UCM冷軋機彎輥力智能預設定計算模型研究
2022-05-31 14:30:16高軍霞苑少強
唐山學院學報 2022年3期
關鍵詞:模型
金 鑫,李 萍,高軍霞,苑少強
(唐山學院 機電工程學院,河北省智能裝備數(shù)字化設計及過程仿真重點實驗室,河北 唐山 063000)
0 引言
冷軋帶鋼具有尺寸精度高、鋼體表面質(zhì)量好和易于加工等特點,被廣泛應用于汽車、家電、建筑、包裝等各個領域[1-3]。隨著下游工序對尺寸精度要求的不斷提高,冷軋帶鋼的板形質(zhì)量已成為其品質(zhì)提升的瓶頸[4-5]。六輥UCM(Universal Crown Mill)冷軋機配置有工作輥彎輥、中間輥彎輥和中間輥橫移等多種板形執(zhí)行機構,已成為生產(chǎn)冷軋帶鋼的主要機型。
在一卷帶鋼咬入冷軋機之前,冷軋機組的板形控制系統(tǒng)會根據(jù)來料與成品規(guī)格、軋輥直徑、帶鋼材質(zhì)等主要參數(shù)對彎輥力進行預設定計算,以保證帶鋼頭、尾部的平直度,因此,預設定計算精度是保證帶鋼品質(zhì)和成材率的關鍵[6-8]。為了提升彎輥力預設定模型的計算精度,一些學者和工程技術人員做了大量研究,并取得了一定成果。早期的彎輥力預設定模型計算主要采用解析法,計算過程假設較多,影響計算精度[9]。隨著計算機技術的不斷發(fā)展,有限元法逐漸被用于預設定模型的開發(fā)[10-13],但受制于計算速度,并不適合在線應用。影響函數(shù)法計算速度快、計算精度較高,用其開發(fā)的模型適合在線應用,易于與各種智能算法相結合解決軋制過程中的板形優(yōu)化問題,是目前使用較為廣泛的計算方法[14-15]。
但已有研究只是針對單一彎輥機構的預設定模型,關于工作輥和中間輥如何協(xié)調(diào)優(yōu)化的問題目前尚缺乏系統(tǒng)的研究。因此,本文基于影響函數(shù)法建立冷軋帶鋼板形計算模型,并與基本遺傳算法相結合,建立彎輥力預設定模型,進而確定工作輥彎輥力和中間輥彎輥力的最優(yōu)匹配值,為冷軋機組板形控制系統(tǒng)優(yōu)化提供理論指導與技術支持。
1 板形計算模型
1.1 變形抗力模型和軋制力模型
變形抗力模型精度直接影響軋制力和輥間壓力的計算精度,進而決定輥系彈性變形計算和板形預測精度。因此,建立高精度變形抗力模型是提升板形預測精度的基礎[16]。
