插花船閘除險加固工程人字閘門安裝質量控制方法
2022-05-19 12:55:48馬忠
水利科技與經濟 2022年5期
馬 忠
(北京市清河管理處,北京 100192)
0 引 言
船閘是通航建筑物的一種。在天然河流,由于調節流量、渠化通航以及在運河上因地形條件及水面坡度的限制,必須具有階梯形的縱斷面形成集中水面落差,停泊船舶(或船隊)進入閘室后,借助室內灌水或泄水來調整閘室中的水位,使船舶在上下游水位之間作垂直的升降,從而通過集中的航道水位落差[1]。國外研究其安裝質量控制可以分成3個階段,在20世紀40年代到50年代,主要針對人字閘門吊裝的質量控制;在60年代到70年代[2],主要進行人字閘門運轉件等中間工程的安裝質量控制;在80年代后,主要進行人字閘門頂樞、底樞等細節處的質量控制[3]。有學者提出一種基于可靠性結構復核計算的人字閘門安裝質量控制方法,首先獲取閘門安裝結構參數,根據獲取參數進行人字閘門可靠性結構復核計算,根據計算結果進行人字閘門安裝質量控制[4]。國內則主要研究人字閘門的施工工藝優化以及對安裝中存在的問題進行深入研究,從而針對性地進行人字閘門安裝質量控制。文獻[9]就提出一種通過優化閘門施工工藝而實現其安裝中的質量控制的方法。在人字閘門安裝質量控制的過程中,受項目數據體量過大的影響而無法對安裝質量數據進行收集與整理,在控制參數為0.58~0.158的范圍內存在目標函數值過低的問題。因此,針對插花船閘除險加固工程提出一種新的人字閘門安裝質量控制方法,通過構建的模型實現人字閘門安裝質量控制,實現在控制參數為0.58~0.158的范圍內目標函數值的提升。
