
根據(jù)板翅式換熱器芯體實際制造工程經(jīng)驗,從零件公差、裝配工藝及釬焊溫度三個方面對板翅式換熱器焊縫質(zhì)量進行分析。
2.1 零件公差
板翅式換熱器由翅片、導(dǎo)流片、封條及隔板裝配而成,如圖1所示。兩層隔板與封條、翅片、導(dǎo)流片組成一個換熱通道。
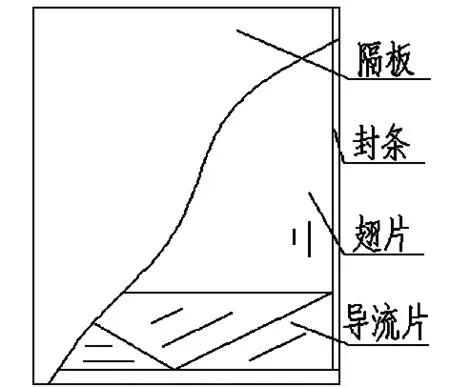
圖1 板翅式換熱器零件組成
芯體高度越高,通道層數(shù)越多,拼縫處高度差越會形成較大誤差,極端情況下,導(dǎo)流片公差為+0.05 mm,封條公差為0 mm,再經(jīng)過200層左右的通道疊加裝配,累計偏差會達到10 mm以上,使得隔板與封條之間形成較大的空隙,從而導(dǎo)致無法形成釬角,并成為承壓時的應(yīng)力集中位置,最終使得釬焊縫失效脫焊。如圖2所示,從底部開始,越往上,高度差t就越大,在頂部時就會形成較大空隙。
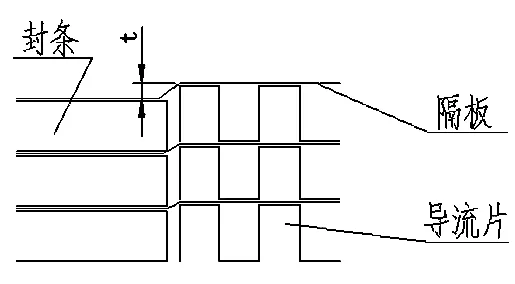
圖2 拼縫累計誤差
據(jù)實際產(chǎn)品統(tǒng)計,70%以上產(chǎn)品脫焊位置集中在導(dǎo)流片及翅片的拼縫處、導(dǎo)流片及封條的拼縫處,進一步證明零件公差匹配性問題。
2.2 裝配夾具
板翅式換熱器芯體部裝如圖3所示,部裝完成后使用壓模及彈簧夾緊芯體,保證芯體在釬焊過程中零件處于緊密連接狀態(tài)。
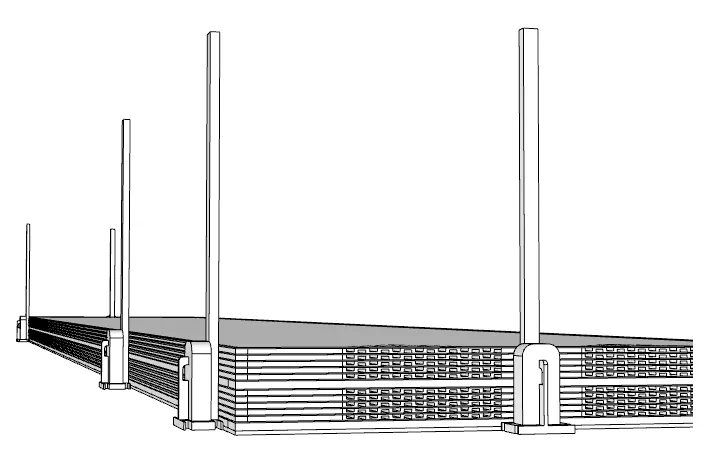
圖3 芯體部裝示意圖
實際生產(chǎn)中發(fā)現(xiàn),瘦高型高壓產(chǎn)品,頂部區(qū)域極易脫焊,經(jīng)分析研究表明是局部壓緊力不足所致。
