分體式鉸鏈同軸度研究
2022-05-28 07:56:20劉峰杜坤陳素平
汽車工藝師 2022年4期
劉峰,杜坤,陳素平
安徽江淮集團汽車股份有限公司 安徽合肥 230601
隨著汽車工業的發展,對整車品質性能的要求越來越高。車門的關門品質及裝配強度直接影響著消費者的購車體驗。鉸鏈是車門與車身連接的關鍵部件。目前,車門鉸鏈主要分為沖壓鉸鏈、型鋼鉸鏈和鑄造鉸鏈,其中型鋼鉸鏈又分為整體式和分體式。型鋼鉸鏈在強度、精度、承載載荷及車門開關耐久性等方面更優于傳統沖壓鉸鏈[1],因此在乘用車上應用越來越廣泛。
分體式型鋼鉸鏈特點及裝配流程
1.分體式型鋼鉸鏈特點
型鋼鉸鏈體積小,精度好,更美觀且易于通用化,其精度和一致性更加容易控制。目前,國內主機廠在乘用車上正在逐步推廣應用型鋼鉸鏈,如吉利博越、領克01、星越及長城全新H6和F5等。自定位式沖壓鉸鏈與分體式型鋼鉸鏈對比分析見表1。
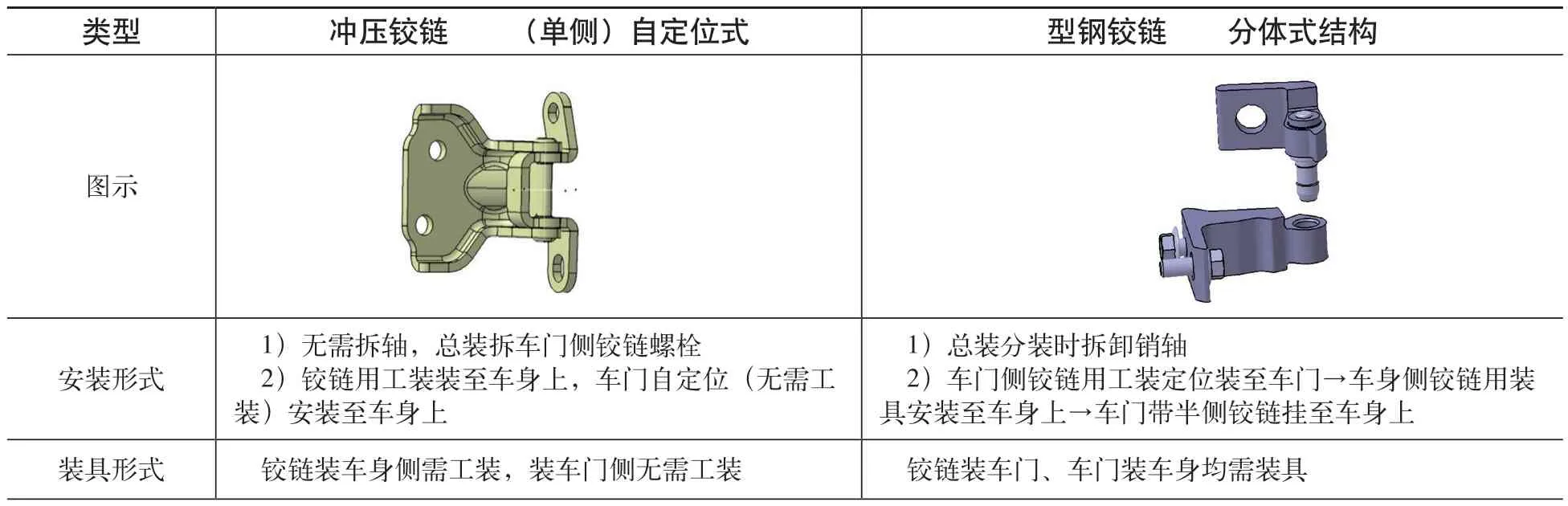
表1 沖壓鉸鏈與型鋼鉸鏈對比

(續)
2.分體式鉸鏈車門裝配流程
焊裝調整線邊布置四個工位進行車門側鉸鏈安裝,車身側鉸鏈通過裝具進行安裝,車門總成通過裝具裝配到車身上。流轉到總裝后,松開鉸鏈緊固螺栓,拆卸車門后進行車門分裝,最后再經過合裝線完成車門最終裝配,如圖1所示。
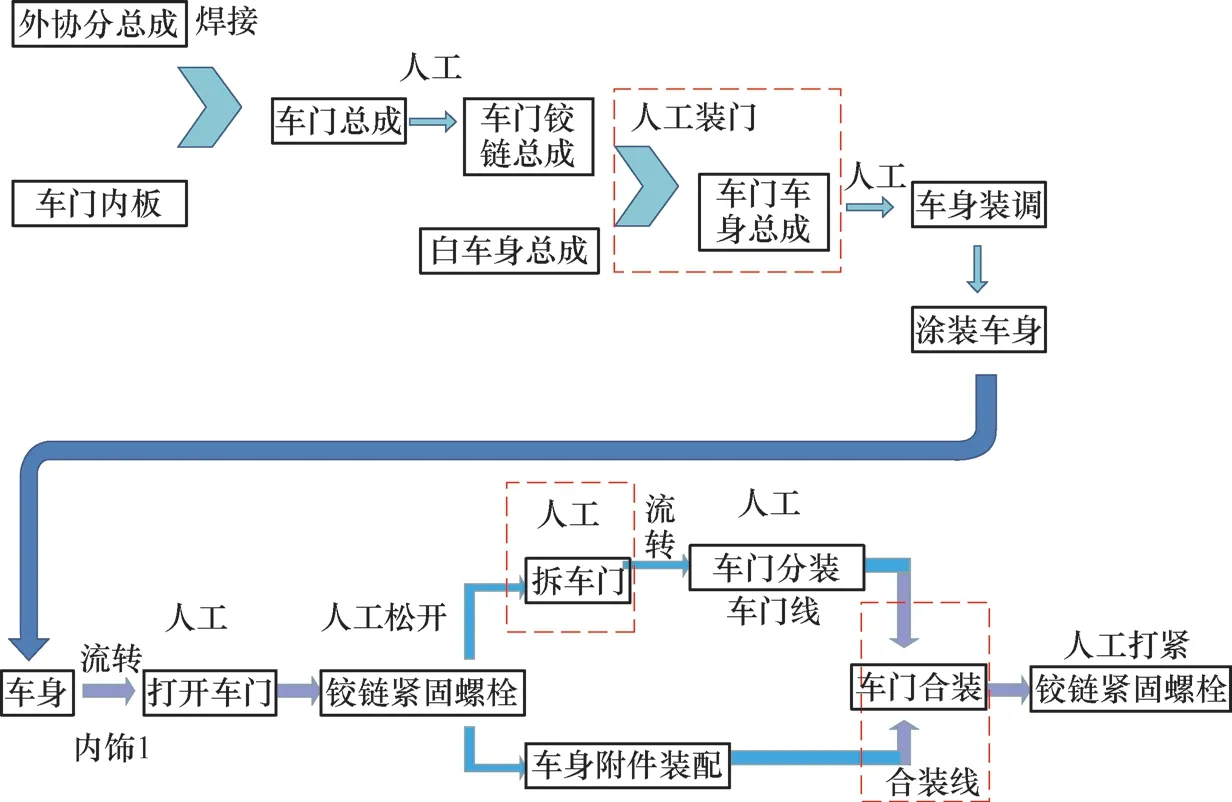