1 設計人字閘門安裝質量控制方法
1.1 設立人字閘門安裝質量控制點
為保障插花船閘除險加固工程人字閘門安裝的工序質量,在設置質量控制的薄弱環節與關鍵部位即控制要點[5]之前,需要充分了解人字閘門結構,見圖1,人字閘門結構主要包括鉸座、門楣、頂止水等結構。
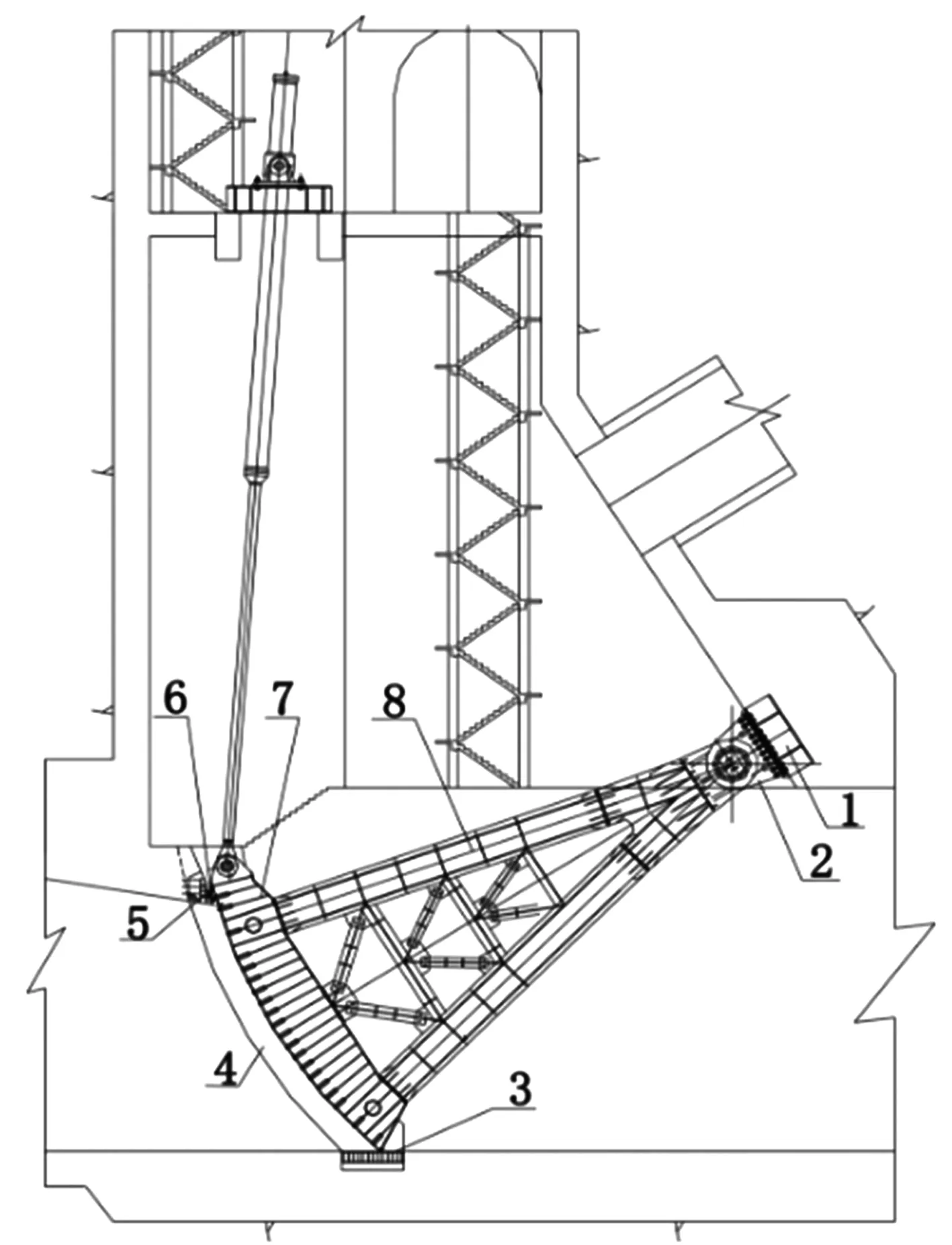
圖1 人字閘門結構示意圖
圖1中,1為鉸座,2為支鉸,3為底坎,4為側門槽,5為門楣,6為頂止水,7為主梁,8為支臂。根據圖1所示的結構選取的要點需要具備以下特征:①具備較高的技術要求,施工具備較大難度與較小把握性;②施工中的隱蔽工序或關鍵工程;③嚴重影響后續工程的安全或質量;④采用新的材料、技術或工藝[6]。
根據上述條件篩選的墩墻、閘底板與測量放樣單元工程的質量控制點具體見表1。
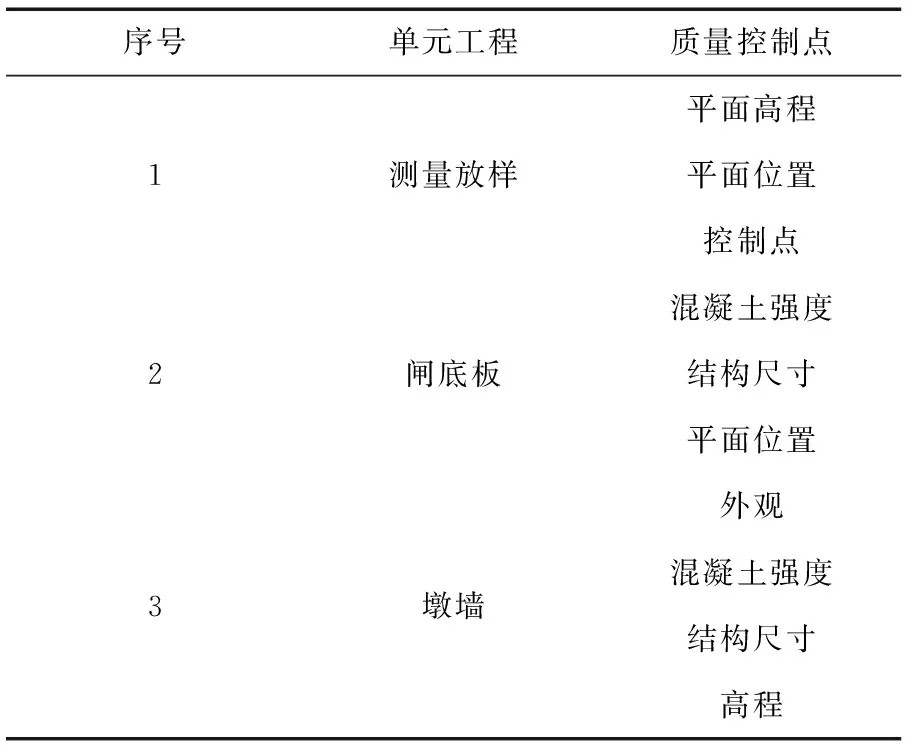
表1 墩墻、閘底板與測量放樣單元的質量控制點
根據上述條件,篩選閘門埋件安裝與制作單元的質量控制點具體見表2。
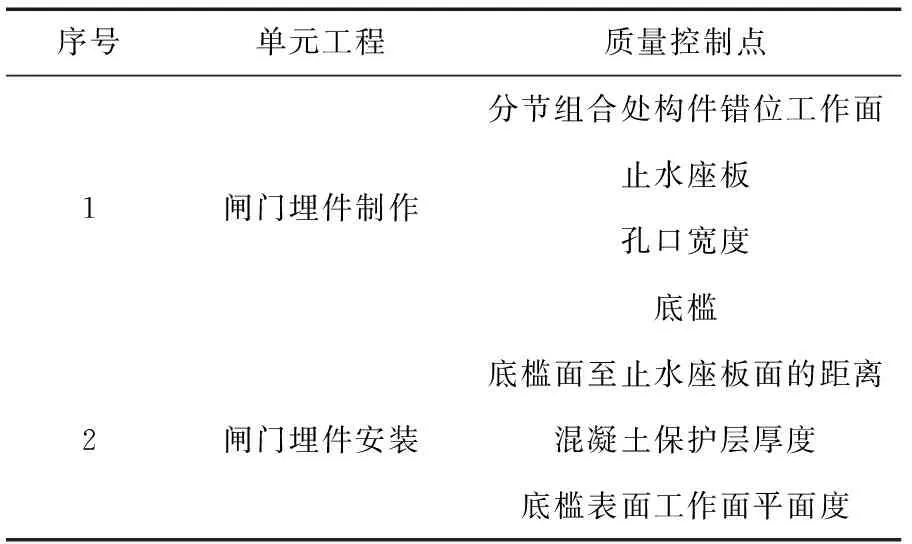
表2 閘門埋件安裝與制作單元的質量控制點
1.2 人字閘門安裝質量數據收集與整理
