先進過程控制技術在芳烴抽提裝置中的應用
2022-06-06 01:00:06王炳淞
石油化工自動化 2022年2期
王炳淞
(福建古雷石化有限公司,福建 漳州 363216)
工藝過程控制的關鍵部位往往具有很強的耦合性、非線性以及滯后性等特性,直接關系到產品的質量、產品收率和能耗等經濟指標,這些問題無法通過PID控制策略來很好的控制[1]。而先進過程控制(APC)技術的理念是將整個生產裝置或者某個工藝單元作為一個整體研究對象,通過現場測試,量化描述各變量之間的相互關系,建立過程多變量控制器模型,利用模型對工藝過程進行預測,提前對控制變量進行調整,提高裝置運行的平穩性[2]。某石化公司芳烴抽提工藝生產過程中存在很大的擾動,如:進料中芳烴含量的變化、進料溫度的變化、溶劑溫度的波動以及外部環境溫度的變化等,這些干擾都對工藝生產帶來了不同程度的擾動,甚至影響到產品質量的控制。因此,該公司針對芳烴抽提單元的工藝工況及操作難點,引進DMCPlus先進控制系統,對整個單元進行控制優化,系統投用后,提高了芳烴的收率,降低了蒸汽消耗,同時大幅降低了操作人員的勞動強度。
1 先進過程控制的基本原理
先進過程控制本質上是采用多種技術于一體,例如:前饋(多變量模型預測)控制、反饋控制及優化控制,通過預測模型,提前介入工藝參數控制,以減少關鍵工藝變量的波動,進而優化工藝裝置操作,實現卡邊控制[3]。