本研究采用軋制-拉伸法建立軋制過程變形抗力模型。熱軋板經(jīng)由實驗冷軋機軋制成不同厚度的冷軋板,然后對冷軋板進行室溫拉伸實驗,測得不同壓下率冷軋板的屈服強度,再利用Origin軟件回歸得到實驗鋼的變形抗力模型,模型結構如式(1)所示:
K=K0+εa(b-K0)。
(1)
式中,K為材料的變形抗力,MPa;a,b和K0為模型待定參數(shù);ε為道次累積真應變,由式(2)計算得到:
(2)
式中,r為道次累積壓下率,是由熱軋帶鋼軋至本道次時所有道次的累積變形,如式(3)所示:
r=(1-β)rb+βrf。
(3)
式中,β為系數(shù),一般取0.75;rb,rf分別為道次入口壓下率和道次出口壓下率,如式(4)和式(5)所示:
(4)
(5)
式中,h0為熱軋帶鋼厚度,mm;hentry為道次入口帶鋼厚度,mm;hexit為道次出口帶鋼厚度,mm。通過式(1)-(5)計算得到材料變形抗力后,采用Bland-Ford-Hill方程計算軋制力,如式(6)所示:
(6)
式中,P為軋制力,N;B為帶鋼寬度,mm;QP為外摩擦影響系數(shù);KT為張力影響因子;R′為工作輥壓扁半徑,mm。
式(6)中QP的計算方法如式(7):
(7)
KT的計算方法如式(8):
(8)
式中,τf與τb分別為道次的前、后張力,MPa。
工作輥壓扁半徑的計算方法如式(9):
(9)
式中,R為工作輥半徑,mm;CH為Hitchcock系數(shù),計算方法如式(10)所示:
(10)
式中,υS為帶鋼的泊松比;ES為帶鋼的彈性模量,MPa。
1.2 輥系彈性變形模型
影響函數(shù)法通過將帶鋼、軋輥以及軋輥所受的力離散化,求出軋輥橫向各位置的彈性撓曲與彈性壓扁,進而確定帶鋼板形。基于影響函數(shù)法,建立輥系彈性變形模型,軋輥、軋輥受力和帶鋼均被離散為若干單元。每個單元的受力根據(jù)軋制力分布計算得到,則i單元受各單元力影響下的總變形y(i)按照式(11)進行計算:

(11)
式中,i,j為軋輥橫向單元;P(j)為j單元的單位軋制力,由材料強度和帶鋼入口、出口厚度確定;g(i,j)為j單元受力對i單元的影響函數(shù)。
軋輥彎曲影響函數(shù)gr(i,j)如式(12)和(13)所示:
(12)
(13)
式中,Er為軋輥的彈性模量,MPa;Wr為軋輥的抗彎截面系數(shù),mm4;vr為軋輥泊松比;xi和xj為軋輥單元坐標,mm;Dr為軋輥直徑,mm。
彎輥力影響函數(shù)gf(i)如式(14)所示:
vr)Dr2xi]。
(14)
式中,Lr為兩側彎輥液壓缸之間的距離,mm。
由軋制力引起的軋輥壓扁影響函數(shù)gws(i,j)如式(15)所示:
gws(i,j)=Φ(a)+Φ(b)。
(15)
式中,a=xi+xj,b=xi-xj。Φ(a)如式(16)所示,Φ(b)如式(17)所示:
Φ(a)=
(16)
Φ(b)=
(17)
式中,Δx為i單元與j單元的距離,mm;l為變形區(qū)接觸弧長,mm。
輥系彈性變形計算流程如圖1所示。
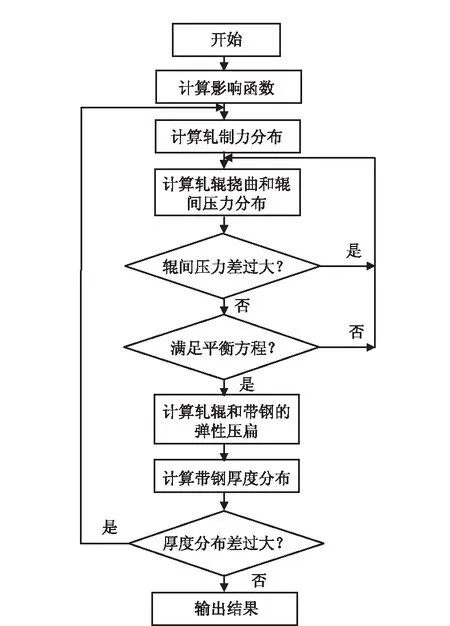
圖1 輥系彈性變形計算流程
1.3 帶鋼軋后板形計算模型
為了保證板形良好,軋前、軋后帶鋼凸度必須成比例減少,即需要滿足式(18):
(18)
(19)
式中,α,β,γ為與材料有關的系數(shù)。
輥縫和帶鋼形狀的失配會導致入口和出口帶鋼比例凸度發(fā)生變化,進而引起橫向延伸的不均勻。軋后帶鋼板形定義如式(20)所示:

(20)
忽略冷軋過程引起的帶鋼寬度變化,根據(jù)體積不變原理,可得到式(21):
H(i)L(i)=h(i)l(i)。
(21)
式中,H(i)與L(i)為i單元帶鋼入口厚度和長度,mm;h(i)與l(i)為i單元帶鋼出口厚度和長度,mm。
式(21)兩邊取增量,可得式(22):
[H(i)+ΔH(i)][L(i)+ΔL(i)]=[h(i)+Δh(i)][l(i)+Δl(i)]。
(22)
展開式(22),可得式(23):
H(i)L(i)+H(i)ΔL(i)+L(i)ΔH(i)+ΔH(i)ΔL(i)=h(i)l(i)+h(i)Δl(i)+l(i)Δh(i)+Δh(i)Δl(i)。
(23)
式(23)除以式(21),可得式(24):
(24)
(25)
2 彎輥力預設定模型
為了確定UCM冷軋機工作輥彎輥力和中間輥彎輥力的最佳匹配值,需要將開發(fā)的板形計算模型嵌入基本遺傳算法中,建立彎輥力智能預設定模型。下面介紹基本遺傳算法的計算步驟、改進的適應度函數(shù)、邊界條件以及彎輥力預設定模型的計算步驟。
