酸溶液吸收處理氨氣裝置設計研究
2022-05-30 15:11:25宋曉光呂紹澤李健韓志剛
品牌與標準化 2022年2期
宋曉光 呂紹澤 李健 韓志剛

【摘要】本文公開了一種用酸溶液吸收處理氨氣的裝置。該裝置主要構件部分是泵體、箱體和回收箱,其中泵體是用于將酸溶液抽入到箱體;箱體用于酸溶液與氨氣發生中和反應;回收箱用于處理反應后的廢棄物。本裝置結構簡單,易于制造,對氨氣的吸收效果好,有效提高了現有氨氣處理技術的實用性。
【關鍵詞】氨氣;酸溶液;吸收
【DOI 編碼】10.3969/j.issn. 1674-4977.2022.02.027
The Acid Solution Absorb and Treat Ammonia Device
SONG Xiao-guang,Lu Shao-ze;LI Jian;HAN Zhi-gang
(Fushun Institute of Technological Innovation,Fushun 113008,China)
Abstract:This paper discloses a device for absorbing and treating ammonia with acid solution. The main components of the device are pump body,box body and recovery box,in which the pump body is used to pump acid solution into the box body. The box is used for neutralization reaction between acid solution and ammonia. The recycling box is used to treat the waste after reaction. The device has the advantages of simple structure,easy manufacture,good absorption effect of ammonia,and effectively improves the practicability ofthe prior art.
Key words:ammonia gas;acid solution;absorb
1概述
氨氣,常溫下為氣體,無色有刺激性惡臭氣味。在許多化工產品生產過程中都會排放大量氨氣,不但會對環境造成污染,還會對人的身體健康產生危害,因此,做好氨氣吸收處理十分重要。目前氨氣吸收處理一般采用水噴淋法、吸附法、化學法、酸吸收法等。利用水噴淋對氨氣進行吸收處理的效果有限,一般氨水的濃度只能達到15%~20%,處理少量氨氣還好,若要吸收處理大量氨氣就要耗費大量的水資源。吸附法是將氨分子濃縮于活性炭等固體吸附劑上,以此達到分離的目的。其設備簡單,操作容易,有較好的處理效果,但所采用的活性炭需要定期更換,吸附容量有限。化學法是利用化學物質與氨氣發生化學反應而使氨氣被去除,該技術較成熟,運行穩定,但工藝需用水洗氨氣,還需要分解裝置,其投入和生產費用巨大。酸吸收法利用酸溶液對氨氣進行吸收處理的效果較好,因為酸溶液吸收氨氣后生成了化學性質比較穩定且溶解度比較大的復合物質,如硫酸銨。但是目前一般使用噴淋塔對氨氣進行吸收處理成本過高。
2背景技術