圖1 分體式鉸鏈車門裝配流程
分體式型鋼鉸鏈同軸度影響因素分析
運用尺寸工程技術并結合整個工藝過程對鉸鏈同軸度可能的影響因素進行分析,一般需要從人、機、料、法、環、測多維度系統分析,形成樹狀排查圖或者魚刺圖,通過相關圖表進行深入展開分析,輸出影響鉸鏈同軸度的9個末端因素,逐一進行分析確認(見圖2)。
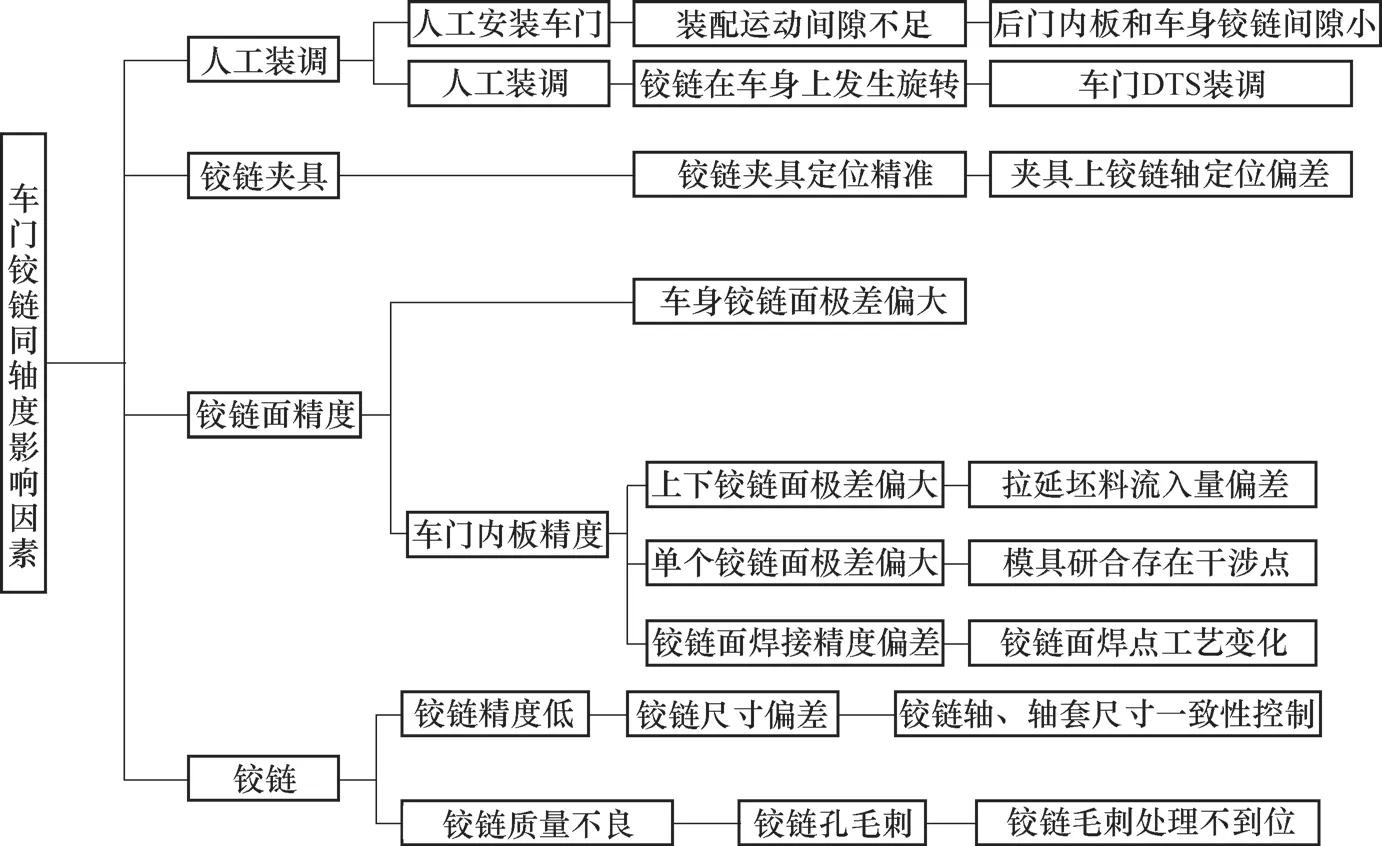
圖2 車門鉸鏈同軸度影響因素分析
后門內板和車身鉸鏈間隙問題,需要通過運動仿真分析確認設計空間對車門同軸度的影響;夾具上鉸鏈軸定位偏差通過確認鉸鏈夾具定位策略及定位精度的影響;鉸鏈面精度極差主要確認車身側及門蓋側鉸鏈面的精度狀態。
1.裝配空間影響
對產品數據進行尺寸工藝可行性檢查,對產品結構及焊接工藝性進行優化并提交報告。
尺寸工藝可行性主要包含板件搭接間隙、搭接結構、放件方式、零件裝配性以及車身工藝流程等,良好的工藝性是整車質量保證的前提。其中,零件裝配性在前期工藝審查時容易遺漏,導致后期實物出現裝配干涉等問題。車門裝配時,需要至少抬高23mm才能進行鉸鏈裝配操作,車門內板與鉸鏈的最初設計避讓間隙為3.0mm,經運動仿真校核,當左右后車門抬高14mm時,鉸鏈與車門內板開始出現干涉,車門抬高23mm時,最大干涉量達到2.4mm。為避免車門裝配過程中干涉導致的難裝配及同軸度問題,要求車門內板面與鉸鏈避讓間隙>5mm(見圖3)。