在釬焊過程中芯體隔板釬料層相變后,隨著釬料流動填充縫隙形成釬角,隔板厚度會相應(yīng)減薄,芯體高度因此降低,彈簧壓縮彈力減小。由此可見,通道層數(shù)越多,芯體高度下降量越大,彈簧壓縮彈力越小。彈簧配合壓模壓緊芯體,壓緊力較均衡,但是芯體存在零件公差,不可能達到絕對平整,這樣就會造成局部壓緊力不足,如圖4所示。
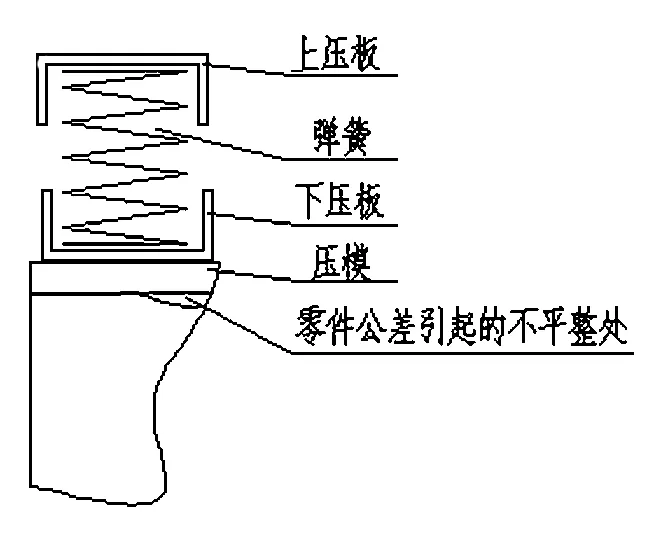
圖4 壓模示意圖
因此對于彈簧壓緊力的分布是影響釬焊縫成形的重要因素。
2.3 釬焊溫度
釬焊是板翅式換熱器芯體制造最重要的工藝過程,釬焊溫度可以直接影響到釬焊縫形成的質(zhì)量。板翅式換熱器芯體釬焊是通過鋁基釬料與鋁合金母材相互擴散融合的原理形成釬焊縫,因此釬料及鋁合金內(nèi)的合金元素的擴散及晶核的控制是釬焊工藝制定的理論基礎(chǔ)。
如圖5所示,當(dāng)釬焊溫度較高時,元素過度擴散,造成母材溶蝕,翅片翅根完全被釬料溶解,而圖6所示產(chǎn)品剛好相反,釬焊溫度過低,釬料與母材間未形成有效擴散融合。
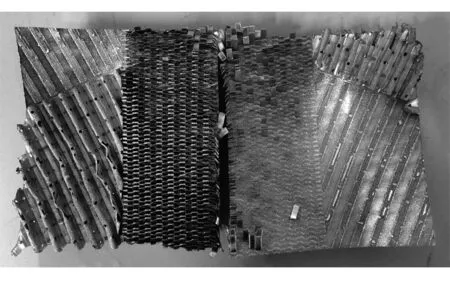
圖5 脫焊產(chǎn)品A
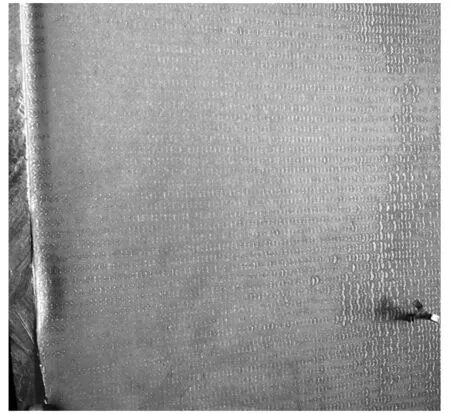
圖6 脫焊產(chǎn)品B
對脫焊產(chǎn)品進行金相分析后得出,溫度過高時,元素擴散充分,但是偏析嚴(yán)重,形成較大雜質(zhì)相粗晶,并且產(chǎn)生母材溶蝕,如圖7所示,脫焊時沿著粗晶裂開;溫度過低時,元素擴散不充分,積聚于焊縫中心形成骨骼狀共晶相,如圖8所示,脫焊時沿著骨骼狀共晶相裂開。
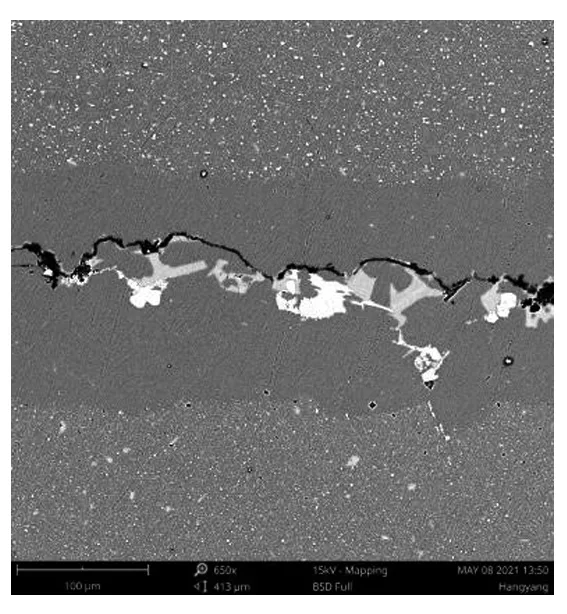
圖7 脫焊產(chǎn)品A金相圖
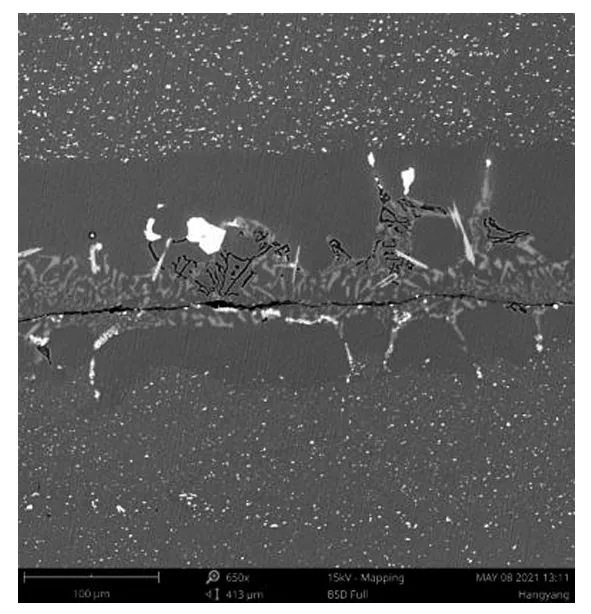
圖8 脫焊產(chǎn)品B金相圖
