驅動橋千斤頂支座成形工藝優化及模具設計
2022-05-28 07:56:14鄒函滔
汽車工藝師 2022年4期
關鍵詞:結構
鄒函滔
江西江鈴底盤股份有限公司 江西撫州 344000
千斤頂支座是汽車后驅動橋上一個零件,是日常檢修、更換后輪胎等情況下千斤頂的著力點。某車型后驅動橋的千斤頂支座,零件采用厚度為6.0mm的Q235板材,由沖壓工藝成形,零件左右對稱,左件結構如圖1所示。

圖1 千斤頂支座
千斤頂支座傳統的生產方式是采用單動四柱兩梁液壓機加工,所使用的成形方式為整體式全包圍成形,其模具結構復雜,外形結構龐大,生產耗時長,關鍵是由于產品坯料變形較大容易造成其內部微裂紋,從而影響產品性能。因此,產品的質量一直存在風險。現采用開式V形件成形模具,能使產品坯料變形小,避免千斤頂支座出現破裂,保證千斤頂支座整體性能穩定。
成形工藝分析
從技術及整車裝配各方面考慮,千斤頂支座是通過側平面焊接在汽車后驅動橋殼本體上,其作為汽車后驅動橋上重要剛性支架對自身強度要求較高。由于采用常規的一次性整體式成形方式加工,零件的折彎轉角處容易在成形過程中出現內部微裂紋而影響產品性能,導致不良率上升。因此一次性整體式成形工藝存在一定風險,不適用于此零件成形。
通過對零件的特有形狀進行分析,可以采用分步加工的方式將零件折彎成形,即采用開式V形結構分兩個步驟加工出零件需要成形的外形結構。第一工步,將三角形的短邊加強筋彎折成形;第二工步,將長方形的長邊加強筋彎折成形。經確定后的千斤頂支座成形工藝流程如圖2所示。
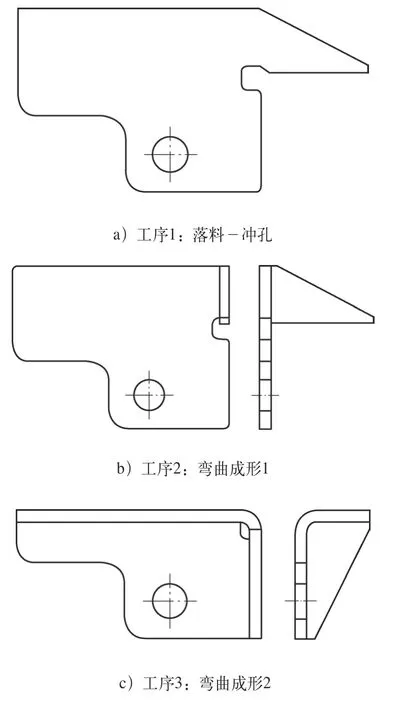
圖2 工藝流程
模具結構及特點
經過工藝分析后,設計的千斤頂支座成形模結構如圖3所示。
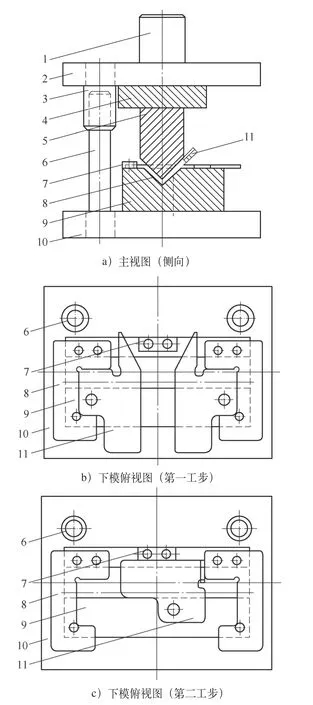
圖3 成形模結構
模具采用開式V形結構,零件運用分步加工的方式折彎成形。根據零件的外形尺寸大小,模具成形凸模和成形凹模設計時采用柔性型可通用樣式的雙工位結構,使零件的左右件能在第一工步同步完成折彎成形,在第二工步分別獨立完成折彎成形。零件定位機構采用定位板內腔固定零件局部外形方式,以及定位板與擋料板組合形腔定位零件外形方式,保證零件成形后的外形尺寸達到要求。
模具主要特點為:
1)將模具分為上半部分和下半部分。模具的上半部分結構為:成形凸模通過螺栓與上墊板連接,上墊板通過螺栓及定位銷與上模板連接,模柄采用過盈配合與上模板連接,導套通過過盈配合與上模板連接,成形凸模安裝時要保證定位準確,避免在第二工步加工時與零件外形發生干涉,使零件產生意外變形以及形成內部微裂紋。
2)模具的下半部分結構為:擋料板通過螺栓與成形凹模聯接,定位板通過螺栓與成形凹模聯接,成形凹模通過螺栓及定位銷與下模板聯接,導柱采用過盈配合與下模板連接,擋料板和定位板安裝時要保證定位規整準確,避免在第二工步加工時零件外形定位不準確,使零件加工后外形尺寸達不到要求。
