汽輪機結鹽的處理
2011-06-13 06:36:14宋振東
科技傳播 2011年18期
關鍵詞:汽輪機
宋振東
陜西延長石油延安能源化工有限責任公司,陜西西安 710075
汽輪機結鹽的處理
宋振東
陜西延長石油延安能源化工有限責任公司,陜西西安 710075
永坪煉油廠120萬t/年催化裂化裝置汽輪機因蒸汽含鹽大,導致速關閥過濾器易堵,汽輪機噴嘴、葉片結垢,導致汽輪機不能正常運行,頻繁停機開機蓋清洗處理,經過兩年多一系列技術分析改造后,基本上解決了這一問題,特別是在線汽洗的新方法應用以后,不用開蓋,直接清洗,既經濟又環保。
汽輪機;結鹽;入口過濾器;在線汽洗;蒸汽
0 引言
永坪煉油廠120萬t/年催化裂化裝置于2004年新建投產。該裝置氣壓機組的配置為汽輪機直接帶氣壓機的兩機組。汽輪機為杭州汽輪機廠生產的背壓式汽輪機,主要參數見表1。
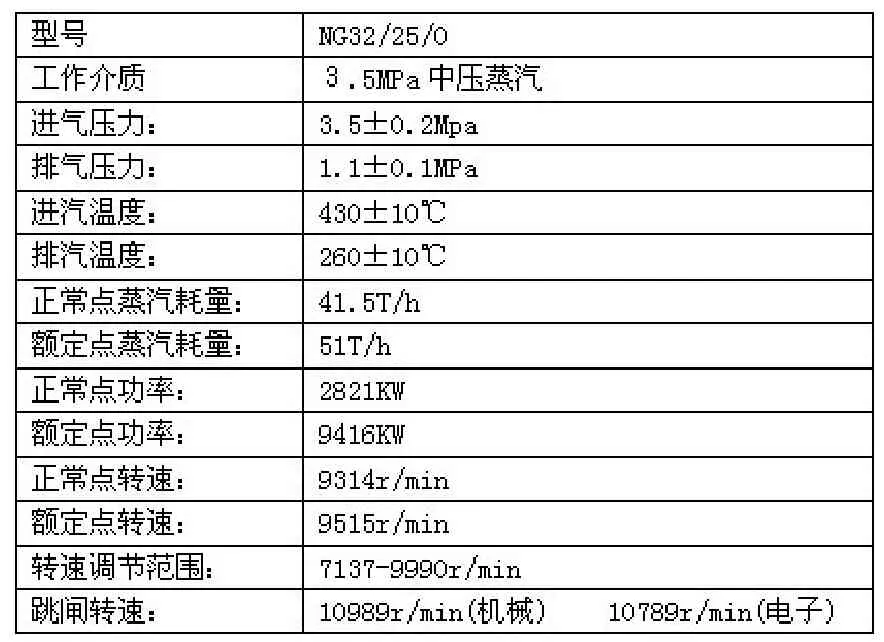
表1 汽輪機主要參數
汽輪機在使用過程中,雖然節能效益良好,卻經常遇到運行效率下降,導致無法正常運行,從2004年到2007年的3年多時間里,每年汽輪機停機處理次數高達3次~4次,2006年的停機情況統計見表2。

表2 2006年的停機情況統計
汽輪機停機處理危害:1)開機蓋清理,冷熱變化大,對機組損害大;2)浪費機組配件,增加裝置運行成本;3)富氣放火炬時間長,以2006年停機為例,放火炬燒掉液化石油氣為:1 219.9噸;直接經濟損失7 319 400元;4)污染環境,排放污染氣體約4 477.033噸,對大氣造成了嚴重的污染。
1 問題分析
針對這種情況,廠、車間技術人員對歷次搶修、汽輪機效率降低原因進行了分析,得出兩個原因:一是汽輪機速關閥過濾器堵;二是汽輪機噴嘴結垢;而造成汽輪機速關閥過濾器堵和汽輪機噴嘴結垢的根本原因有四個。
1)水質差。由于永坪煉油廠地處陜北黃土高原,屬于嚴重缺水地區,而且水質差、硬度高,尤其到了嚴重缺水的季節,為保裝置不惜降低用水標準。水質差導致蒸汽質量差,而蒸汽是汽輪機的動力源,蒸汽質量的好壞直接關系到汽輪機的效率、使用壽命、運行的平穩性、檢修周期等。由于除鹽水質量差,導致內、外取熱器盤管、蒸汽管線內壁、汽輪機速關閥過濾器、汽輪機噴嘴等都積上了一層鹽垢,可直接導致汽輪機運行效率下降,并且,隨著運行時間的延長,這些鹽垢在不斷的加厚,當鹽層厚度達到一定的程度后,遇到裝置運行波動,脫落大塊鹽塊,聚集到汽輪機速關閥過濾器處,發生堵塞,短時間內導致汽輪機運行效率快速下降;
2)飽和蒸汽品質差,其直接原因是汽包V2401過小。由于外取熱汽包V2401原依照裝置80×104t/n加工量來平衡熱能設計,但是隨著裝置的擴容改造,加工量提高,裝置產汽量增加,而用于汽水分離的汽水分離器V2401卻沒有加大,所以造成了汽水分離效果降低,有時還出現共沸現象,這些直接導致了中壓飽和蒸汽品質降低,影響了汽輪機的安全運行;
3)管道結垢,如發生裝置中壓系統波動,結垢物大塊脫落,帶至汽輪機。內、外取熱器盤管、蒸汽管線經過長時間的運行,由于水質差、汽包汽水分離差和共沸時帶出的雜質,久而久之,就在內壁上結上了一層水垢,當裝置中壓系統出現波動時,就可能有大塊的結垢物脫落,帶至汽輪機速關閥處,把速關閥過濾網堵住,造成汽輪機進汽量減少,效率降低;