在得到閘門埋件的安裝與制作單元的質量控制點后,收集人字閘門安裝質量控制點的相關安裝質量數據,包括竣工驗收、工序檢驗、材料檢驗等現場數據。數據來源于人字閘門安裝過程中的檢驗數據,具體分類見表3。
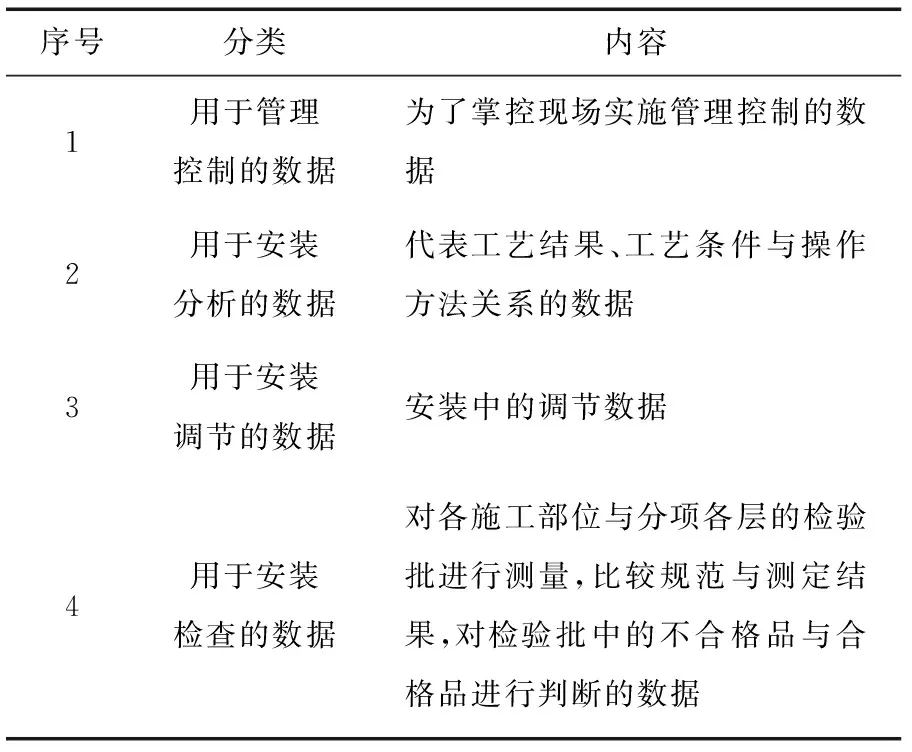
表3 安裝質量數據具體分類
對各類安裝質量數據進行收集,具體收集方法為:通過抽樣方法保持數據的客觀正確;在對現場施工數據進行收集時,需要采取記錄紙或檢測表等方式。結合以上兩種方式,并盡量簡化收集過程。
完成收集后對數據進行整理和分析,即獲取安裝質量數據的對應統計特征量,可以將其分為兩類:一類是數據集中位置的特征量,另一類是數據離散程度的特征量[7]。分別用中位數與標準方差的處理方式獲取以上兩種特征量。
第一種特征量的獲取具體如下:
x={x1,x2,...,xn}
(1)
其中:xn為x這一數據組中第n個數據。
對該數據組中的這n個數據進行排列,具體排列方式為由大到小[8]。通過排在中間的那個數據代表整個數據組的平均水平,該值即為中位數,具體如下:
(2)

第二種特征量的獲取具體如下:
將標準方差作為波動性的衡量指標,具體如下式:
(3)

(4)
1.3 構建人字閘門安裝質量控制模型
假設插花船閘除險加固工程人字閘門安裝項目的預期目標為質量Q與成本C,則其動態優化流程可以表述為:通過對控制作用S進行尋優,使以下狀態方程在控制作用下,受控過程能夠進行轉換,即由給定的初始狀態成功轉換到期望狀態,并實現目標函數的最優[9]。