3 改進措施
根據(jù)上述原因分析,針對易脫焊產(chǎn)品,提出以下三條改進措施。
3.1 零件
在保證零件制造質(zhì)量的前提下,調(diào)整零件制造順序,抽檢封條高度公差,重點檢驗中間橫封條高度公差,根據(jù)封條公差數(shù)據(jù)偏高還是偏低,調(diào)整翅片及導(dǎo)流片沖制公差。該措施能有效保證零件間公差匹配性,防止高度差過大造成拼接處間隙較大。
3.2 部裝
為保證芯體各部分都能有效受壓,取消下壓板,并重新設(shè)計壓模,更改為小尺寸柵條結(jié)構(gòu),最大程度使不平整處都能得到有效受壓,部裝適用于大截面高壓產(chǎn)品。
3.3 釬焊
以上措施,為釬焊提供了良好的基礎(chǔ)條件,針對于釬焊縫的質(zhì)量,釬焊工藝也須適當(dāng)調(diào)整,不同結(jié)構(gòu)的板翅式換熱器需要合適的溫度停止點,并采取多階梯式升溫操作,在到達高溫區(qū)前保持合適的釬焊時間,使得元素得到充分擴散融合,并且防止母材溶蝕。縮短高溫區(qū)時間,防止元素偏析積聚,并在合適的溫度點快速破空冷卻芯體,使釬焊縫形成較細晶粒,提升釬焊縫強度,如圖9所示。
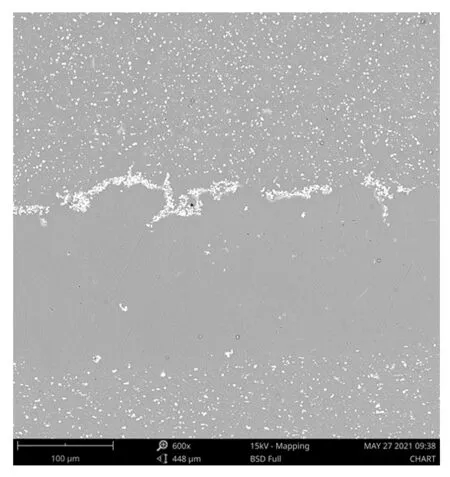
圖9 改進后釬焊縫金相圖
4 結(jié) 論
詳細論述了板翅式換熱器芯體脫焊的幾種影響因素并提出相應(yīng)改進措施,除以上措施,還需保證零件的清洗質(zhì)量、烘干質(zhì)量及真空釬焊爐的真空度等因素,經(jīng)過一年的統(tǒng)計,脫焊情況有明顯好轉(zhuǎn),統(tǒng)計結(jié)果如圖10所示。
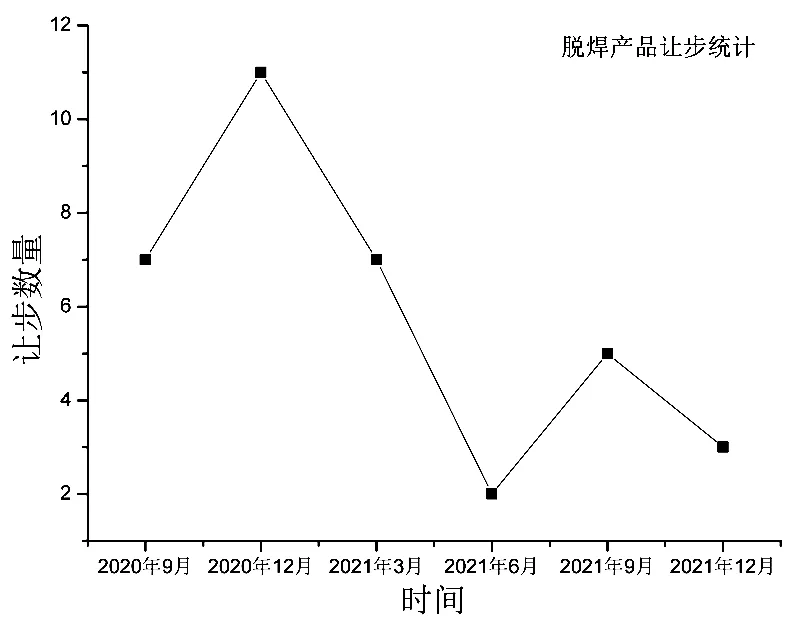
圖10 脫焊產(chǎn)品統(tǒng)計