4)汽態變化,析出鹽份。汽輪機在運行過程中,中壓蒸汽流過一級靜葉噴嘴、轉子葉片,驅動轉子做功,在此過程中,中壓蒸汽溫度,壓力下降,在下降的過程中,蒸汽就析出了鹽份,一部分被蒸汽帶走,而一部分就附著在汽輪機的葉片上,隨著汽輪機運行時間的增加,葉片上附著的鹽份也增加,逐漸影響汽輪機的運行效率。
2 措施
措施一:針對中壓蒸汽管道長時間運行結垢,裝置中壓系統發生波動,結垢物大塊脫落,帶至汽輪機的問題,通過論證,選取一套過濾精度和速關閥過濾器的過濾精度相同、并可互相切換在線清洗的雙聯過濾器。
2007年裝置大修實施技改,見圖1。
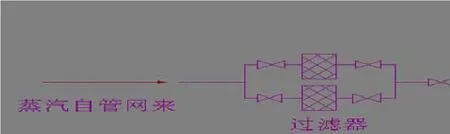
圖1 大修技改圖
設計壓力:殼體5.0MPa,工作溫度:450℃,工作介質:中壓蒸汽,腐蝕余量:2mm,最高工作壓力:殼體3.5MPa,容積:0.93m3,主要受壓元件材質:15CrMoR,內徑:φ800mm,壁厚:22mm,總高:2 890mm。
立式蒸汽過濾器(DN800)流程:
在2007年6月至2009年6月裝置運行中,通過對中壓過熱蒸汽在汽輪機入口壓降監控,當壓降超過0.2MPa~0.4MPa時,切換入口過濾器進行在線清洗,經過兩年的使用,再也沒有發生因汽輪機速關閥過濾器堵而停機的事故,收到了很好的使用效果。
這個方案解決了第3)項問題,但解決不了1)、2)、4)項,但對裝置的長周期運行,以后仍能起到很好的保障作用。
措施二:針對水質差的問題,我們通過分析水質成分,發現除鹽水PH值在6~7,協調廠相關部門改善水質酸堿性,加注NH3;車間內部通過摸索定排次數、連排調節大小,改善爐水品質,定時一小時定排一次。
此措施只能改善源頭水源質量,但對缺水等特殊時期,不能從根本上解決,可作為預防性長期工作。
措施三:針對V2401過小,導致蒸汽不干,在內、外取熱器盤管、蒸汽管線內壁結垢,中壓過熱蒸汽帶鹽的問題,在2008年技改項目中提出改大V2401的方案,在裝置大修期間實施,但因為定貨推遲一年,在2009年裝置大修期間實施,從6月份開爐至今,參照內取熱盤管的效率來看,效果轉好。
這一因素也是影響汽輪機結鹽效率下降的最根本的原因,這一方案的實施,解決了主要矛盾,但是,仍不能解決水源差、中壓管道長期運行結垢、中壓蒸汽長期少量帶鹽積累問題。
措施四:對汽輪機在運行物態變化中析出鹽份的問題,包括在改大V2401技改方案實施以后,仍存在的水源差、中壓管道長期運行結垢、中壓蒸汽長期少量帶鹽積累問題。我們摸索實施了汽輪機在線濕蒸汽清洗的方案。
汽輪機在線濕蒸汽清洗的方案原理:
汽輪機通流部分積垢分布于汽輪機過熱蒸汽區域和剛進入飽和蒸汽區域。通流部分積垢中50%是爐水中的鹽份,40%是氧化銅,10%是所攜帶的雜質,上述物質均能溶解于濕飽和蒸汽中。根據上述特點,將飽和蒸汽或接近飽和的蒸汽導入汽缸,經過作功后,使汽輪機的所有通流部分葉片都在濕飽和蒸汽區域工作,鹽垢逐漸被沖刷溶解,葉片得到清洗。
由于是背壓機組,在線清洗葉片的技術難點在于:
一是清洗時汽溫和轉速的選擇,要保證清洗干凈,要保證潤滑油系統盡量少進水,保證氣壓機干氣密封系統的安全運行;
