基于ASME規范法蘭螺栓緊固扭矩的計算和應用
2022-05-27 04:23:16馬根
石油工業技術監督 2022年5期
關鍵詞:管理
馬根
中國石油管道局工程有限公司 第三工程分公司(河南 鄭州 451450)
0 引言
ASME PCC—1—2013《壓力邊界螺栓法蘭連接安裝指南》作為國際通用的螺栓緊固標準,主要優勢體現在兩個方面:一是計算公式簡單,便于操作;二是實踐應用廣泛,容易得到業主和監理的認可。
關于法蘭螺栓緊固扭矩的計算,國內有很多相關的研究。蔡暖姝、蔡仁良等人[1-2]全面研究了螺栓法蘭接頭安全密封技術,并組織制定了GB/T 38343—2019《法蘭接頭安裝技術規定》這一國家標準[3]。袁成乾等人[4]研究了ASME PCC—1—2013與Tay?lor-Waters法螺栓載荷計算分析與對比。張鐵剛[5]研究了ASME PCC—1—2013法蘭密封裝配技術。王宏偉等人[6]總結了法蘭管理在伊拉克馬季努恩項目的應用。梁立國等人[7]總結了法蘭管理在沙特阿美站場項目的應用。
目前的研究成果雖然給出了工程上常用的螺栓緊固計算公式,但是公式中各參數如何選取卻沒有詳細介紹。同時,國際工程中經常采用英制螺栓,而力矩扳手通常采用公制單位,英制目標扭矩的計算和轉換還沒有專門的統計,不利于工程實踐中的應用。因此在中國石油管道局馬來西亞項目施工中,以最常見材質SA193 Gr.B7的25.4 mm(1 in)粗牙螺紋螺栓為例,運用ASME PCC—1—2013螺栓緊固公式,結合ASME B1.1—2003求得英制目標扭矩,然后轉換為公制目標扭矩。并以此類推,求出所有材料英制螺紋緊固扭矩表,用于指導現場法蘭管理施工。
該項技術的關鍵在于充分理解業主和監理共同認可的標準,根據現場實際,明確標準中未固定的參數,然后計算出項目涉及到的所有螺栓緊固的目標力矩,并得到業主和監理的批復,最后再轉換為現場操作員工更容易理解的公制單位,這樣才能保證三方質量目標一致,保障驗收環節順利。