3)模具的成形凸模在其V形部位的頂部需加工出一個兩側邊長15mm、高0.6mm的外擴式V形臺階,在零件彎曲時起到修正回彈角度的作用。
4)模具的上模部分與下模部分裝配時,成形凸模與成形凹模的單面間隙要控制均勻一致。
零件的生產作業過程簡述如下:
1)將落料-沖孔工序后預制的某車型后驅動橋的千斤頂支座左右件,分別放置在模具兩邊的定位機構定位板的形腔內側。
2)開動壓力機對預制的某車型后驅動橋的千斤頂支座左右件進行第一工步彎曲成形加工,將三角形的短邊加強筋完成彎折成形,使三角形的短邊加強筋與底平面呈89°~90°。
3)將經過第一工步彎曲成形的某車型后驅動橋的千斤頂支座左件或右件任選其一,單獨放置在模具的定位機構定位板和擋料板組成的形腔內側。
4)開動壓力機對完成第一工步彎曲成形的某車型后驅動橋的千斤頂支座進行第二工步彎曲成形加工,將長方形的長邊加強筋完成彎折成形,使長方形的長邊加強筋和三角形的短邊加強筋與底平面同時呈89°~90°。
設計要點
1)模具的凸模和凹模采用開式V形結構,使零件可以運用分步加工的方式采用壓力機實施折彎成形。優化改善了常規的一次性整體式成形工藝使用液壓機加工帶來的成形模具結構復雜、生產節拍較慢以及零件不良率控制不佳和生產成本較高的狀況。
2)模具成形凸模和成形凹模設計時采用柔性型可通用樣式的雙工位結構,使零件的左右件能在第一工步同步完成折彎成形,同時在第二工步分別獨立完成折彎成形,提升了生產節拍,加大了產能。
3)零件定位機構采用定位板內腔固定零件局部外形方式達到第一工步精確定位,以及定位板與擋料板組合形腔定位零件外形方式達到第二工步精確定位,充分開發出定位板的內腔及外形對第一工步和第二工步皆可精確定位的功效,模具整體外形大小及結構布局得到較大的優化。
4)成形凸模和成形凹模的V形部位的夾角均取89.6°。
5)模具的上下部分裝配時,成形凸模與成形凹模的單面間隙要控制在0.03~0.06mm。
結語
實際生產證明,采用此沖壓加工工藝,結合開式V形成形模的應用,可持續穩定地確保成形零件尺寸和使用性能均達到要求。該成形工藝及模具結構規避了由于產品坯料整體式的一次性變形較大而容易造成其內部微裂紋并影響產品性能的風險,簡化了模具結構,保證了零件成形質量,提升了生產節拍,加大了產能,降低了生產成本。在提升工件質量的同時其產能提升2倍以上,取得了理想的效果。該模具結構已獲得實用新型專利證書,證書號第3670532號,實用新型名稱:汽車驅動橋千斤頂開式V形支座成型模具,專利號:ZL 2013 2 0866658.1。開式V形成形模易于加工,結構可靠,質量穩定,實用及推廣性較強,對類似零件的工藝及模具設計具有參考作用。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
