不同電解液及電解時間下表面形貌對45鋼減磨性的影響*
2022-05-19 03:00:28郝建軍閆獻國
潤滑與密封 2022年3期
郝建軍 李 超 蘇 杭 閆獻國 陳 峙
(太原科技大學機械工程學院,智能裝備與控制技術研究所 山西太原 030000)
齒輪傳動是一種常見的傳動形式,由于其使用壽命長,傳動效率高及結構緊湊等優點被廣泛使用。但在運轉過程中,較高的嚙合頻率使得齒面快速磨損,產生噪聲并影響傳動精度。許多學者的研究均發現:適當改變零件表面形貌,可顯著改善摩擦副之間的接觸狀態,從而減少磨損;同時零件表面形成的凹坑可存儲部分磨屑,使得零件壽命提高[1-6]。目前,研究人員在改變軸承表面形貌從而提升其性能方面進行了大量研究,并取得了良好的效果[7-10]。為提高齒輪耐磨性,國內外學者將表面形貌與齒輪傳動相結合進行了深入研究。清華大學湯麗萍和劉瑩[11]建立了交叉紋理與普通磨削紋理的接觸模型,通過試驗驗證了理論模型的正確性,同時分析得出了最優的紋理參數如交叉紋理寬深比、夾角及分布密度。吉林大學邵飛先[12]在乏油潤滑條件下比較了具有弧形槽的試樣和普通試樣的摩擦學性能,發現具有弧形槽的試樣的摩擦因數較低且耐磨性可提高40%;試樣的磨損量隨著耦合體密度的增加呈先減小后變大的趨勢。安徽工程大學蘇永生等[13]通過有限元仿真研究了齒面微槽織構對齒面應力的影響,并分別研究了溝槽寬度、深度、間距及齒頂距離對齒面應力的影響,同時對比了扭矩對帶織構齒面與光滑齒面的影響。GUPTA等[14]通過化學腐蝕的方式,制造了數百微米不等的凹坑,通過紅外熱像儀、電子掃描顯微鏡及能譜儀得到了常規齒輪與織構齒輪的潤滑油溫度、磨損前后圖像及齒輪表面元素組成,發現磨屑顆粒被留在凹坑中,且帶織構齒輪的振動振幅、潤滑油溫升及磨損程度相比普通齒輪均得到降低。李直[15]對不同形貌齒面的時變摩擦特性進行了研究,通過試驗發現齒輪在不同嚙合區域表面形貌對于齒面摩擦因數曲線的影響程度是不同的,部分表面形貌改善了嚙合線節點附近區域的摩擦性能,而部分表面則改善了節點兩側區域的摩擦性能。
目前大量試驗研究均使用激光加工或電化學加工的方式來改變材料表面形貌或制備織構,其中電化學加工方式中電解液多使用中性或酸性溶液,對復合電解液以及復合電解液與材料的匹配性研究甚少。因此,為探索復合電解液與45鋼齒輪的電化學匹配性,本文作者對45鋼試件進行了電化學試驗,研究了試件在不同溶液下電解時間對凹坑形貌形成的影響,以及在干摩擦和乏油潤滑條件下表面形貌對摩擦性能的影響。
1 試驗材料與方法
1.1 試件電化學處理
試驗樣品采用經線切割的10 mm×10 mm×50 mm的45鋼長方體,為除去試樣表面氧化膜并方便后續測量依次用400、800、1 200、1 500目砂紙對工藝面進行手工打磨,并使用輪廓儀測量打磨表面。通過調整各組表面粗糙度使之盡可能一致,之后使用無水乙醇溶液在超聲波清洗機中清洗8 min,使用熱吹風機快速吹干后備用。
電解液、電解時間及電極距離等加工參數將在很大程度上影響試驗制備的試樣的表面形貌,文中試驗使用2種成分不同的電解液。其中A組電解液為質量分數為15%的氯化銨溶液,B組電解液為質量分數為20%的氯化鈉和10%的次氯酸鈉混合溶液。電解電源采用24 V直流高頻脈沖電源,兩電極距離為80 mm,電解液溫度為25 ℃。電解時間分別為60、180、300 s,分別設為1號、2號、3號試驗組,并設置未電解處理的樣品作為0號對照組。表1給出了A組與B組的試驗方案。