先進過程控制技術采用多變量控制理論和控制工程方法,以工藝裝置多變量動態數學模型及優化控制計算為核心,保證生產裝置在穩定操作前提下,始終運行在最優卡邊工藝狀態,以獲取最大產品收率達到挖潛增效的目的[4]。
該先進控制系統包括預測、線性規劃和動態控制三個階段[5]。預測階段通過比較控制器當前監控參數與先期建立的裝置模型來預測參數未來的變化;線性規劃階段根據被控變量的上下限范圍,計算出在該范圍內最優的設定值;動態控制階段根據裝置當前的運行參數計算出操作變量的調節步幅,以達到線性規劃的目標設定值[6]。
2 芳烴抽提單元工藝流程
芳烴抽提蒸餾裝置采用北京石油化工科學研究院開發的環丁砜抽提蒸餾工藝(SED),重整油分離塔頂和異構化單元汽提塔底混合C6~C7組分,通過SED分離出苯和甲苯的混合物(芳烴),送至苯-甲苯分餾裝置生產苯和甲苯,抽余液(NA)送至乙烯裂解裝置[7]。
SED單元包括:抽提蒸餾塔、非芳烴蒸餾塔、溶劑回收塔、溶劑再生塔。其進料來自重整油分離塔頂、異構化汽提塔底的C6~C7餾分,進料通過貧溶劑換熱預熱到工藝要求的溫度以后,送至抽提蒸餾塔,貧溶劑送至抽提蒸餾塔的塔頂[8]。在抽提蒸餾塔中,芳烴和非芳烴得以分離。抽提蒸餾塔塔頂的非芳烴蒸汽送至非芳烴蒸餾塔的底部以回收少量的溶劑;抽提蒸餾塔底富含溶劑的物流送至溶劑回收塔,通過真空蒸餾分離芳烴和溶劑;塔底的少量貧溶劑物流送至溶劑再生塔以除去溶劑中的聚合物,其余的塔底物流經過熱交換后循環回抽提蒸餾塔。芳烴抽提單元主要工藝流程如圖1所示。
