厚度及拉伸對PET 光學性能的影響
2022-06-01 02:07:34米晨露
信息記錄材料 2022年4期
關鍵詞:實驗
劉 敏,許 佳,田 凱,米晨露,文 軍
(1 樂凱醫療科技有限公司 河北 保定 071054)
(2 河北省醫用影像材料及應用技術創新中心< 籌> 河北 保定 071054)
0 引言
聚酯薄膜是以聚對苯二甲酸乙二醇酯為原料,采用流延擠出法制成厚片,再經拉伸制成的薄膜材料。雙向拉伸聚酯薄膜簡稱BOPET,無毒,具有良好的透明性及阻隔性,又因其具備強度高、電絕緣性好等特性,被廣泛應用于包裝、電子電器、信息記錄材料等領域[1]。
在實際應用中,流延擠出的PET 鑄片無論是力學性能還是光學性能均不能充分發揮材料應用的功能,往往需要對鑄片進行拉伸處理。在PET 薄膜的玻璃化溫度以上、熔點以下的溫度范圍內(高彈態下),將薄膜沿平面坐標進行橫縱兩個方向拉伸,薄膜內部的分子鏈會產生一定程度的拉伸取向,進行有序排列,使拉伸后的PET 薄膜的光學性能得到改善[2-3]。
本文通過PET 切片制備PET 薄膜,并對薄膜進行雙向拉伸,對薄膜拉伸后光學性能的變化做了初步研究,為車間生產提供了必要的工藝依據。
1 實驗部分
1.1 實驗原料與實驗儀器
實驗原料:PET 切片,購自儀征化纖。
實驗儀器見表1。
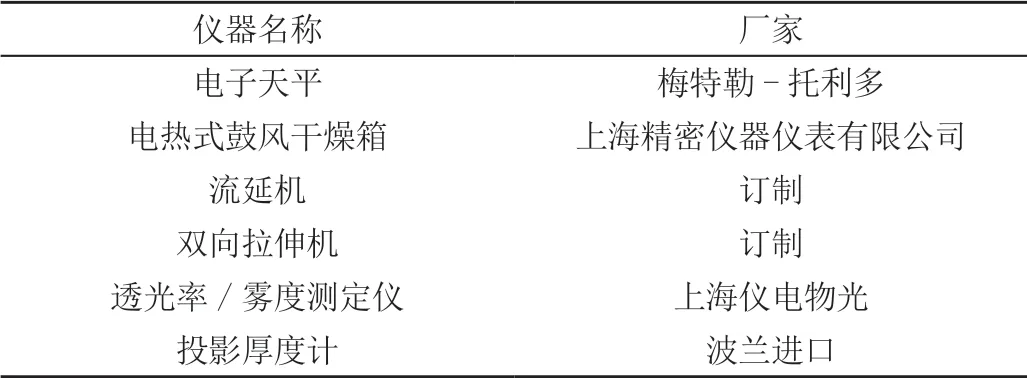
表1 實驗儀器及廠家Table 1 Experimental instruments and manufacturers
1.2 PET 鑄片的制備