圖3 車門內板面與鉸鏈避讓空間
2.工裝定位設計
工裝定位設計是尺寸前期的一項重要活動,RPS(定位點系統)作為夾具的關鍵定位點以及檢具定位的依據,保證了夾具與檢具的基準一致。RPS必須經過尺寸鏈的驗證和工藝同步分析驗證,才能確認其正確性和實施的有效性。
在設計RPS之前,必須充分了解零部件的功能要求,并盡可能將功能基準與RPS保持一致。經過功能分析和初步基準選擇之后,按照六點定位原則完成初步RPS設計。初步的RPS必須符合RPS設計的四項規則。然后再根據零件的自身剛性和結構穩定性以及其他因素增加合理過定位,形成完整的RPS(見圖4)。
圖4 鉸鏈定位點系統
車門鉸鏈通過鉸鏈夾具定位,安裝在車門鉸鏈夾具上。采用工裝定位鉸鏈銷軸,鉸鏈同軸度和定位重復性控制較好。為了保證車門側上下鉸鏈的同軸度,鉸鏈夾具軸套精度要求:單個鉸鏈軸套偏差<0.1mm,上下鉸鏈之間軸套極差控制在0.1mm。
3.零件公差設計
公差是產品或者工序特性可以接受的范圍。應從實際制造的工藝能力和滿足功能所需要的公差范圍結合考慮進行定義。零件及總成公差的設定首先要考慮滿足功能要求,其次要考慮公差受到工藝水平和成本的制約。
為保證上下鉸鏈同軸度,對車門上下鉸鏈面極差要求≤0.3mm。分別將10臺車門鉸鏈面進行實車檢測,記錄鉸鏈面精度,上下鉸鏈面極差超差。對車門拉延工序在線3臺坯料流入量進行檢測,發現車門鉸鏈側坯料流入量局部超出控制要求,造成了上下鉸鏈面極差偏大。