其中狀態方程具體如下:
X(t)=(C,Q)
(5)
式中:X(t)為狀態方程。
某個給定的初始狀態具體如下:
X(t)=(Ct,Qt)
(6)
式中:t為目標閾值。
某種期望狀態的表達式具體如下:
X(t+1)=(Ct+1,Qt+1)
(7)
目標函數具體如下:
J=L[(C,Q),S]
(8)
式中:J為目標函數;L為控制作用的影響值。
在構建的人字閘門安裝質量控制模型中,目標函數在達到下式時為最優:
y=f[(C,Q),S]
(9)
式中:y為最優目標函數;f為控制作用的最優影響值。
決策變量包括工序的成本、質量、工期,分別為c(ti)、q(ti)、ti,與成本和質量的關系如下:
C=∑c(ti)
(10)
Q=∑q(ti)
(11)
模型的控制參數具體如下:
S=|s(t)|≤ε
(12)
式中:s(t)為控制參數變量;ε為允許的接近度。
模型的約束條件則具體如下:
(13)
式中:T為插花船閘除險加固工程人字閘門安裝實際工期;e、u分別為開始與結束的某節點。
(14)
(15)
q(ti)≥Qm
(16)
式中:Qm為合格質量。
Q(q(ti))≥Qm
(17)
至此實現人字閘門安裝質量控制模型的構建。
1.4 實現人字閘門安裝質量控制
通過構建的人字閘門安裝質量控制模型實現插花船閘除險加固工程人字閘門安裝質量控制,包括環境、檢測、方法、機械、材料、人員的控制[10]。其中,環境控制內容具體見表4。
