磁流變拋光液制備過程中的氣泡動力學模型
2022-05-24 12:46:16李秀紅李文輝楊勝強李永剛
太原理工大學學報 2022年3期
郭 策,李秀紅,李文輝,楊勝強,劉 佳,李永剛,劉 競
(太原理工大學 機械與運載工程學院,太原 030024)
磁流變拋光液是一種力學性能受磁場調控的固-液混合智能材料,具有綠色、環保和智能可控等優點,成為磁流變拋光、磁射流拋光以及多物理場輔助液體助噴射拋光的關鍵介質材料[1-2]。然而,磁流變拋光液制備時容易產生固相顆粒凝聚、結塊及沉降等現象[3],必須輔助以顆粒分散工藝進行均質。如何提升現有磁流變拋光液的制備理論及工藝已成為限制其發展的瓶頸問題。
傳統的物理分散方法如機械葉片攪拌和球磨攪拌等,耗時長、精度低、可控制差,很難將固相顆粒均勻地分散于基液中[4]。超聲波分散利用超聲波在液體中產生的空化效應制備懸浮液。空化效應不但能產生劇烈振蕩的空化氣泡,而且空化氣泡在固相顆粒附近潰滅時釋放的微射流及沖擊波等能夠對固相顆粒群起到強烈沖擊和高效分散的作用[5]。然而,目前對于磁流變拋光液超聲波制備理論研究不足,并不能很好地解釋磁流變拋光液的空化效應,特別是氣泡在磁流變拋光液中如何產生、發展和潰滅的動力學問題,尚缺乏足夠的理論研究基礎。
空化氣泡運動規律可以用氣泡動力學模型來描述。目前成熟的氣泡動力學模型主要有Rayleigh模型、Rayleigh-Plesset模型、Keller-Miksis模型、Gilmore模型和Flynn模型等[6-8]。然而,目前的氣泡動力學模型主要適用于水溶液或者可近似為水溶液的液體環境,難以直接用于描述固-液混合的懸浮液。近年來,計算流體力學和多物理場仿真技術等在模擬懸浮液聲場和流場方面得到廣泛應用。但在工程應用中,由于缺乏描述懸浮液的氣泡動力學模型,這些數值計算方法往往忽略液體的空化效應,這給懸浮液超聲空化效應的理論研究提出了挑戰。
論文在經典氣泡動力學模型研究的基礎上,通過考慮懸浮液的固-液混合作用,建立不同工藝作用下磁流變拋光液的氣泡動力學模型,并對超聲波制備和機械制備產生的氣泡運動進行詳細討論,以期為磁流變拋光液制備工藝提供理論支撐。
1 數學模型
1.1 磁流變拋光液物理環境
磁流變拋光液的一般組成如表1所示。磁流變拋光液的液相主要由去離子水和丙三醇混合形成,它們是磁流變拋光液的主要成份[9]。磁流變拋光液的固相主要由羥基鐵粉、綠碳化硅以及少量添加劑組成。羥基鐵粉作為典型的磁敏微粒,能夠使磁流變拋光液具有明顯的流變性和較高的剪切屈服強度。綠碳化硅的加入可以使得磁流變拋光液具有研磨和拋光的作用。添加劑如羧甲基纖維素鈉、六偏磷酸鈉、亞硝酸鈉、無水碳酸鈉以及納米二氧化硅等對固體顆粒起到表面活性的作用,可以在一定程度上抑制固體顆粒在磁流變拋光液中團聚,進而防止固體顆粒發生沉降。
表1 磁流變拋光液的一般組成Table 1 General composition of magnetorheological polishing fluid
由物理環境可知,磁流變拋光液可視為由多種固相顆粒和基液組成的兩相懸浮液。磁流變拋光液制備時,固相顆粒在流體壓力和速度擾動下快速、均勻地分散于基液中。當固相顆粒粒徑很小處于微米或納米量級時,固相顆粒和液體介質以相同的速度運動。此時,固液兩相流可視為強耦合作用,固液兩相流運動可近似為單向流運動。為此,引入混合物的連續性方程[10]
(1)
(2)
式中:u為混合物流速;k是相變的種類;φk為體積分數;ρk為每種相變密度。
在未發生空化效應前,忽略微小氣核在基液中的體積占比,那么磁流變拋光液的密度ρ可表示為
ρ=φpρp+φ1ρ1.