針對此問題,對模具OP10拉延鉸鏈面進行精密研配,藍丹著色率≥90%以上,控制拉延坯料流入量與分析偏差在5mm內;OP20-40消除車門內板模具對應后工序干涉點,使得全工序型面保持一致。
鉸鏈軸、軸套同軸度一致性控制要求:車身側鉸鏈尺寸公差10.10~10.20mm;車門側鉸鏈尺寸公差9.85~9.95mm。隨機抽查30套鉸鏈尺寸,均符合精度要求(見圖5)。
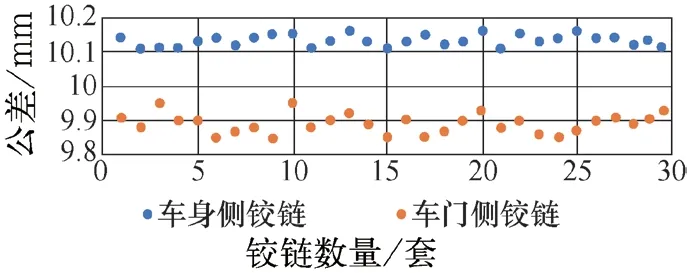
圖5 鉸鏈尺寸公差散布
4.焊接工藝規劃
車門鉸鏈安裝面外露,外觀焊點質量一定程度上影響車身品質。
因此,焊接部位零件間的搭接間隙需要嚴格控制,為了避免飛濺,外觀焊點位置需要加裝銅板。焊槍通過銅板與板件接觸,需要控制銅板與板件的貼合狀態。避免板件搭接不良或者銅板與板件貼合不良導致的焊接凹凸不平等質量問題。焊鉗電極與板件焊接角度也會直接影響鉸鏈面的平整度。因此,焊接工藝規劃前期要充分考慮相關影響因素。
結語
分體式型鋼鉸鏈的應用,提高了車門的裝配強度及開關門品質,有效地提升了整車的感官品質。本文重點介紹了分體式鉸鏈同軸度的影響因素。通過分析公差設計、工裝定位、零件精度等方面對分體式鉸鏈同軸度的影響,識別關鍵影響因素并確保分體式鉸鏈同軸度達標,為分體式型鋼鉸鏈應用提供借鑒和參考。隨著研究的不斷深入,分體式型鋼鉸鏈將得到更加廣泛的應用。