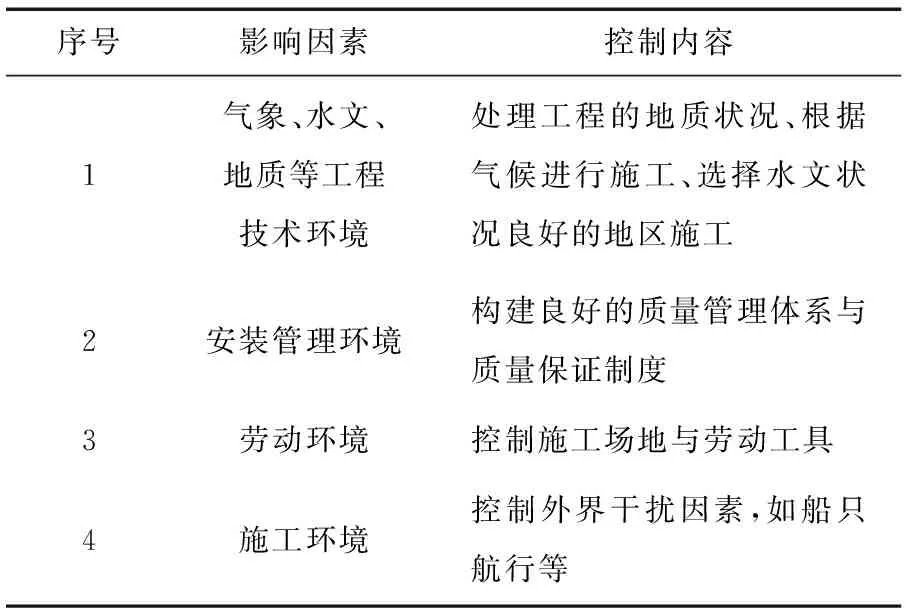
表4 環境控制內容
檢測控制需要分單元工程、分部工程與單位工程三級進行。
方法控制包括安裝方案控制與安裝工序控制,需要對人字閘門安裝中的施工組織、檢測手段、組織措施、工藝流程、工序、技術方案等進行控制,控制方法為動態控制與主動控制的有機結合。
機械控制需要考慮管理施工組織、施工方法、施工工藝、機械設備的實際性能、工程對應結構形式以及安裝現場的條件來選用機械設備。
材料控制包括機電產品、啟閉機、金屬水工結構、半成品、原材料的控制。
人員控制則需要從資質審查與質量意識這兩方面著手。
2 實驗驗證
2.1 實驗項目概況
選取某插花船閘除險加固工程項目,對其進行安裝質量控制試驗,實驗項目的具體情況見表5。
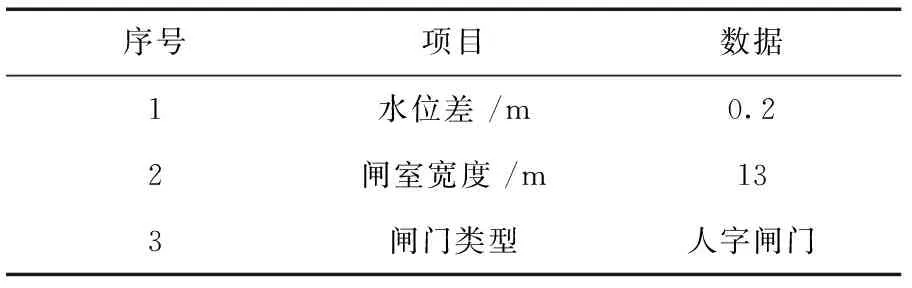
表5 實驗項目的具體情況
2.2 實驗方法
利用設計的插花船閘除險加固工程人字閘門安裝質量控制方法對某插花船閘除險加固工程項目人字閘門安裝進行質量控制,在安裝質量控制中,獲取該方法在控制參數為0.58~0.208的范圍內的目標函數值數據。為了避免本次實驗結果過于單一而缺乏對比性,將基于可靠性結構復核計算的插花船閘除險加固工程人字閘門安裝質量控制方法與文獻[9]提出的方法作為實驗中的對比方法。獲取兩種對比方法的目標函數值數據作為實驗中的對比數據。將實驗數據分為兩組,第一組是控制參數為0.58~0.108范圍內的目標函數值數據;第二組是控制參數為0.108~0.158范圍內的目標函數值數據。