目前,酸溶液吸收法去除氨氣,并配制合成肥料等復合物質能夠減少氨氣對大氣的二次污染,但現有技術中存在酸溶液與氨氣反應不完全的情況,且多數裝置忽視對氨氣吸收效率及酸溶液補充更換節點的控制。現有一種氨氣吸收處理裝置(專利授權公告號CN 213725740 U)可以解決上述問題,該裝置特點為:氨氣在箱體內可以完全反應,保證排放氣體達標;酸溶液從進入箱體開始,到氨氣發生化學反應然后排放至回收箱,整個過程中進行酸堿度檢測,保證氨氣吸收率。整個處理流程沒有其他廢物產生,實現了氨氣零排放。
3酸溶液吸收液處理氨氣裝置技術方案
3.1氨氣吸收處理裝置構造
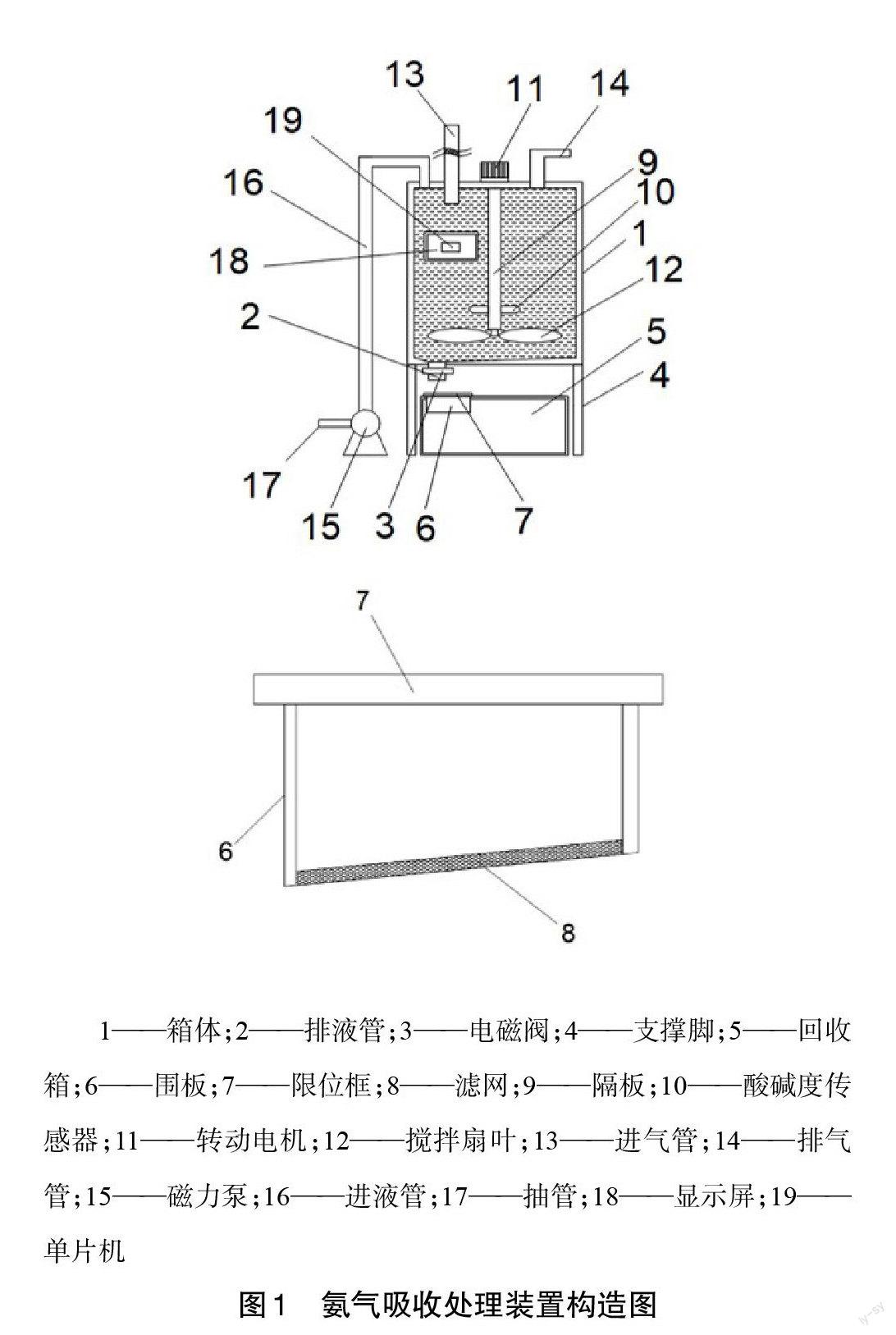
本裝置泵體的抽管與裝有酸溶液的容器連通,另一端與箱體頂端連通;酸溶液與氨氣進行混合的箱體,箱體內部的頂側中端固定安裝有隔板,酸堿度傳感器固定安裝在隔板左右兩側的底端;箱體正面的左上側安裝有顯示屏(內置單片機),酸堿度傳感器的數據輸出端與單片機的數據輸入端連接,單片機的信號輸出端與顯示屏的信號輸入端連接。箱體外部的頂側中端固定安裝有轉動電機,轉動電機的電機軸活動貫穿箱體的頂側至隔板的底側,且軸頭的兩側均固定安裝有攪拌扇葉;箱體底端的左側連通安裝有電磁閥的排液管,排液管伸人到箱體支撐架下的回收箱;回收箱頂部的左側貫穿連接安裝有限位框的圍板,圍板內部的底端固定安裝有濾網,起到過濾作用。處理裝置的主要構造見圖1。
3.2技術實現要素
該裝置將氨氣輸送至裝有酸溶液箱體內,使用箱體內扇葉旋轉攪拌加快氨氣與酸溶液反應速度,讓其發生中和反應;使用酸堿度傳感器監測溶液的pH值,按照設定的pH控制點控制電磁閥門開與關,適時進行酸溶液的排放與更換。因此,該裝置能完全吸收氨氣并合成需要的復合物質,工藝流程簡單易操作,采用監控設備和防腐技術,保證裝置的使用壽命和減少裝置泄露對環境造成污染。
3.3氨氣吸收處理工藝流程
本系統的氨氣吸收原理是利用酸堿中和反應。使用時,泵體將酸溶液從存儲罐中抽入到箱體,再將氨氣通過進氣管輸送到箱體,啟動轉動電機,讓扇葉轉動攪拌以促進酸溶液的運動,使酸溶液與氨氣充分反應,從而提高酸溶液對氨氣的吸收效果。操作中需適當增加酸溶液濃度,因根據酸與氨的化學反應式,提高酸濃度有利于分解反應的進行。利用酸堿度傳感器對箱體內的溶液進行酸堿濃度指數監測,時時記錄pH 值。考慮到裝置對氨氣的吸收處理能力以及操作方便,要通過試驗方式測定吸收pH值的控制點。當吸收液中酸離子含量降低到一定程度使pH值接近控制點時,需切斷輸送氨氣人口閥門,終止進氨氣。但旋轉電機不停止,扇葉繼續轉動攪拌,讓氨氣完全發生中和反應。操作完成后,即可打開箱體底部電磁閥,將箱體內的混合溶液經過濾網排放到回收箱中,接著利用泵體補充箱體內的酸溶液,繼續進行氨氣的吸收處理即可。整個處理工藝流程見圖2。
3.4試驗確定pH控制點
試驗儀器和檢測儀器包括試管、玻璃容器、酒精燈、鐵架臺(帶鐵夾)、電子天平、pH計和氨氣檢測儀。氨氣來源是采取實驗室加熱固體氯化銨與熟石灰的混合物,向下排空氣法收集。驗滿方法是用濕潤的紅色石蕊試紙置于試管口,試紙變藍色,或將蘸有濃鹽酸的玻璃棒置于試管口有白煙產生。凈化裝置用堿石灰干燥。注意的是要在管口塞一團棉花球,減少NH3與空氣的對流速度,確保收集到純凈的NH3。加熱固體銨鹽和堿的混合物反應方程式為:
2NH4Cl+Ca(OH)2=CaCl2+2NH3↑+2H2O