3 控制目標
3.1 控制目標分析
芳烴抽提單元中抽提蒸餾塔是利用溶劑抽提蒸餾分離芳烴和非芳烴的關鍵設備[9],在塔內溶劑和進料之間進行多步抽提蒸餾。非芳烴在塔頂蒸出,而富含芳烴的溶劑在塔底被抽出,因此芳烴產品質量的控制主要是在優化抽提蒸餾塔的分離效果。同時,該塔也是蒸汽消耗主要來源,對該塔進行控制使其平穩操作也可以減少能耗。
正常運轉時,要求富溶劑中非芳烴的質量分數小于0.15%,抽余液中芳烴的質量分數小于1.5%,這是保證芳烴產品質量和回收效率的關鍵。操作抽提蒸餾塔時,為了維持塔盤汽-液相正常,必須選擇合適的塔壓、溶劑溫度、溶劑中的水含量和溶劑比率,以保證蒸汽和液體之間的傳熱效率以及流體力學上的穩定性。
在抽提蒸餾塔運行穩定的前提下,為了保證芳烴的純度和回收效率必須對一些工藝變量進行控制。這些變量包括:塔壓、溶劑比率、溶劑進入抽提蒸餾塔的溫度、靈敏板溫度和貧溶劑中烴類物質的含量,其中,抽提蒸餾塔溶劑比和靈敏板溫度的控制是整個芳烴抽提單元芳烴與非芳分離的關鍵。
溶劑比指的是進入抽提蒸餾塔的總溶劑量與原料量的質量比率。溶劑比不僅是抽提蒸餾塔操作的關鍵,而且還決定了芳烴抽提單元的能耗。它是調節苯回收率的重要手段,溶劑比過低,溶劑與油不能完全互溶解,抽提進行不充分,芳烴的收率及純度下降。較高的溶劑比對提高芳烴產品的純度和回收率是有利的,但過高的溶劑比將會造成裝置的處理能力下降并增加能耗[10]。