(3)
式中:φp和φ1分別為固體顆粒和基液所占體積分數;ρp和ρ1分別為固體顆粒和基液的密度。
另外,磁流變拋光液黏度與固相顆粒種類、顆粒幾何形狀、顆粒質量濃度以及基液配比等均有影響關系,但對黏度起決定作用的還是固相顆粒的體積分數。對于稀薄懸浮液,EINSTEIN[11]給出黏度公式如下
(4)
式中:μ0是基液的黏度;k″為顆粒形狀常數,對于球形顆粒,k″=2.5.
然而,式(4)僅適用于固相顆粒體積分數不超過2%的情況,不滿足磁流變拋光液的制備需求。VAND[12]在式(4)的基礎上提出了高固相顆粒體積分數的黏度公式如下
(5)
式中:α′為顆粒形狀第二常數,對于球形顆粒,α′=39/64=0.609.考慮到磁流變拋光液制備過程中對黏度的調控需求,本文引入VAND黏度方程來描述磁流變拋光液的黏度。
1.2 磁流變拋光液氣泡動力學模型
磁流變拋光液在工作時通常需要施加外部磁場,并在磁場作用下沿磁感線方向聚集成鏈狀結構。在此條件下,磁流變拋光液是一種高黏性半固態物質。然而,磁流變拋光液制備時并不需要施加外部磁場,此時磁流變拋光液中的固相顆粒應均勻分散于基液中,并表現為牛頓流體。因此,本文討論的氣泡動力學模型適用于非磁場條件下的磁流變拋光液。
磁流變拋光液氣泡假設如下:1) 氣泡在膨脹和收縮過程中始終保持球形,球形固定;2) 泡內氣體為理想氣體,考慮泡內氣體的等溫及絕熱過程;3) 計入固-液混合比例,液體不可壓縮;4) 不考慮液體熱交換、界面相變和化學反應。將磁流變拋光液氣泡動力學行為類比為彈簧振子系統,泡內氣體對應于彈簧,泡外磁流變拋光液對應于質點。那么泡內氣體內能的增加dU就等于磁流變拋光液氣泡所做的功dW,即
dU=dW.
(6)
泡內氣體內能主要由氣泡半徑變化產生,表示如下所示[13]
(7)
式中:R為氣泡的瞬時半徑;r為距離氣泡中心的距離。
周圍液體對氣泡所做的功為

(8)
(9)
式中:pg為氣泡泡內壓力,pv為泡內飽和蒸汽壓,p∞為遠場懸浮液壓力。
磁流變拋光液氣泡泡內壓力pg表示如下[14]:
(10)
式中:R0為氣泡初始半徑;Rmin為氣泡最小半徑;Rmax為氣泡最大半徑;γ為氣體絕熱指數;a為范德瓦耳斯半徑(R0/a=8.54).
在磁流變拋光液超聲波制備過程中,遠場流體壓力表示如下
p∞=p0-pasin(2πft) .
(11)
式中:p0為磁流變拋光液靜壓力;pa為超聲波聲壓幅值;f為超聲波頻率;t為時間。
同理,在磁流變拋光液機械制備過程中,當流體繞滾筒軸線旋轉時,由于離心力作用,懸浮液將產生動態壓力,為此遠場懸浮液壓力表示如下
p∞=p0+ρarr=p0+2ρ(πnr)2.
(12)
式中:ar為旋轉流體的平均加速度;r為滾筒半徑;n為滾筒轉速。
聯立式(3)和式(5),將式(7)-(11)代入式(6),得到磁流變拋光液超聲波制備過程中氣泡動力學模型如下
(13)
同理,聯立式(3)和式(5),將式(7)-(10)和式(12)代入式(6),得到磁流變拋光液機械制備過程中氣泡動力學模型如下
(14)
1.3 數值模擬與初始條件
利用四階龍格庫塔方法對式(13)和(14)進行數值求解。初始條件如下:t=0時,R=R0,dR/dt=0.磁流變拋光液的計算參數見表1,其中,ρ(羥基鐵粉)=7.89×103kg/m3,ρ(綠碳化硅)=3.17×103kg/m3,ρ(添加物)≈1.22×103kg/m3,ρ1=1.00×103kg/m3,其余參數如下:c=1 481 m/s,γ=4/3,pv≈0 Pa,p0=1.013×105Pa,σ=7.28×10-2N/m,μ0=1.005×10-3Pa·s.對于超聲波制備,超聲波聲壓幅值pa=0.3×106Pa,而對于機械制備,滾筒半徑r=100 mm,滾筒轉速n=350 r/min.