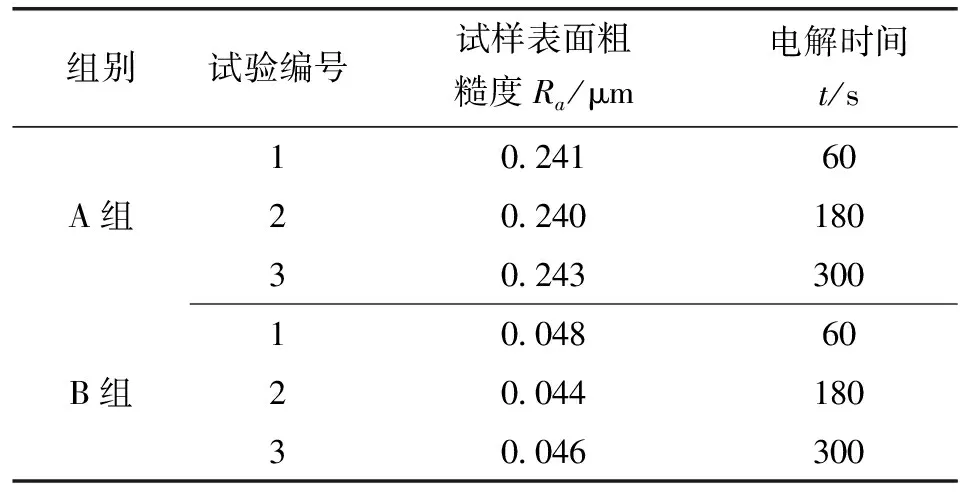
表1 電解試驗方案
1.2 表面磨損試驗設備
文中摩擦磨損試驗在圖1所示的CFT-1型常溫摩擦磨損試驗機上進行,選用Si3N4陶瓷研磨球為對摩副。采用往復磨損試驗方式,磨損半徑為6 mm,轉速為500 r/min,法相載荷為100 N,磨損時間為60 min。使用 MoticAE2000MET金相顯微鏡和VHX-2000超景深顯微鏡觀察磨損前后試樣表面與凹坑形貌。
2 試驗結果與分析
2.1 表面形貌分析
圖2所示為A組未處理試樣的表面形貌,可觀察到未經電解處理試件存在少量毛刺并有明顯機加工條紋。如圖3所示,電解加工60 s后試件表面變得較為光滑,且出現了隨機分布的圓形凹坑,凹坑直徑為50~80 μm,此特征不均勻分布且邊緣較為鋒利。使用B組電解液電解300 s后的試件形貌如圖4所示,可見加工后試件表面出現了密集的類圓坑形貌,且圓坑的分布密度隨著電解加工時間的增加而增加,如圖5、6所示。整體試驗B組所制備的圓坑相較于A組電解工件表面的凹坑邊緣更加圓潤,且表面質量較好。通過對比不同電解加工時間的超景深圖像可知:試件在B組溶液中被加工后會出現20~70 μm的圓形凹坑形貌,并且凹坑不會隨著電解時間的增加而擴展,而是其密度逐步增大,如圖5、6所示。根據超景深試驗設備測量的凹坑深度,B組2號電解試驗試件凹坑深度平均為4 μm,最大深度可達6 μm;B組3號電解試驗試件凹坑深度平均為8 μm左右,最大深度可達10 μm。
2.2 摩擦因數分析
圖7、圖8分別為干摩擦與乏油潤滑條件下的摩擦因數。如圖7所示,在干摩擦條件下,摩擦因數整體都呈持續增大的趨勢,但不同電解時間得到的試件,由于凹坑尺寸不同摩擦時的表現也不盡相同。其中電解時間60 s的試件,在整個摩擦試驗中都保持了較小的摩擦因數,且整體上升趨勢均小于其他試件。圖7(a)中電解時間為300 s的試樣,由于相對較長的表面處理時間使得表面粗糙,以致摩擦因數大于未經處理的試樣。由圖7(b)可看出,在使用復合電解液后,3個不同電解時間處理后的試樣的摩擦因數均小于未處理試樣,但凹坑密度過大也將使得磨屑在尖銳時迅速掉落,在形貌被破壞后對摩擦表面產生不利影響。A組和B組中擁有較小孔洞的1號試樣的摩擦因數均小于其他樣品的摩擦因數;在試驗進行到30 min時,由于部分凹坑被破壞試樣的摩擦因數將再次急劇上升。如圖8所示,在乏油潤滑條件下,前期由于潤滑油的存在使得試樣整體摩擦因數較小,但隨著對摩的陶瓷球將潤滑油擠壓到磨痕周圍,使得摩擦因數再次增大;當磨痕達到一定寬度時,磨痕周圍的潤滑油再次流入摩擦表面的間隙中,摩擦因數降低,循環反復多次,直至沒有足夠潤滑油可流入摩擦副后,摩擦因數上升趨勢保持穩定。但通過圖8可知,在300 s電解時間下的凹坑的減磨作用遠小于電解60 s后的效果,因此試驗條件下存在最佳加工參數與凹坑尺寸。從最優組看,表面凹坑的存在發揮著一定儲油的作用,使得摩擦因數的上升趨勢緩慢,阻斷了摩擦因數進一步增大的進程。尤其在乏油潤滑下,凹坑影響著整個運行的過程。
2.3 磨損體積分析
文中試驗使用的為自制的電解設備,其中電解時間與耗電量之間的關系可在程序中調取,耗電量更能直觀地反映電化學過程中對材料表面的處理程度,因此采用耗電量來說明電解時間對磨損體積的影響。