控制靈敏板溫度是直接影響芳烴產品純度和收率的重要因素。當靈敏板溫度過低時,芳烴中的非芳烴含量迅速上升,反之,當靈敏板溫度過高時,則抽余液中損失的芳烴將大幅增加,芳烴回收率降低。因此,靈敏板溫度的設定值必須控制在合理的范圍來調節小股溶劑,保證產品合格[11]。由于溫度PID控制存在反應滯后大,調整不及時的問題,在實際操作中應密切關注靈敏板溫度的變化,必要時由操作員提前干預手動進行超前調節,但調整的幅度不能過大。隨著溫度控制值的增大,芳烴純度提高的同時,其在抽余液中的損失也相應增加。
3.2 控制目標確認
根據設計參考數據以及裝置歷史運行情況綜合分析,芳烴抽提單元的控制目標如下:
1)降低非芳烴中芳烴質量分數20%以上。
2)芳烴中非芳烴質量分數小于0.2%。
3)優化各塔溫度,在保證產品質量合格的前提下降低蒸汽消耗。
4)APC控制器投用率在95%以上。
4 控制器方案設計及控制器組態
4.1 控制策略
芳烴抽提單元的APC控制器的設計綜合考慮了裝置的實際情況和各個塔之間的關聯耦合關系,將芳烴抽提蒸餾塔、非芳烴蒸餾塔、溶劑回收塔和溶劑再生塔4個塔建立1個控制器,協調優化控制,實現以下功能:
1)合理控制抽提蒸餾塔塔頂塔釜溫度,優化溶劑比的控制,提高芳烴收率,降低蒸汽消耗。