1 英制螺栓緊固扭矩計算方法
1.1 扭矩值計算
1.1.1 螺栓安裝扭矩計算公式
根據ASME PCC—1—2013附錄K,采用扭矩系數K值計算螺栓安裝扭矩值T的方法[8]如下:

式中:T為目標扭矩,ft-lb;K為螺母系數,無量綱;D為螺栓公稱直徑,in;F為目標螺栓載荷,lb。
螺母扭矩系數K根據ASME PCC—1—2013附錄K,取值范圍為0.16~0.2,在計算中取K=0.16。
1.1.2 螺栓載荷及螺栓預緊力計算公式
目標螺栓載荷及螺栓預緊力計算公式[5]如下:式中:F為目標螺栓載荷,lb;As為螺紋公稱應力截面,in2;σy為螺栓材料最小屈服強度,psi;P為材料屈服強度折算系數,無量綱。
最大螺栓預緊力通常取螺栓屈服應力的50%~70%比較合適[9]。考慮產生60%螺栓屈服應力的螺栓扭矩,因此,P=60%。
1.1.3 螺紋公稱應力截面計算公式
螺紋公稱應力截面計算公式參考ASME B1.1附件B[10]:

式中:As為螺紋公稱應力截面,in2;D為螺栓公稱直徑,in;1/P為每英寸上螺紋牙數,無量綱。
1.1.4 扭矩值計算
以最常見材質SA193 Gr.B7的1 in粗牙螺紋螺栓為例,根據ASME B1.1—2003可知,1 in粗牙螺紋每英寸上螺紋牙數為8,即1/P的值為8。根據式(3)計算可得螺紋公稱應力截面:

查詢ASME SA—193高溫或高壓及其他特殊用途合金鋼和不銹鋼螺栓材料[11],可得SA193 Gr.B7材質力學性能,見表1。
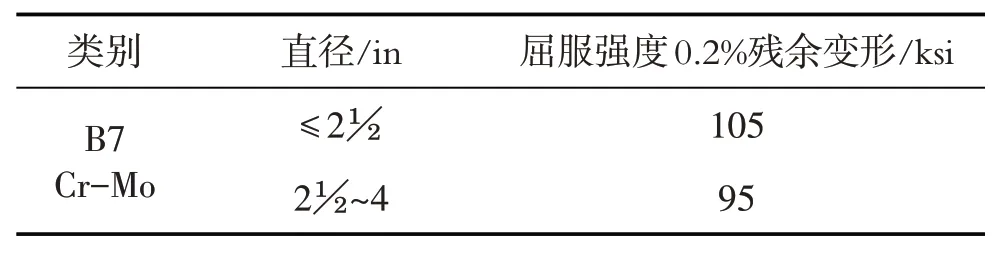
表1 SA193 Gr.B7材質力學性能
目標螺栓載荷根據式(2),計算過程如下:

目標扭矩根據式(1),計算過程如下:

1 lb=0.453 6 kg,1 ft=0.304 8 m,可以算出1 ft-lb=0.453 6×9.8×0.304 8=1.355(N·m),1 in=25.4 mm。