2.1 基本遺傳算法
基本遺傳算法是一種全局優(yōu)化計算方法,具有很強的泛化性,能夠有效地解決復雜問題,并已成功應用于軋制領域[17-18]。基本遺傳算法的一般步驟如下:
(1)初始化種群,設定一組隨機輸入值;
(2)計算種群中所有個體的解作為適應度值,并對其進行評價;
(3)判斷當前解或遺傳代數(shù)是否滿足要求,如果是,轉向步驟(6),如果不是,轉向步驟(4);
(4)根據(jù)步驟(2)對適應度的評價結果,從當前解中選擇部分解進入基本遺傳操作;
(5)對選出的解進行交叉、變異操作,生成一組新解,轉向步驟(2);
(6)輸出當前最優(yōu)解。
在以上步驟中,所有操作過程均為隨機處理,基本遺傳算法的計算流程如圖2所示。
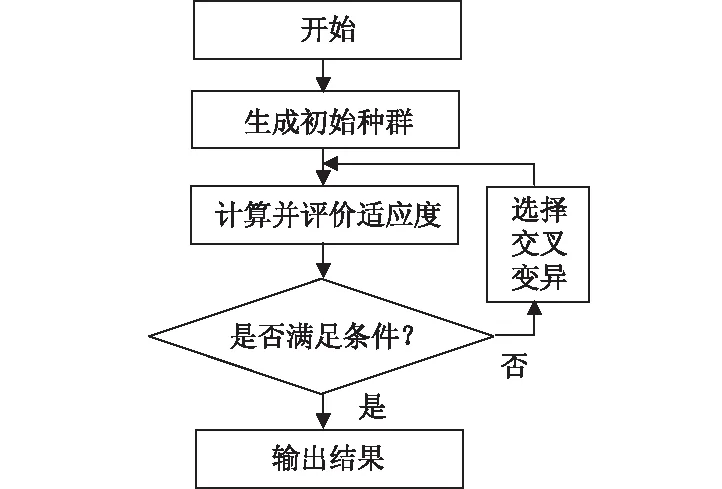
圖2 基本遺傳算法的計算流程
2.2 適應度函數(shù)
一直以來,為了改善板形質(zhì)量,始終將保持各道次出口帶鋼比例凸度不變作為目標函數(shù),如式(26)所示:
(26)
式中,Δk為允許的比例凸度允許變化量,mm。
這種目標函數(shù)計算速度快,但適用條件有限。當來料存在板形缺陷、強度波動等問題時,此目標函數(shù)會將缺陷向下游道次遺傳,致使板形優(yōu)化的目的難以達到。因此,目標函數(shù)中不能只考慮帶鋼比例凸度。相比于比例凸度,帶鋼的軋后平直度可以更直觀地反映帶鋼板形質(zhì)量。基于前文建立的板形計算模型,應將軋后帶鋼平直度計算值作為目標函數(shù),基本遺傳算法的適應度函數(shù)Fitness可表示為:
(27)
式中,C為帶鋼軋后平直度,IU,平直度越小代表板形質(zhì)量越好。在基本遺傳算法中,遺傳操作將適應度小的解淘汰,而適應度大的解則被保留至下一代,所以適應度函數(shù)需要進行倒數(shù)處理。C按式(28)計算:
。
(28)
式中,n為帶鋼單元數(shù)量,z=1,2,…,n;flatnessz為帶鋼第z單元的平直度,IU。
2.3 邊界條件
在設定計算過程中,彎輥力的設定值不能超過設備極限,彎輥力的邊界條件按照式(29)定義:
(29)