二是清洗過程中的軸系振動監測、推力軸承溫度、軸向位移、監視段壓力變化的監測,以確保在選定的參數下清洗過程的安全運行,防止事故的發生;
三是背壓機組排汽無法化驗,需要安裝臨時取樣冷卻裝置。
為了保證清洗時機組的安全和清洗效果,我們對清洗時汽溫和負荷的選擇經過仔細研究,轉速選擇了低限的2 000r/min~3 000r/min。用汽輪機放空閥控制汽輪機排汽壓力在0.5MPa左右,因為是背壓機組,沖洗時汽輪機的內部絕大部分處于濕飽和蒸汽區域,各級葉片的反動度增加,軸向推力增加,有可能使推力軸承過負荷。因此要密切注意機組軸位移,必要時用氣壓機的反飛動閥控制機組負荷。在汽溫的選擇上由于溫度的控制由裝置中壓系統進行調整,使溫度的控制難度加大,而且因為裝置正在運行,別的地方還在用汽,所以不能降的太低,只能通過在汽輪機進口管線淋冷卻水的方法進行,在蒸汽降溫和降壓的過程中要密切注意機組運行的狀況、軸系振動情況、軸向位移變化、推力瓦片溫度,緩慢平穩進行。
方案試驗一:
2009年1月22日,因為汽輪機效率低下,進行了在線濕蒸汽清洗,具體過程如下:
1)12時改好干氣預提升,汽輪機開始降速至3 700rpm,大閥放火炬控制沉降器壓力;
2)氣壓機二級放火炬,開汽輪機暖機放空,同步降1.0MPa蒸汽溫度至198℃(230℃);
3)13時15 分關中壓蒸汽手閥,轉速降至2 000rpm,給1.0MPa蒸汽,并調節蒸汽量和排汽壓力0.5MPa~0.6MPa,控制汽輪機轉速至3 000rpm(干氣密封原因),開始汽洗;
4)13時30 分開始記錄數據,14時10分開始取樣化驗;
5)15時20 分水樣變色,17時00分顏色變重(深咖啡色),18時40分水樣質量變好;
6)19時開始升轉速,汽門全開100%,汽輪機通汽量只能達到17t/h~19t/h,試倒過濾器入口過濾器,無效。分析原因,因為1.0蒸汽入口在汽輪機入口雙聯過濾器后,所以蒸汽沒有經過雙聯過濾器,而是直接進的速關閥過濾器,可能速關閥過濾器堵;
7)20時50 分停機,降溫。22時開速關閥過濾器,23時9分打開,發現過濾器芯子堵塞嚴重,清洗;
8)1時回裝完畢,暖管,1時50分低速暖機,升速;
9)3時正常。
方案試驗二:2009年4月2日,因汽輪機效率低下,再次汽洗。具體過程如下:
1)12時15 分關中壓蒸汽手閥,給1.0MPa蒸汽,并調節蒸汽量11t/h~12t/h和排汽壓力0.4 MPa~0.5MPa,控制汽輪機轉速至3 000rpm,開始汽洗;
2)14:00 將1.0MPa蒸汽溫度由244℃降低,汽輪機入口200℃,出口180℃,15時入口190℃,機體175℃,出口155℃。至16時取樣口水樣顏色無大變化;
3)16時10 分再降1.0MPa蒸汽溫度,汽輪機入口180℃,出口140℃,機體150℃,取樣口水樣顏色變紅,電導及氯離子含量猛增。洗至21時取樣口水樣顏色變淡,電導仍有1 320us/cm(38℃),直接倒中壓汽開機,至22時正常,22時30分吸收穩定系統正常;
4)另外,原本中壓汽主管線準備水洗的,但是由于內取熱出口大閥關不死,改為放空排汽,拉一下管線;
5)通過汽洗,轉速7 300rpm,汽門開60%,效果比第一次汽洗要好,主要是汽輪機入口1.0MPa蒸汽溫度降至180℃,對機組洗的比較好;