由于緊固設備通常為公制單位刻度,所以目標扭矩轉換為公制單位,計算結果如下:
T=509.040 ft-lb=689.749 N·m。
目標扭矩可圓整為690 N·m。SA193 Gr.B7的1 in粗牙螺紋螺栓緊固所需的目標扭矩計算結果詳見表2。
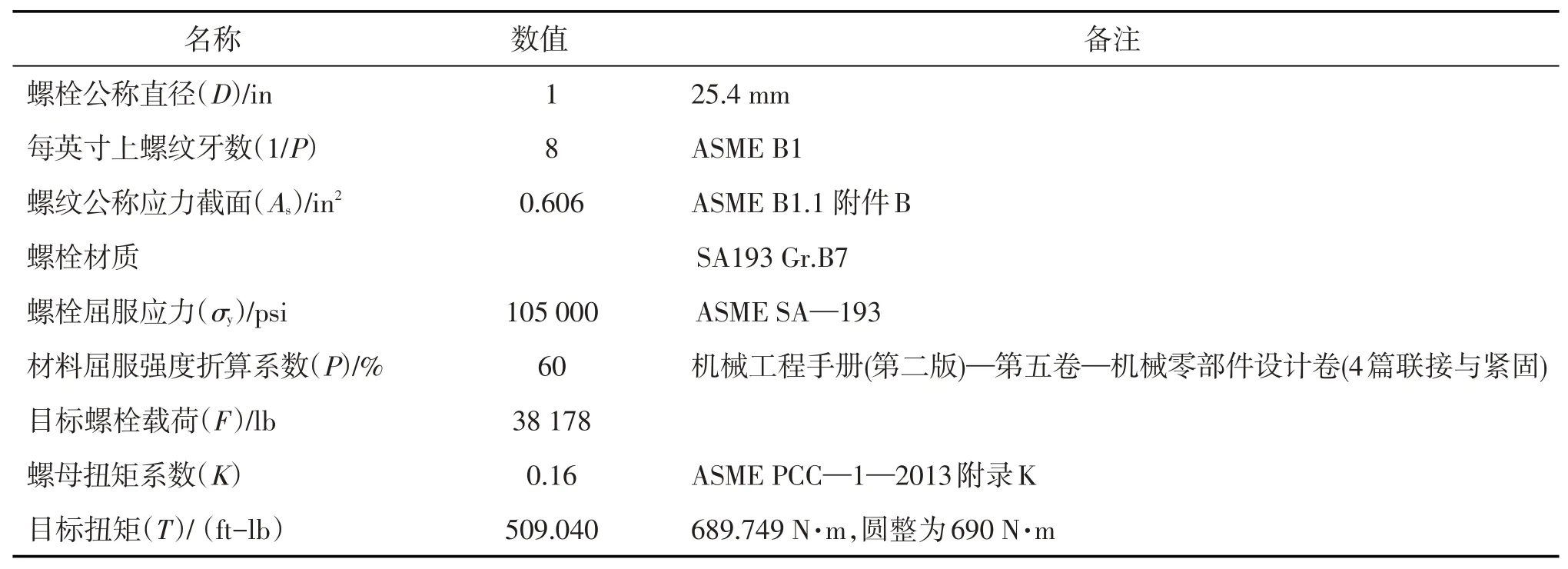
表2 1 in(25.4 mm)螺紋目標扭矩計算結果列表
1.2 SA193 Gr.B7英制螺紋扭矩值計算
根據1 in粗牙螺紋螺栓扭矩計算過程,以此類推,可以計算出所有SA193 Gr.B7螺紋目標扭矩值。
當螺紋尺寸大于2?2 in時,需要注意螺栓材料最小屈服強度不再是105 ksi,應該采用95 ksi進行計算。匯總計算結果后,SA193 Gr.B7螺紋目標扭矩值見表3。
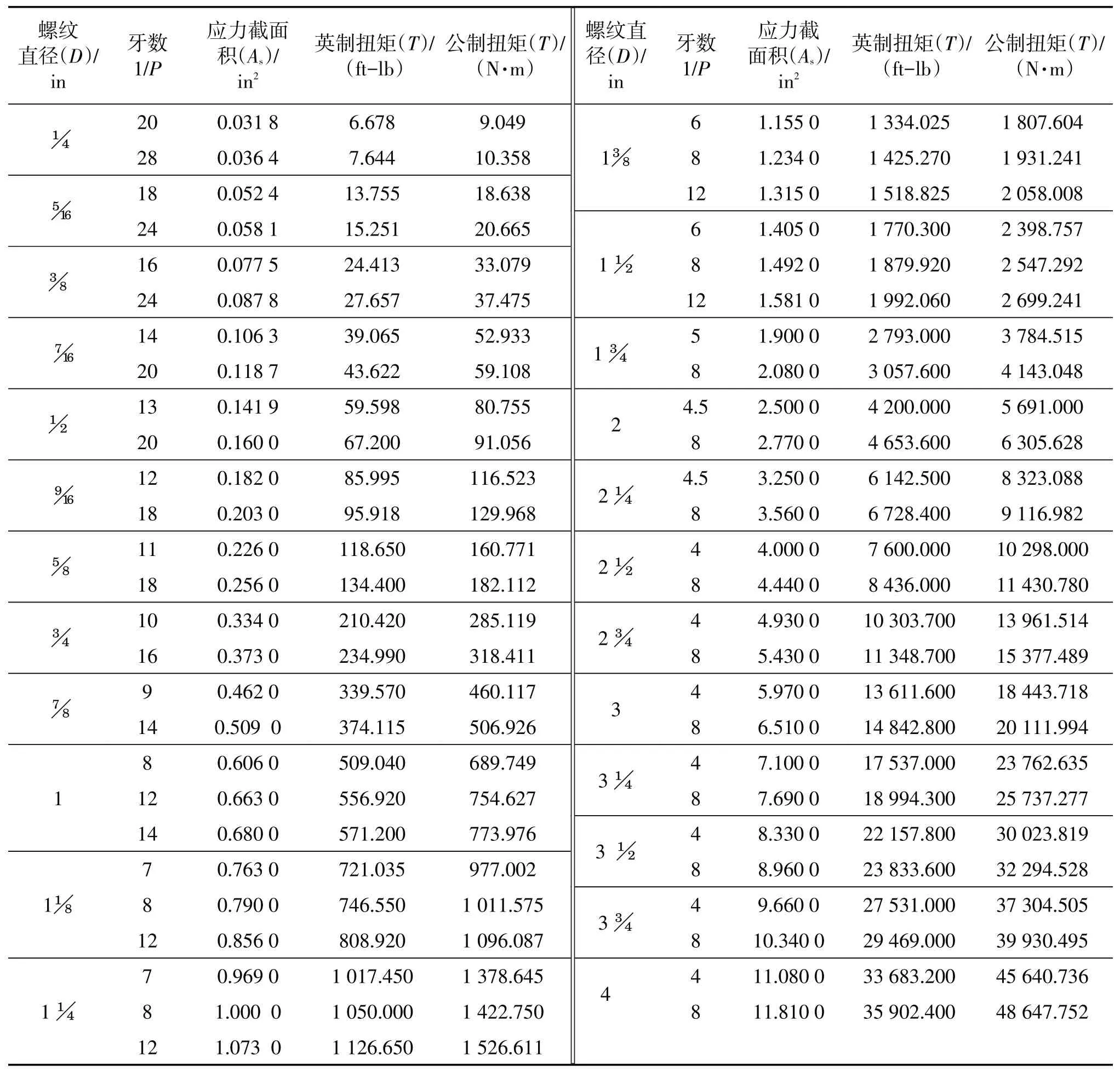
表3 SA193 Gr.B7螺紋目標扭矩值列表
至于其他材料的螺栓,只要查詢ASMT(美國材料與試驗協會)標準,找到材料對應的屈服應力,替換公式(2)中的屈服應力,后面的計算過程都是類似的,這樣就能計算出所有材料英制螺紋緊固的目標扭矩。詳細的計算過程不再贅述。
扭矩值表格通常由項目質量管理人員計算,經業主審核通過后,對現場法蘭管理操作人員進行技術交底,由法蘭管理操作人員負責實施。項目質量管理人員和監理負責監督、審核、測試螺栓緊固成果。
2 螺栓緊固程序
1)法蘭管理人員必須經過相關理論與操作培訓,具備相應的安裝和檢查的能力[12]。
2)施工中所需要的扭矩設備應提前送第三方校驗機構進行定期效驗。
3)無校驗編碼或超過有效校驗期的扭矩工具不能使用。上緊前先對螺栓進行編號,緊固順序參考ASME PCC—1—2013。