式中,WRB和IRB分別為工作輥彎輥力和中間輥彎輥力的設定值,kN;WRBmax和IRBmax分別為工作輥彎輥力和中間輥彎輥力的允許最大值,kN。同時,軋制力、軋制力矩和軋制功率也不能超過設備的工藝極限。因此,邊界條件還需包含:
(30)
式中,P,PW和T分別為軋制力、軋制功率和軋制力矩的計算值;Pmax,PWmax和Tmax分別為軋制力、軋制功率和軋制力矩的允許最大值。
2.4 模型計算步驟
基于前文改進的適應度函數(shù)和邊界條件,彎輥力智能預設定模型的計算步驟如下:
(1)隨機生成一組滿足邊界條件的工作輥彎輥力和中間輥彎輥力;
(2)調(diào)用開發(fā)的板形計算模型,計算軋后帶鋼平直度C;
(3)根據(jù)適應度函數(shù)評價染色體,選擇最優(yōu)個體進入基本遺傳操作;
(4)開始遺傳迭代計算,經(jīng)過選擇、交叉、變異操作后,再次調(diào)用板形計算模型計算軋后帶鋼平直度并進行染色體評價,同時保留最優(yōu)個體;
(5)如迭代計算次數(shù)滿足進化代數(shù)或精度已達標,此時輸出最優(yōu)工作輥和中間輥彎輥力,否則返回步驟(2)。
彎輥力智能預設定模型的計算流程如圖3所示。
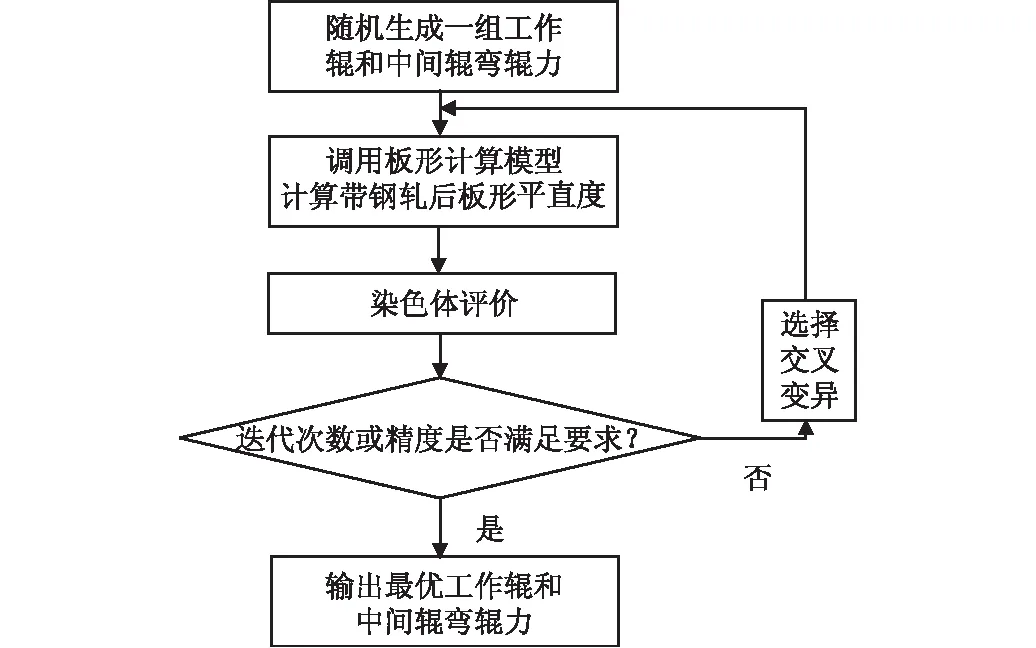
圖3 彎輥力智能預設定模型計算流程
3 彎輥力智能預設定模型計算結果
基于前文的研究結果,根據(jù)某六輥UCM冷軋機的設備和材料參數(shù)對彎輥力進行預設定計算,設備和材料參數(shù)如表1所示。帶鋼寬度1 250 mm,軋前厚度3.5 mm,軋后厚度2.1 mm。遺傳算法的種群規(guī)模設為50,進化代數(shù)設為100,交叉率和變異率分別為0.9和0.1。圖4為預設定計算結果,其中適應度值隨遺傳代數(shù)的變化如圖4(a)所示,彎輥力設定值隨遺傳代數(shù)的變化如圖4(b)所示。

表1 預設定計算相關設備及材料參數(shù)
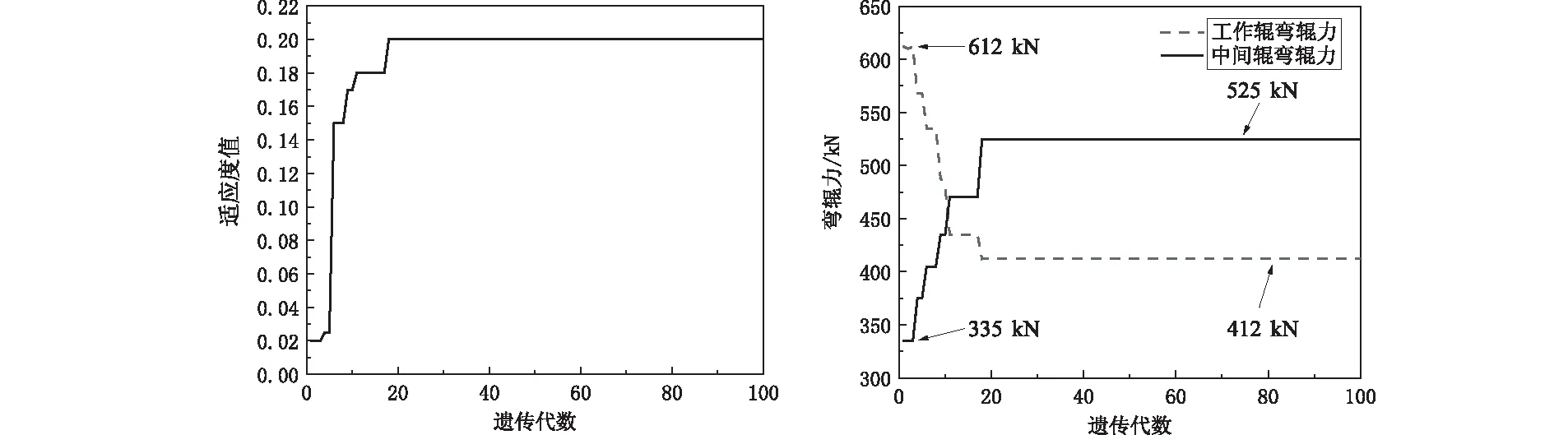
(a)適應度隨遺傳代數(shù)的變化 (b)工作輥和中間輥彎輥力隨遺傳代數(shù)的變化圖4 彎輥力預設定計算結果
由圖4(a)可知,遺傳算法的求解過程在18代之后收斂。如圖4(b)所示,在求解過程中,工作輥彎輥力由612 kN降至412 kN,中間輥彎輥力由335 kN升至525 kN。為進一步探究求解過程中彎輥力呈此規(guī)律變化的原因,將軋后板形與遺傳代數(shù)的數(shù)據(jù)提取出來,如圖5所示。