6)不足之處:1.0MPa蒸汽溫度降的慢,12時15分~16時10分只洗到機體。結鹽分析見表3,操作記錄見表4。

表3 結鹽分析記錄
試驗效果評價:
2009年汽輪機因流通部分結垢停機兩次,都是采用了在線汽洗技術,通過摸索,試驗完善了方案,取的了較好的效果。
主要技術創新和成果:
該項帶負荷清洗汽輪機通流部分技術的難點為背壓機組,背壓機組在線清洗葉片在公司都屬首例。經過仔細研究和詳細計算,制定了可行的實施方案,在各專業的密切配合下進行了兩次在線清洗試驗。清洗后效果明顯,負荷可以達到正常水平,各參數均符合工作要求;并且在實踐中完善了方案,為今后解決汽輪機結鹽處理提供了新的辦法。
在線清洗較停機開蓋進行清洗的常規方法縮短了清洗時間,滿足了生產的需要,節省了大量的人力物力、提高了機組運行的安全性、且有可觀的經濟效益和社會效益。以2009年和往年對比為例:少停機56小時,減少液化氣損失:777.8噸 ,節約4 666 800元,減少排放二氧化碳:2 854.5t,節約了維修費用。

表4 結鹽操作記錄
3 結論
1)水質差;汽包V2401過小為根本原因,已解決;
2)中壓蒸汽管線定期水洗(預防長期積淀);
3)汽輪機在線水洗系統為裝置長周期運行的保障。
總之,經過實踐,摸索,逐漸認識和解決了這些制約汽輪機運行效率下降的難題,制定、試驗、完善了方案。
[1]古通生.汽輪機故障分析及處理[J].設備管理與維修,2002(8).
[2]顏玉泉.汽輪機的故障分析及隱患排除[J].中國造紙,2001(4).
[3]閆道儒,李曉波,顧煜炯.汽輪機故障診斷技術應用與發展現狀[J].中國電力教育,2005(S1).
[4]王建彬.工業汽輪機故障分析及處理[J].電站系統工程,1999(4).
[5]馬超,杜英杰,閆曉菊.淺談汽輪機故障診斷技術及其發展遠景[J].黑龍江科技信息,2007(24).
[6]李遠錫.汽輪機的故障及其排除方法[J].發電設備,1991(10).
[7]劉峻華,黃樹紅,陸繼東.汽輪機故障診斷技術的發展與展望[J].動力工程,2001(2).
[8]吳志軍.汽輪機振動原因分析與診斷[J].中州大學學報,2005(1).
[9]魏毓華.一臺200mW供熱汽輪機故障原因分析[J].東北電力技術,2004(7).
[10]白恩遠,王純.汽輪機故障診斷一例[J].太原機械學院學報,1989(3).
TK261
A
1674-6708(2011)51-0130-03
猜你喜歡
能源工程(2021年3期)2021-08-05 07:25:58
能源工程(2020年5期)2021-01-04 01:29:00
電子制作(2019年22期)2020-01-14 03:16:38
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
當代化工研究(2016年7期)2016-03-20 16:21:50
電測與儀表(2015年11期)2015-04-09 11:46:40
機電信息(2015年6期)2015-02-27 15:55:15
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