將一定濃度的硫酸溶液置于玻璃容器內,在攪拌狀態下從玻璃容器底部通入氨氣,在加入氨氣的同時用pH計對溶液進行pH值測定。將氨氣檢測器置于玻璃容器口,對混合溶液的氨氣進行檢測。根據試驗結果,確定硫酸與氨氣的飽和吸收容量和pH值控制點。硫酸作為吸收原料對氨氣進行中和反應,吸收氨氣效果高。硫酸和氨氣反應方程式為:
2NH3+H2SO4=(NH4)2SO4
根據試驗表明,酸性溶液可用于該裝置,其他操作條件不變。
4酸溶液的選擇
根據吸收理論,溶質吸收率越高,對返混量越敏感,返混所造成的危害越大。系統相平衡常數越大,返混引起的不良后果越嚴重;相反,當系統相平衡常數很小時,返混所產生的不良影響可以忽略。對于本工藝溶質氨吸收率要求在95%以上,吸收率較高,不適宜采用再循環吸收。同時由于氨的相平衡常數較大,采用再循環吸收不利于氨氣的吸收,所以確定采用純吸收劑吸收氨,以保證好的吸收效果。
盡量不要采用鹽酸作為酸溶液,因為鹽酸腐蝕性太大,而且生成的鹽也不穩定,且混合后產生的氯化銨廢液的處理是一個棘手的問題,處理不慎可能會導致氯化銨分解而帶來二次污染。磷酸是一個比較不錯的選擇,混合后產生的磷酸銨廢液穩定,而且也可以用來生產磷酸銨復合肥料,其后續處理不是大問題。選用硫酸吸收氨氣也是一個很好的選擇,混合后生成的硫酸銨是一種重要的肥料,在去除氨氣的同時副產品可以重新投入使用。
5裝置的特點
該設備工藝設計獨特,根據工況合理輸送酸溶液裝填量,使酸溶液與氨氣接觸充分,處理徹底。防爆設計和安全節點監控,可以確保設備安全,滿足化工生產場所的苛刻要求。采用電磁閥、酸堿度傳感器、氣動元件執行動作,系統自動化程度高,性能可靠。設備結構緊湊,占地面積小,操作方便,便于維護,配套工程投資少,最大的特點是節能環保,氨氣吸收效率高,便于合成物質回收利用。
6裝置的優化改造
結合該裝置使用情況和投入經濟分析,改進該裝置所采用的技術既要先進也要可靠,要能夠保證氨氣進入箱體時穩定,實現對酸溶液與氨氣反應吸收效率的有效控制,確保裝置安全穩定運行。因此,改進的主要目標:一是在氨氣存儲和本系統連接處設置一臺緩存罐。緩沖罐的作用是穩定氨氣的供應,還可在泵出口處增設閥門,這樣可以在前端管路調節流量,預防在小流量時喘振的發生。二是在現有工藝基礎上集成PLC控制,根據酸堿傳感器對pH值實時獲取數據,監控酸溶液與氨氣反應的效率,并設計有運行參數優化程序,實現加酸溶液、開閉氨氣源、增排混合溶液的檢測與控制,提高自動化程度,降低裝置消耗。三是為防止混合后的氨水揮發,還可以在回收箱末端接入一個酸洗塔,吸收揮發的氨氣,從而達到環保要求。
【參考文獻】
[1]秦福和.氨氣吸收液[J].數字與縮微影像,2003(4):31.
[2]薛俊紅.淺談環境空氣中氨的來源及污染現狀[J].山西科技,2017,32(1):139-141.
[3]王柱祥,商恩霞,郭秀玲,等.化肥企業氨回收裝置系統分析和解決方案[J].小氮肥,2006(5):5-7.
[4]《空氣和廢氣監測分析方法》編委會.空氣和廢氣監測分析方法[M].北京:中國環境科學出版社,2003.
[5]張均村.淺析利用自動噴水系統控制氨氣泄漏事故的設計及應用[J].瀘天化科技,2013(2):119-121.
[6]王益帆,郭海林,周帥鵬,等.噴霧粒度對氨氣泄漏應急噴淋吸收效率的實驗研究[J].科學技術與工程,2018,18(33):230-236.
[7]王建偉.PLC技術在機電工程自動化中的運用分析[J].設備管理與維修,2019(19):132-133.
[8]閆金鑫,白龍,付東輝,等.基于PLC和物聯網的現代農業溫室監控系統設計[J].科學技術創新,2021(20):54-55.