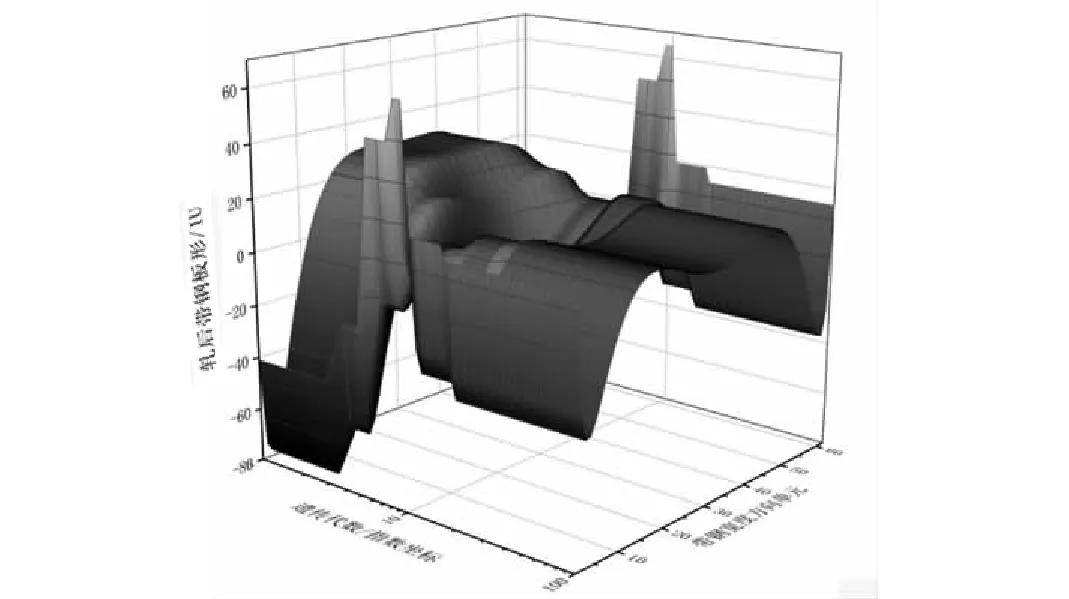
圖5 軋后帶鋼板形計算值與遺傳代數(shù)的關系
由圖5可知,初始的工作輥彎輥力較高,帶鋼呈現(xiàn)比較明顯的中浪。隨著工作輥彎輥力的降低,帶鋼板形由中浪轉變?yōu)槔呃伺c邊浪共存的復合浪形。此時工作輥彎輥力繼續(xù)降低,中間輥彎輥力適當增加,有效地緩解了肋浪缺陷,帶鋼板形趨于平直,板形峰值降低至10 IU以內(nèi)。由此可見,在適當降低工作輥彎輥力的同時增加中間輥彎輥力是有效緩解軋后帶鋼板形肋浪缺陷的方法之一。
4 結論
(1)建立了六輥UCM冷軋機板形計算模型,通過該模型輸入軋制過程工藝參數(shù),可以計算得到輥間接觸壓力、軋輥彈性變形和帶鋼軋后板形。
(2)使用帶鋼軋后平直度的倒數(shù)作為適應度函數(shù),將開發(fā)的板形計算模型與遺傳算法相結合,建立了彎輥力智能預設定計算模型,并使用該模型對SPHC帶鋼彎輥力進行了預設定計算。遺傳算法的計算過程在18代之后收斂,最終確定最優(yōu)的工作輥和中間輥彎輥力分別為412 kN和525 kN。
(3)隨著工作輥彎輥力的降低和中間輥彎輥力的增加,軋后帶鋼板形最終由中浪轉變?yōu)槔呃耍詈筅呌谄街保逍畏逯档陀?0 IU。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網(wǎng)絡安全與數(shù)據(jù)管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數(shù)理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數(shù)學備考)(2021年9期)2021-11-24 01:14:36
成都醫(yī)學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數(shù)學備考)(2020年9期)2021-01-04 00:25:14
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19