2 結果與討論
超聲波制備磁流變拋光液的氣泡運動特性如圖1所示,其中氣泡初始半徑R0分別取10 μm、20 μm、50 μm和100 μm.為了分析磁流變拋光液固相成分對空化效應的影響規律,氣泡運動特性分為液相和固相+液相兩種情況進行討論。從圖1可以看出,磁流變拋光液氣泡在一個聲周期下歷經生長、膨脹、壓縮、潰滅及反彈的動力學過程,但基液中固相顆粒對空化氣泡運動影響明顯。基液中加入固相顆粒后,氣泡膨脹幅值明顯降低,氣泡潰滅時間也會延長,這說明磁流變拋光液固相顆粒的添加明顯減弱了液相原有的空化效果。對比圖1(a)-(d)可以看出,隨著氣泡初始半徑的增加,氣泡膨脹幅值明顯減弱,氣泡潰滅時間明顯延長,并且氣泡反彈程度也顯著降低,說明磁流變拋光液中較大的氣泡并不利于空化效應的產生與發展。這是因為氣泡在一個聲周期作用下受到超聲波負壓相和正壓相的交替作用,氣泡在負壓相生長而在正壓相收縮。較大的氣泡在負壓相作用下還沒來得及生長到最大,就在正壓相作用下開始收縮,因此空化劇烈程度較低。
圖1 超聲波制備磁流變拋光液的氣泡運動特性Fig.1 Bubble motion characteristics of magnetorheological polishing fluid from ultrasonic preparation
機械制備磁流變拋光液的氣泡運動特性如圖2所示,其中氣泡初始半徑R0分別取10 μm、20 μm、50 μm和100 μm.從圖2可以看出,機械制備磁流變拋光液產生的氣泡沒有發生膨脹,而是直接被壓縮之后經歷多次反彈,并且隨著時間的增加,氣泡反彈的幅值越來越小。與此同時,基液中固相顆粒對氣泡運動影響明顯,基液中加入固相顆粒后,氣泡反彈幅值明顯增加,反彈周期顯著延長,說明對于機械制備工藝,固相顆粒的添加具有提升液相原有空化效果的能力。對比圖2(a)-(d)可以看出,隨著磁流變拋光液氣泡初始半徑的增加,氣泡反彈的幅值變化不大,但氣泡反彈的周期明顯延長,這也說明較大氣泡并不利于空化效應的改善。
圖2 機械制備磁流變拋光液的氣泡運動特性Fig.2 Bubble motion characteristics of magnetorheological polishing fluid from mechanical preparation
為了進一步對比超聲波制備和機械制備磁流變拋光液空化效應的劇烈程度,圖3和圖4分別給出了兩種工藝作用下磁流變拋光液氣泡最大泡內壓力和最大泡壁速度。從圖3可以看出,不同初始半徑的氣泡產生的泡內壓力高達109量級,隨著氣泡初始半徑的增加,氣泡泡內壓力逐漸降低。對于超聲波制備,基液中加入固相顆粒后,氣泡泡內壓力會明顯降低;而對于機械制備,基液中加入固相顆粒后,氣泡泡內壓力會逐漸升高。這主要與超聲波制備產生的氣泡能夠歷經膨脹、壓縮、潰滅及反彈的動力學過程,而機械制備產生的氣泡只能經歷壓縮和反彈有關。從圖3還可看出,超聲波制備磁流變拋光液產生的氣泡泡內壓力平均比機械制備的高104量級,說明超聲波作用下磁流變拋光液具有更強烈的空化效應。圖4給出了兩種工藝下磁流變拋光液氣泡最大泡壁速度,其規律與圖3類似,超聲波制備磁流變拋光液產生的氣泡泡壁速度比機械制備的高104量級,再次說明了超聲波制備磁流變拋光液比機械制備具有更強烈的空化效應。從圖4還可以看出,對于不同初始半徑的氣泡,超聲波產生的氣泡泡壁速度為104量級;由于當氣泡泡壁速度大于聲波在基液中的傳播速度(c=1 481 m/s)時,氣泡會在固體顆粒附近產生高速微射流效應[15],從而對固體顆粒產生強烈的沖擊和分散作用,這也是導致超聲波制備優于機械制備的微觀原因之一。