準備PET 切片,先在烘箱進行結晶干燥,去除切片多余的水分后,加入流延機內進行熔融擠出。調整流延機車速及模頭唇口間隙,熔融狀態的PET 樹脂經冷卻輥迅速冷卻,形成一定厚度的鑄片。將鑄片進行拉伸定型,形成PET 薄膜。PET 薄膜制備流程見圖1。
1.3 PET 鑄片的拉伸
將雙向拉伸機進行預熱,控制拉伸機溫度110 ~130 ℃之間,對不同厚度的PET 鑄片進行雙向拉伸,拉伸后的鑄片統稱薄膜。
2 實驗結果
實驗共制備4 種厚度鑄片,分別為600 μm、900 μm、1 200 μm、1 500 μm,選取3×3、4×4、5×5 倍拉伸倍率,測試每種鑄片經過不同倍率拉伸后薄膜厚度、透光率及霧度的變化。實驗結果見表2。
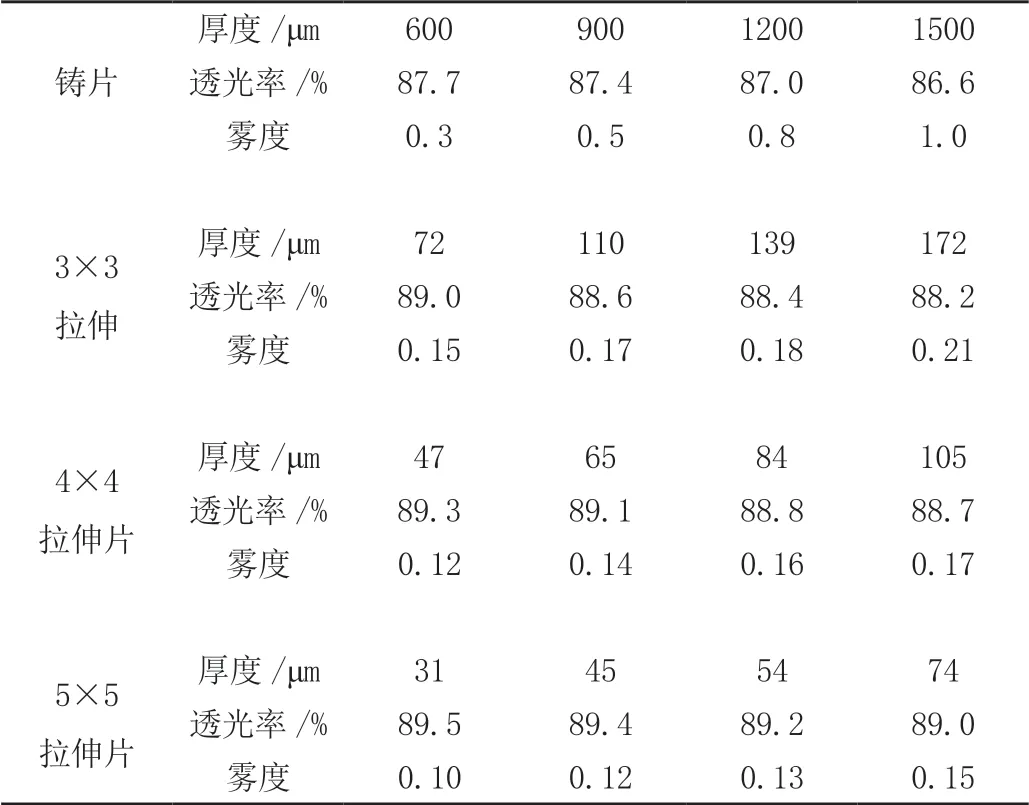
表2 薄膜在不同條件下的性能Table 2 Properties of films under different conditions
從表2 可以看出,隨著薄膜厚度的增加,薄膜的透光率逐漸下降,霧度逐漸升高;鑄片經過雙向拉伸后,透光率呈上升趨勢,霧度逐漸下降。
由表2 及圖2 可以看出,隨著鑄片厚度的增加,鑄片的透光率降低,霧度增大。
圖3 和圖4 分別為4×4 拉伸倍率及鑄片厚度為900 μm 時的相關變化趨勢。
由表2、圖3、圖4 可知,隨著薄膜厚度的增加,薄膜的透光率逐漸減小,霧度逐漸增大。由圖4 可知,隨著拉伸倍率的增大,薄膜透光率逐漸上升,霧度逐漸減小。
3 結論
(1)厚度是影響PET 薄膜光學性能的因素之一,隨著厚度的增大,PET 薄膜透光率下降,霧度上升。
(2)雙向熱拉伸會提高薄膜的光學性能,PET 薄膜經過拉伸后,透光率增大,霧度降低。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55