2)保證非芳烴蒸餾塔和溶劑回收塔的穩定,實現非芳烴蒸餾塔塔頂芳烴含量和溶劑回收塔塔頂非芳烴含量的卡邊控制,降低非芳烴中芳烴含量,保證芳烴中非芳烴含量滿足質量要求。
3)穩定溶劑再生塔液位及溫度的控制,保證再生效果。
4.2 控制設計
4.2.1控制方案
1)抽提蒸餾塔(C301)。控制器協調調整該塔塔頂兩股進料溶劑和塔釜蒸汽量,優化靈敏板溫度和塔釜溫度,使溶劑比控制在4.2~6.0,降低非芳烴中芳烴含量,使芳烴中非芳烴含量卡邊控制,降低蒸汽消耗量。
2)非芳烴蒸餾塔(C302)。調節該塔回流量,優化回流比的控制,保證塔頂溫度穩定。
3)溶劑回收塔(C303)。調節該塔塔頂回流和塔釜熱源,優化塔頂塔底溫度,降低蒸汽消耗。
4.2.2控制器設計
根據芳烴抽提單元工藝流程以及控制方案,設定APC控制器的操作變量見表1所列,被控變量見表2所列。
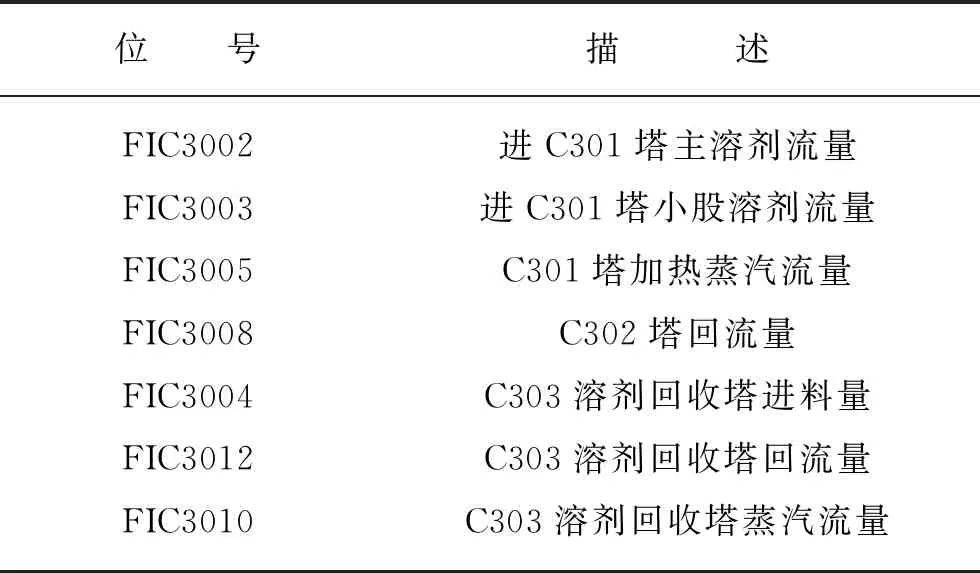
表1 抽提單元APC控制器主要操作變量
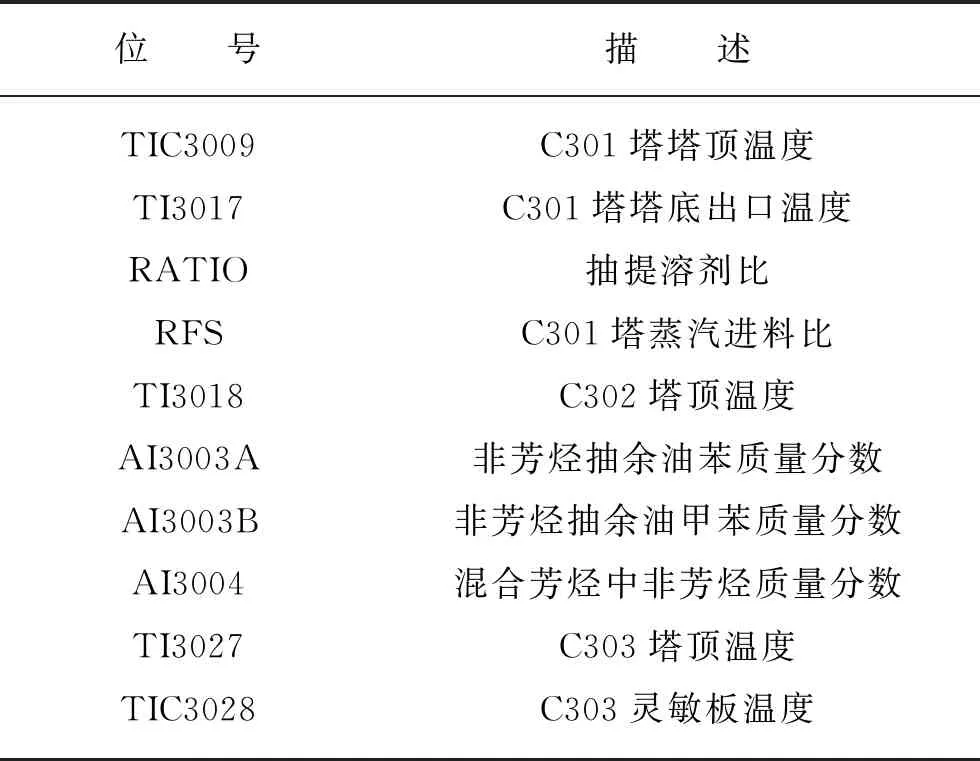
表2 抽提單元APC控制器主要被控變量
4.2.3控制器模型
以C301塔頂溫度TIC3009.PV以及塔底出口溫度TI3017.PV為例:
1)C301塔頂溫度相關參數關聯變化曲線如圖2所示。其中,Δqm1為C301塔蒸汽量變化量,Δqm2為C301塔小股溶劑量變化量,Δqm3為C301塔全溶劑量變化量。