4)螺栓緊固。螺栓緊固時扭矩應嚴格按照標準進行調試緊固,緊固次數和每步扭矩根據業主的要求執行。傳統方法[2]緊固分5次進行,以SA193 Gr.B7的1 in(25.4 mm)粗牙螺紋螺栓為例,目標扭矩690 N·m,緊固步驟為:①用手擰上螺帽,檢查螺帽擰動是否順滑。②第一次緊固:按十字交錯的順序使用20%~30%扭矩(選30%T=30%×690=207 N·m)擰緊每個螺帽。③第二次緊固:按十字交錯的順序使用50%~70%扭矩(選60%T=60%×690=414N·m)擰緊每個螺帽。④第三次緊固:按十字交錯的順序使用100%扭矩(690 N·m)擰緊每個螺絲。⑤第四次緊固:按順時針方向使用100%扭矩(690 N·m)再次打緊螺絲直到扭力均勻。⑥間隔4 h。⑦第五次緊固:4 h后按順時針方向使用100%扭矩(690 N·m)再次打緊螺絲直到扭力均勻。
5)緊固過程中應時刻測量其連接頭間隙,緊固完成后螺栓出絲度應一致,應滿足螺栓出絲度要求(正常出絲1.5~3扣)。
6)法蘭密封面的平行度和對中的允差[8],如圖1所示。
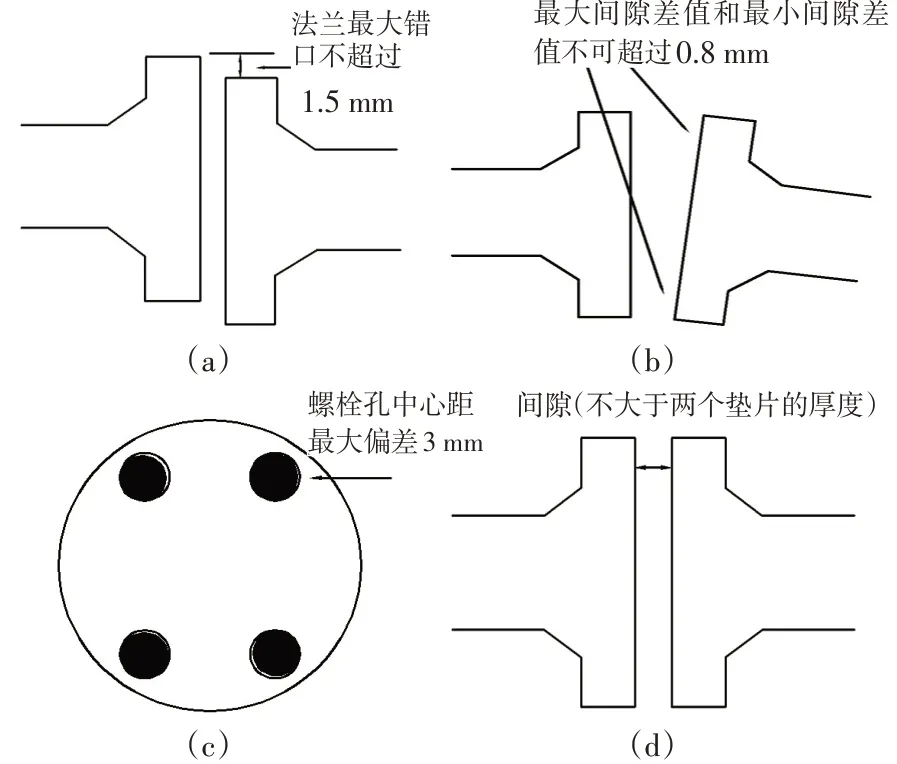
圖1 法蘭密封面的平行度和對中的允差
7)壓力試驗。在試壓過程或試運行過程中發生泄漏,應對泄漏口重新緊固。二次緊固完成后應對螺帽重新標記、檢查無誤后重新掛牌,牌上應體現出二次緊固的力距值、緊固日期、檢查人員。
8)扭矩復查。在每個螺栓上采用“十”字標識或“一”字標識。現場質檢人員定期(按要求每3個月)對管理過的法蘭接頭進行扭矩復查。螺栓原始緊固標記和標記移位檢查如圖2所示。
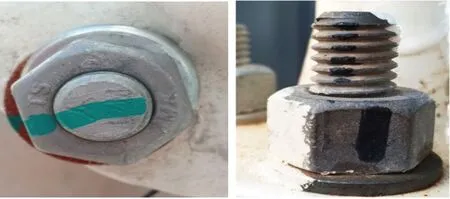
圖2 螺栓原始緊固標記和標記移位
9)法蘭標識。①標牌法蘭接頭安裝應有唯一的識別標簽,表示螺栓上緊以及試驗完成狀態,并于安裝檢驗合格后去除。具體內容可由安裝單位和用戶協商確定。法蘭管理標牌模板如圖3所示。②二維碼。根據統計的法蘭口編號,按規范要求制作二維碼標簽。根據圖紙和已掛牌信息對已管理完成的法蘭接頭粘貼二維碼,如有保溫層二維碼應粘貼在保溫層表面清晰可見,便于追蹤法蘭接頭數字化管理信息。