2.3 結果分析
在控制參數為0.58~0.108范圍內,目標函數值對比實驗結果具體見圖2。
根據圖2可知,設計的插花船閘除險加固工程人字閘門安裝質量控制方法的目標函數值在0.194~0.239的范圍內波動,即其目標函數值最高可達0.239;基于可靠性結構復核計算的插花船閘除險加固工程人字閘門安裝質量控制方法的目標函數值在0.125~0.183的范圍內波動,即其目標函數值最高可達0.183;文獻[9]提出的方法的目標函數值在0.092~0.150的范圍內波動,即其目標函數值最高可達0.150。
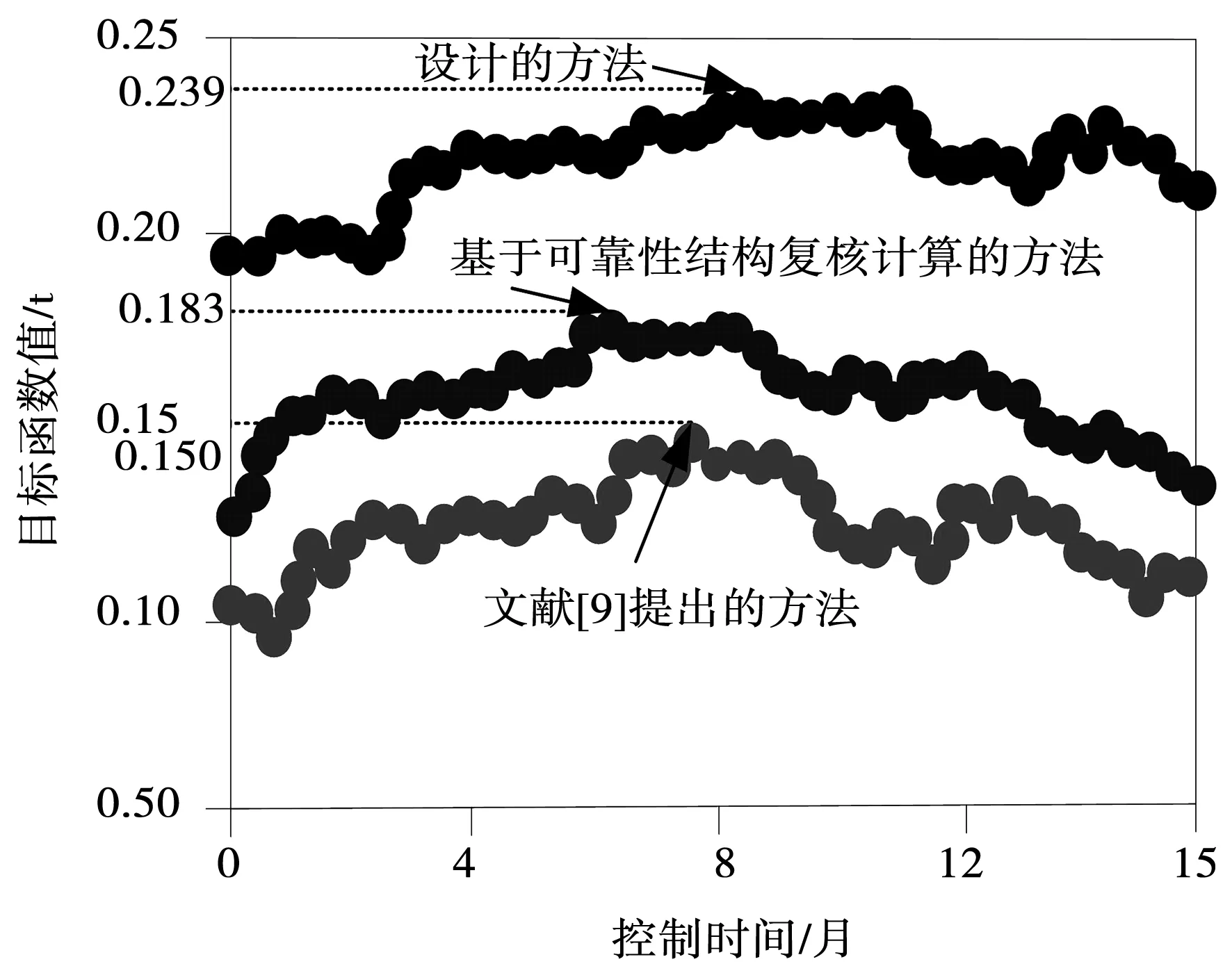
圖2 0.58~0.108范圍內目標函數值對比實驗結果
在控制參數為0.108~0.158范圍內,目標函數值對比實驗結果具體見圖3。
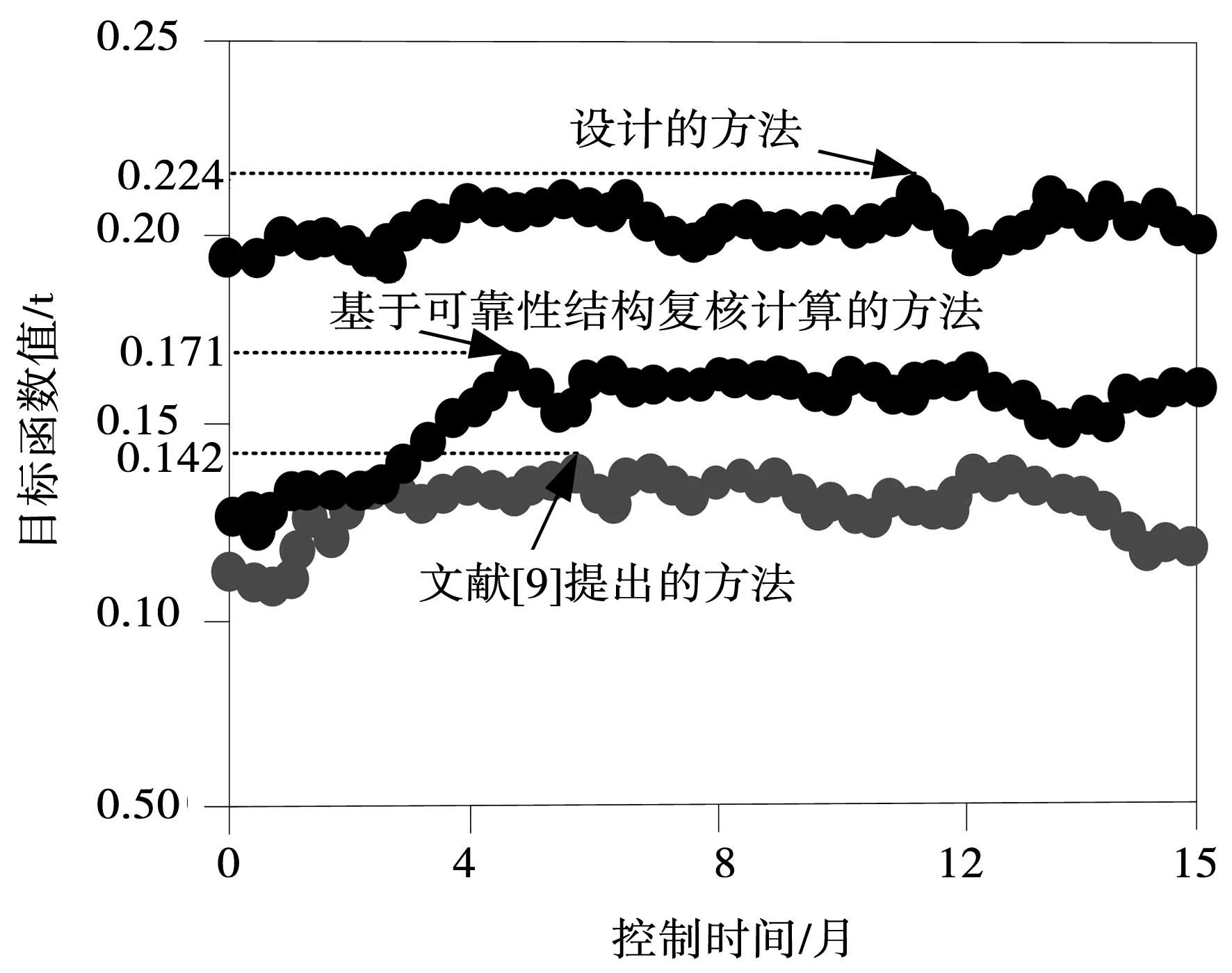
圖3 0.108~0.158范圍內目標函數值對比實驗結果
根據圖3可知,設計的插花船閘除險加固工程人字閘門安裝質量控制方法的目標函數值在0.188~0.224的范圍內波動,即其目標函數值最高可達0.224;基于可靠性結構復核計算的插花船閘除險加固工程人字閘門安裝質量控制方法的目標函數值在0.124~0.171的范圍內波動,即其目標函數值最高可達0.171;文獻[9]提出的方法的目標函數值在0.109~0.142的范圍內波動,即其目標函數值最高可達0.142。
綜合圖2和圖3的實驗結果可知,設計的插花船閘除險加固工程人字閘門安裝質量控制方
法的目標函數值整體較高,基于可靠性結構復核計算的插花船閘除險加固工程人字閘門安裝質量控制方法與文獻[9]提出的方法的目標函數值較為相近,均偏低。
3 結 語
設計的插花船閘除險加固工程人字閘門安裝質量控制方法實現了目標函數值的提升,但在模型的設計中仍存在收集數據不足的缺陷,在以后的研究中需要收集更多數據對模型進行完善。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
太空探索(2016年6期)2016-07-10 12:09:06
Coco薇(2016年2期)2016-03-22 02:42:52
汽車觀察(2016年3期)2016-02-28 13:16:26
Coco薇(2015年1期)2015-08-13 02:47:34
筑路機械與施工機械化(2015年11期)2015-07-01 16:28:43
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
筑路機械與施工機械化(2015年8期)2015-01-11 09:24:54