圖2 C301塔頂溫度相關參數關聯變化曲線示意
抽提蒸餾塔頂溫度TIC3009.PV控制的相關參數見表3所列。
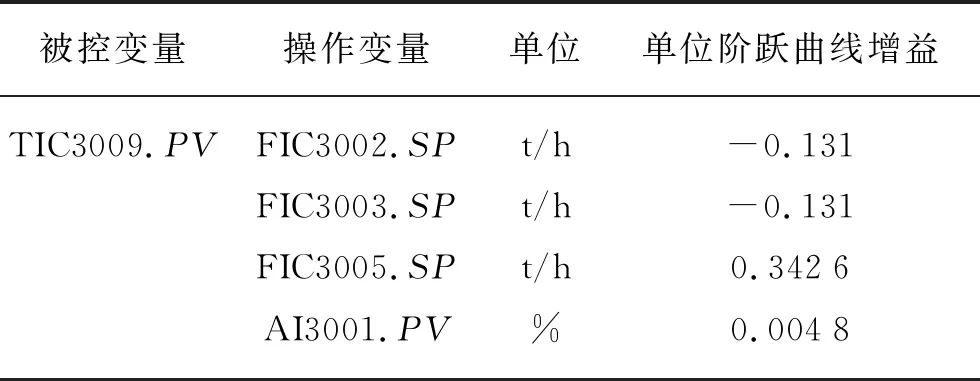
表3 抽提蒸餾塔頂溫度TIC3009.PV控制相關參數
2)C301塔底出口溫度變化曲線如圖3所示。
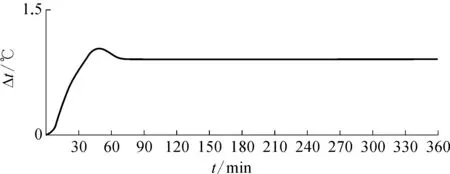
圖3 C301塔塔底出口溫度變化曲線示意
5 應用效果
APC自投用以來,系統運行良好,各項關鍵參數運行在設定范圍內,大幅提高了裝置的穩定性。
1)抽提蒸餾塔靈敏板溫度在APC投用前后對比如圖4所示。
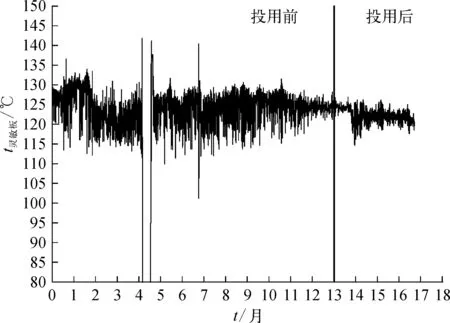
圖4 C301塔靈敏板溫度在APC投用前后對比示意
由圖4可知,APC投用后明顯降低了C301塔靈敏板溫度的波動,使其穩定在一個較小的范圍內,有助于穩定塔的分離效果和產品質量,降低了溶劑的消耗。
2)溶劑比在APC投用前后對比如圖5所示。
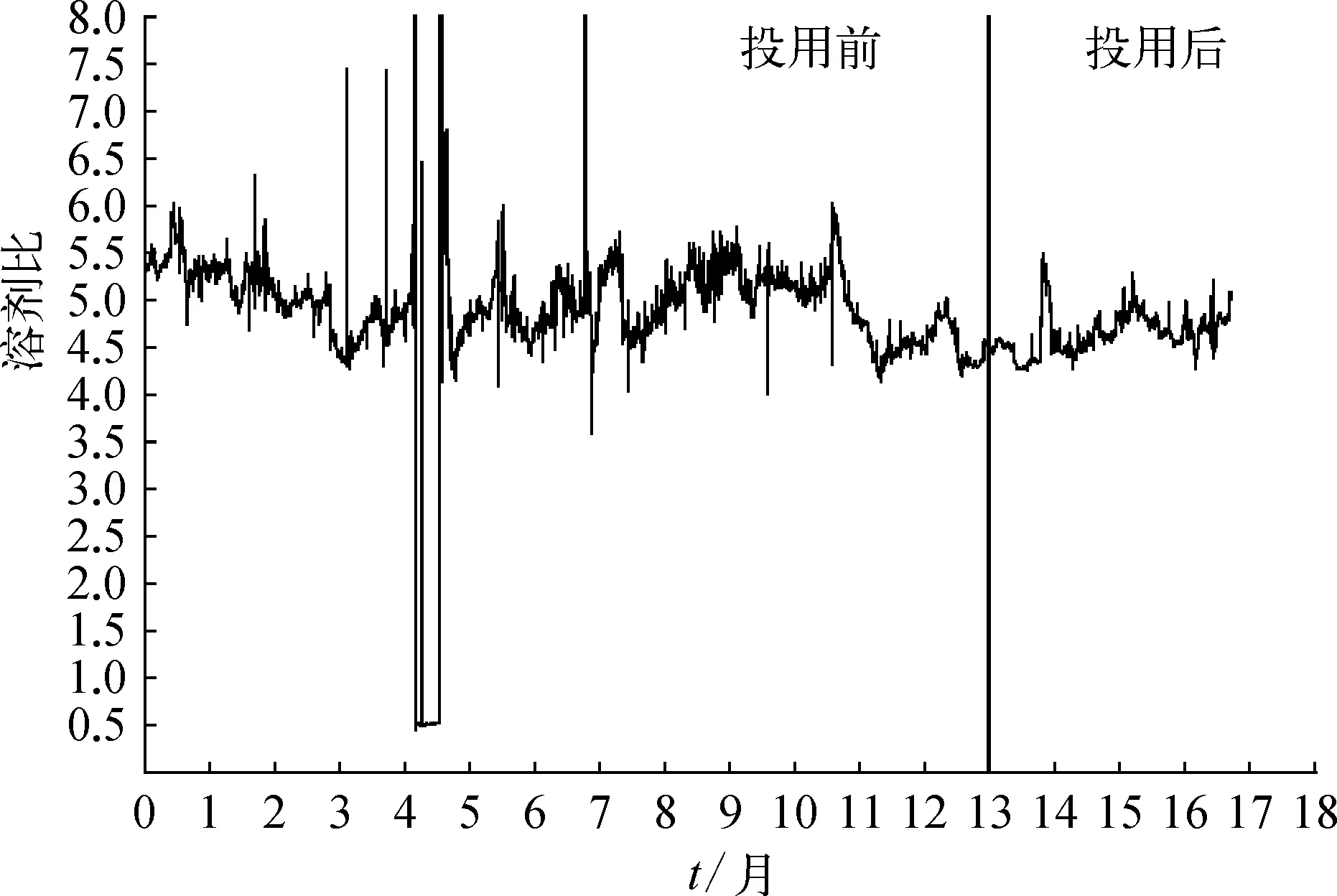
圖5 溶劑比在APC投用前后對比示意
由圖5可知,APC投用后明顯穩定了C301塔的溶劑比,使其保持在理論合理范圍4.5~5.5,并將其推向最優控制范圍5.0~5.2,在保證產品質量的前提下降低該單元的蒸汽消耗量。