圖9、10所示為干摩擦和乏油潤滑條件下磨損體積隨電解試驗時間的變化趨勢。對比每個試樣在干摩擦和乏油潤滑條件下的磨損體積之后不難發現:在電解時間跨度較大的試驗中,在干摩擦條件下各組1號為最優工藝組,在乏油條件下A組2號、B組1號為最優工藝組。其中,在干摩擦條件下,A組中最優組磨損體積較對照組下降了約13%,B組中最優組磨損體積較對照組降低了33%,如圖9所示。在乏油潤滑條件下,A組最優組磨損體積較對照組降低了14%,B組最優組磨損體積較對照組下降了18%,如圖10所示。從圖9中可以看出,在干摩擦條件下,磨損體積隨著耗電量的增加呈現出先減小后增大的趨勢。由于小尺寸孔洞的存在使得摩擦過程中產生的磨屑、磨粒得以存儲,減輕了磨粒對摩擦表面的磨損,同時部分不規則磨屑經過試驗后變得較為圓滑,使得接觸的部分區域由干摩擦變為滑動摩擦。兩者共同作用下大幅度降低了磨損體積。電解加工產生的孔洞半徑增大后,相較無孔洞表面在一定摩擦面內磨粒的可移動面積變小,部分磨屑迅速掉入孔洞內,未起到改變部分區域摩擦狀態的作用。已經有研究者發現,孔洞邊緣的受力將大于其余表面,大尺寸孔洞將更容易被破壞,在孔洞經過長時間摩擦被破壞后,內部儲存的磨屑將再次破壞摩擦表面,使得大尺寸孔洞最終磨損體積大于小尺寸孔洞的磨損體積。
從圖10可知,在乏油潤滑條件下,磨損體積與干摩擦下變化趨勢基本一致。B組中由于使用混電解液所產生的凹坑質量較好,因此出現了磨損體積明顯減小的情況。
2.4 磨痕分析
圖11所示為A組試樣干摩擦磨痕形貌SEM圖,可以看出,試樣表面主要磨損形式為磨粒磨損,部分表面出現了由于黏著磨損產生的剝落痕跡,同時可以看到表面存在由于犁溝作用產生的沿摩擦方向的溝痕。
圖12所示為乏油潤滑條件下B組0號和2號試件的磨痕微觀形貌。可以觀察到未電化學處理的B組0號試樣主要的磨損形式為黏著磨損,與B組2號試樣表面相比其剝落面積更大。在法相載荷的作用下,試樣表面先是產生磨粒和磨屑,剝落的磨粒在摩擦試驗過程中不斷被打磨得細小、圓潤,在往復摩擦后,與摩擦表面之間的潤滑油混合形成油屑混合物,研磨球的運動使得混合物在磨痕表面均勻附著,直至最后油屑混合物減少,磨痕上的附著物隨著陶瓷球黏著剝落。從圖12(b)中可以觀察到B組2號試樣擁有較好的表面磨痕形貌,只出現了小面積的黏著磨損,這是因為電解所產生的凹坑在摩擦磨前期,存儲了潤滑油,改善了試件表面潤滑條件。
3 結論
(1)經電化學處理后由于凹坑的存在使得45鋼的摩擦因數減小,磨損體積降低。在氯化銨充當電解液時,凹坑的尺寸將隨著電解時間而增加,而在質量分數為20%氯化鈉與10%次氯酸鈉作為電解液時,凹坑的密度將隨著電解時間的增加而增加。
(2)試件的磨損體積基本呈先減小后增大的趨勢,因此存在最佳工藝組。乏油潤滑條件下,B組電解工藝能有效降低磨損體積,最優組磨損體積較對照組降低了18%;在干摩擦條件下,最優組磨損體積較對照組降低了33%。對應凹坑尺寸為20~40 μm,深度4~6 μm。
(3)當使用15%氯化銨充當電解液時,電解60 s后45鋼表面將隨機出現少量50~80 μm不等直徑的凹坑,電解180 和300 s后試樣表面形成類圓形凹坑直徑為300~350 μm。在20%氯化鈉與10%次氯酸鈉的混合電解溶液下,180 s后將產生直徑在70 μm左右、深度為6 μm的凹坑,300 s后凹坑直徑基本不變但深度加深至8 μm。