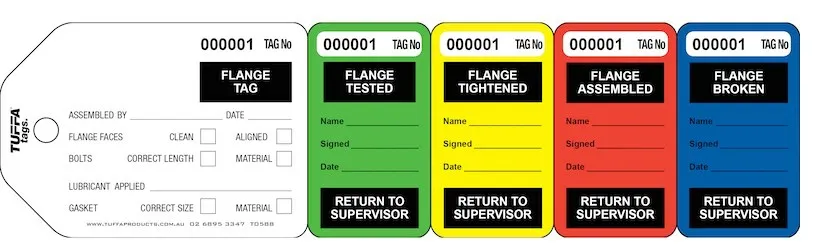
圖3 法蘭管理標牌模板
3 應用實例
在馬來西亞項目站場施工中,兩期工程共承擔了10座儲罐、4臺球罐、1座雙壁低溫罐和4臺子彈罐的工藝設備安裝任務,施工中嚴格按照法蘭管理相關標準規范和要求進行,累計管理6 210道法蘭連接接頭,經試壓、投產運行測試無任何泄漏口,一次性投產成功。法蘭管理成果得到業主的認可,促進了雙方臨時驗收證明的順利簽署,為項目進入質保期,盡早拿回質保金奠定了基礎。
4 結束語
采用ASME PCC—1—2013標準公式統一進行的法蘭螺栓扭矩的計算,能夠保障法蘭緊固質量,提高施工效率,最大限度地得到外方業主的認可。通過對國際工程法蘭螺栓扭矩計算經驗的總結,建立一套專門用于英制法蘭螺栓安裝扭矩值計算的指南,對于規范國際項目法蘭管理的作業過程,提升螺栓法蘭安裝技術水平具有重要意義。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
水資源開發與管理(2021年12期)2022-01-15 08:54:58
——關注自然資源管理
遼寧自然資源(2021年3期)2021-05-19 06:39:04
水利建設與管理(2020年9期)2020-10-21 05:22:26
河南水利年鑒(2020年0期)2020-06-09 05:43:30
中國制筆(2019年1期)2019-08-28 10:07:26
建材發展導向(2019年10期)2019-08-24 06:26:30
建材發展導向(2019年10期)2019-08-24 06:26:20
中國眼鏡科技雜志(2017年13期)2017-08-16 03:13:42
雜文月刊(2016年1期)2016-02-11 10:35:51