3)非芳中芳烴質量分數在APC投用前后對比如圖6所示。
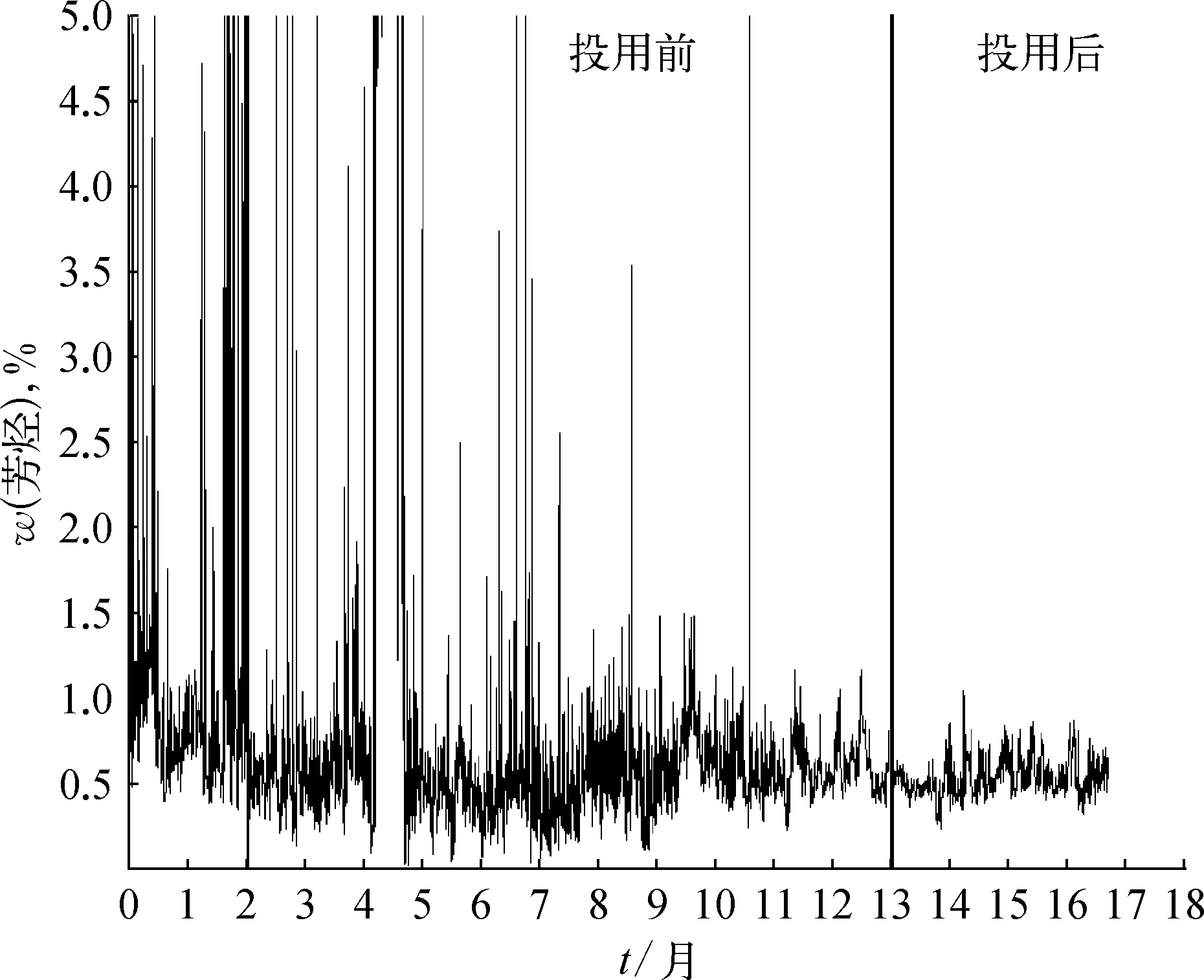
圖6 非芳烴中芳烴質量分數在APC投用前后對比示意
由圖6可知,APC投用后明顯降低了非芳烴中的芳烴質量分數,提高了高附加值產品芳烴的收率。根據日常操作人員反饋情況,在裝置操作中最常對C301塔的溶劑流量(FIC3002/FIC3003)以及C301塔的進料量(FIC3001)進行調整。APC投用前后調整C301塔進料量和溶劑流量的次數見表4所列。
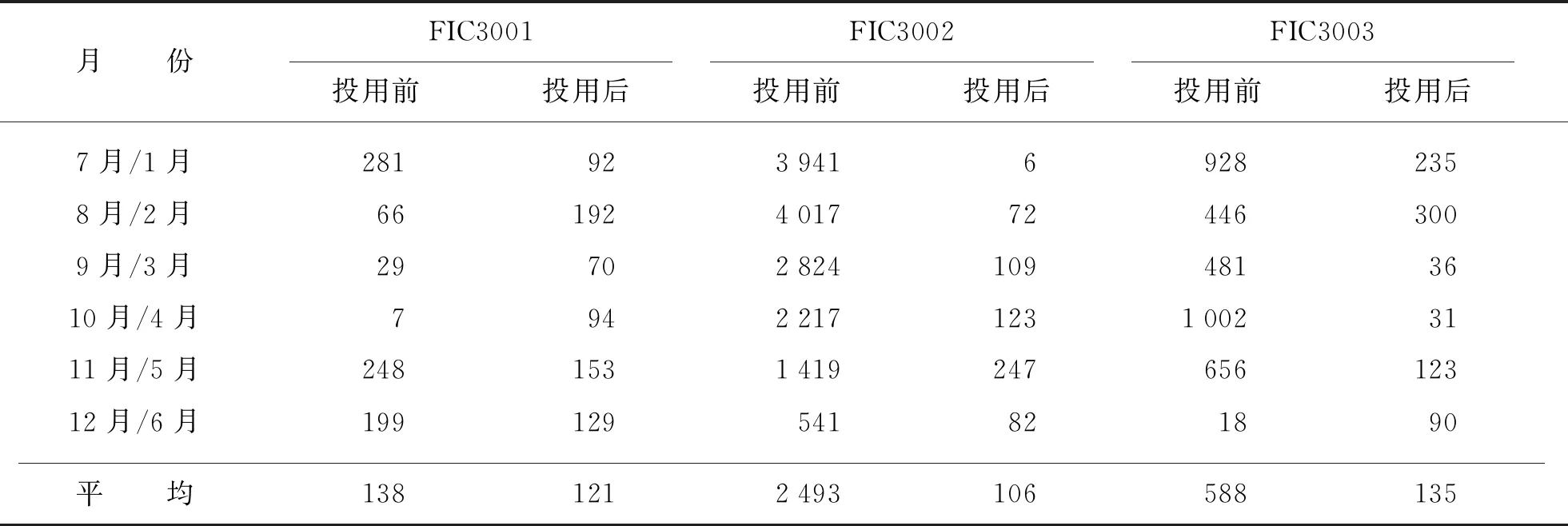
表4 APC投用前后調整C301塔進料量和溶劑流量的次數 次
APC控制系統的應用,使得FIC3001月平均操作次數下降了12.3%,FIC3002月平均操作次數下降了95.32%,FIC3003月平均操作次數下降了78.29%,有效地降低了操作員的操作強度,大幅提高了工作效率。
6 結束語
APC在芳烴抽提單元的應用,顯著提高了該單元的運行平穩性,大幅降低了操作人員的勞動強度,使裝置操作人員有更多的時間與精力來思考操作上的優化。APC通過多變量預估優化控制,提高各塔溫度的穩定性,通過對抽提蒸餾塔靈敏板溫度和溶劑比的優化控制,提高了該單元的芳烴收率,并降低了單元溶劑消耗和蒸汽消耗,提升了裝置的操作安全性,為裝置帶來了較為客觀的經濟效益。