圖3 兩種制備工藝下磁流變拋光液氣泡最大泡內壓力Fig.3 Maximum pressure inside the bubble of magnetorheological polishing fluid under ultrasonic preparation and mechanical preparation

圖4 兩種制備工藝下磁流變拋光液氣泡最大泡壁速度Fig.4 Maximum wall velocity of bubble in magnetorheological polishing fluid under two preparation processes
磁流變拋光液的沉降性是評價其性能的重要指標,可以間接反映顆粒的分散情況[16]。圖5給出了超聲波制備和機械制備兩種工藝下磁流變拋光液的沉降率實驗結果對比。其中,磁流變拋光液選擇表1的成分和規格進行制備,其余工藝參數如下:超聲功率為500 W,超聲頻率為20 kHz,超聲作用時間為30 s;機械攪拌轉速為200 r/min,機械攪拌時間3 h;磁流變拋光液沉降0.5~4 h后進行觀測。從圖5可以看出,磁流變拋光液在觀測時間內發生了沉降,隨著沉降時間的延長,磁流變拋光液的沉降率s逐漸上升,但相同觀測時間t內,超聲波制備的磁流變拋光液沉降率遠低于機械制備。從本文磁流變拋光液制備過程中氣泡動力學的研究發現,與機械制備工藝相比,超聲波制備磁流變拋光液中發生了劇烈的空化效應。超聲波導致磁流變拋光液氣泡歷經生長、膨脹、壓縮、潰滅及反彈的動力學過程,并且在此過程還產生高達104量級的泡壁速度和109量級的泡內壓力,特別是固相顆粒附近還容易產生高速微射流效應,從而對磁流變拋光液固相顆粒產生強烈的沖擊和分散作用。而在機械制備工藝下,磁流變拋光液氣泡只會做有阻尼的受迫振動,而且氣泡泡壁速度和泡內壓力較低,對磁流變拋光液固相顆粒的沖擊效果有限,因此導致磁流變拋光液的沉降率顯著上升。磁流變拋光液的沉降率結果與磁流變拋光液氣泡動力學特性分析結果基本一致。
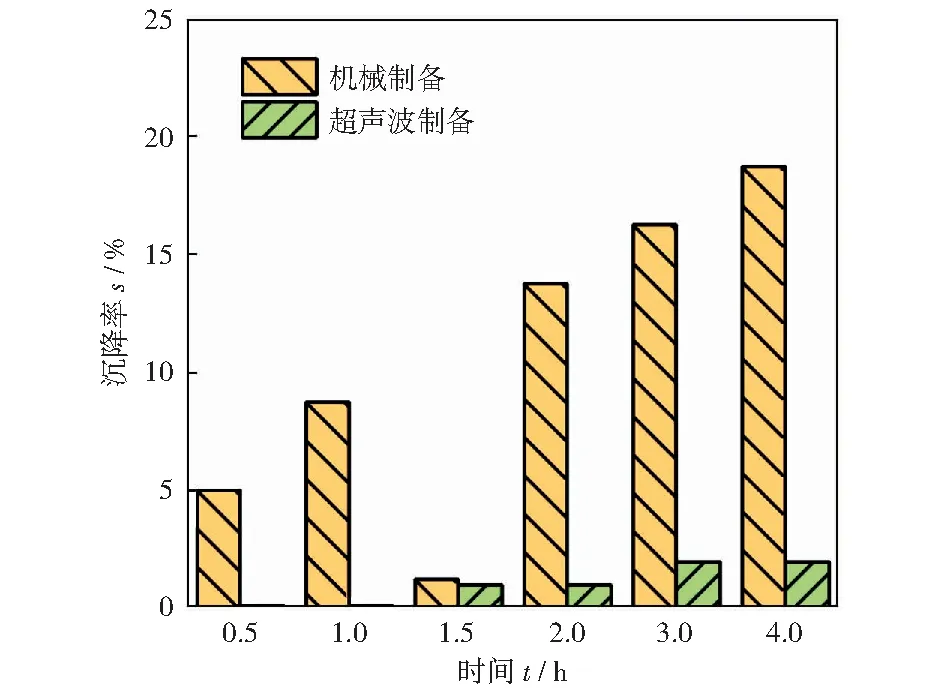
圖5 磁流變拋光液的沉降率Fig.5 Sedimentation rate of magnetorheological polishing fluid
3 結束語
采用混合物連續性方程和VAND黏度方程構建了超聲波制備和機械制備兩種工藝下磁流變拋光液氣泡動力學模型。通過對磁流變拋光液氣泡動力學模型進行數值模擬發現,與機械制備工藝相比,磁流變拋光液氣泡在超聲波制備工藝下反應更為劇烈。磁流變拋光液的沉降率實驗發現,超聲波制備的磁流變拋光液沉降率遠低于機械制備。超聲波制備磁流變拋光液產生的氣泡泡內壓力、氣泡泡壁速度平均都比機械制備的高104量級,并且超聲波制備工藝下的磁流變拋光液更容易產生微射流效應,這是超聲波制備工藝優于機械制備工藝的微觀特征之一。
猜你喜歡
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
山東冶金(2019年6期)2020-01-06 07:45:54
電腦報(2019年40期)2019-09-10 07:22:44
世界農藥(2019年2期)2019-07-13 05:55:12
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
