某車型門型鋼鉸鏈銷軸鎖緊螺紋孔滑牙問題解決
2022-06-07 05:05:54梁鋼濤
時代汽車 2022年11期
梁鋼濤
上汽通用五菱汽車股份有限公司 廣西柳州市 545001
1 問題描述
6月份,車間質量反饋某車型左上前門型鋼鉸鏈銷軸鎖緊螺紋孔滑牙故障28例,故障率PPH:0.49。該問題影響車間正常生產,造成質量和成本損失,問題急需解決。

圖1
2 螺紋孔滑牙潛在失效模式分析
該車型門型鋼鉸鏈已批量供貨,加工參數與工藝已固化,對出現的滑牙問題,進行潛在失效模式分析如下:
螺紋孔滑牙可能原因:
(1)螺紋底孔過大(大于7.0mm),定位螺栓安裝傾斜,安裝螺栓扭力過大(鎖緊螺栓扭力槍轉速過快),螺紋少牙;(2)螺紋孔/螺栓/銷軸的公差匹配,破壞扭矩不合格;(3)組件的硬度不夠。
3 螺紋孔/螺栓/銷軸的公差匹配分析
(1)左上/左下型鋼鉸鏈由同一臺專機上使用同一刀具加工,通過對盲孔及鎖緊螺紋孔隨機抽檢,螺紋底孔孔徑及螺牙檢測均無異常,排除螺紋孔徑影響(詳見附頁尺寸報告)。

圖2
(2)對車身側鉸鏈螺孔/螺栓尺寸/銷軸尺寸隨機各抽查30件零件測量數據分析:
鎖緊孔尺寸要求6.647-6.912,實測6.74-6.88;①螺栓長度尺寸15-0.5實測14.86-14.92,②螺栓直徑要求7.7-7.8實測7.72-7.8;銷軸:①10-0.02尺寸實測9.98-10.0;②9.2+0.1實測9.22-9.24。

圖3
4 螺紋孔尺寸與螺紋破壞扭矩測量分析
對車身側鉸鏈螺孔與螺栓尺寸進行檢查,單件均在公差范圍內,隨機抽取30件零件進行扭矩破壞試驗,實測35.6-40.2N,具體見下表2。

表2
5 零件材料性能(硬度)進行檢查分析
對銷軸/鎖緊螺釘/鉸鏈零件硬度進行測量分析,銷軸洛氏硬度要求12-18HR,實測14HR,鎖緊螺釘洛氏硬度要求32-38HR,實測34HR,換算維氏硬度為325HV左右,Q345B材料要求170-190HV,實測185HV,換算洛氏硬度為12.4HR,都在合格范圍內。分析結論:①銷軸硬度遠低于鎖緊螺釘,無產生較大阻力產生影響忽略不計。②螺釘硬度大于鉸鏈材料硬度,螺栓鎖緊過程中受力較小,影響排除。

表1

圖4

圖5
6 缺陷件實物分析
√ 缺陷件鎖緊孔螺牙如圖已破壞,單邊破壞較嚴重,殘絲粘附在螺釘上,失效模式分析螺釘鎖緊過程中受力不均,螺牙受到較大阻力破壞掉。
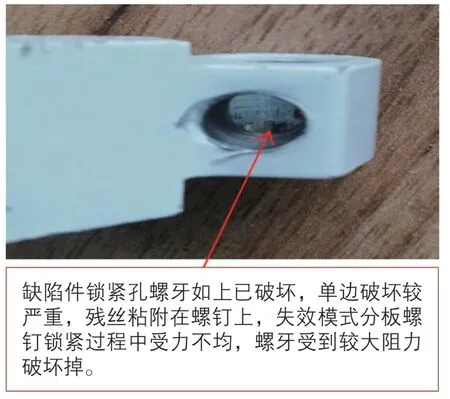
圖6
√ 對螺牙硬度進行測量數據為235-250HV,符合230-250HV要求。

圖7
√ 螺釘硬度測試為33HR,符合要求。外徑7.74與長度14.85均符合要求。
√ 故障件鉸鏈螺釘安裝明顯歪斜,螺牙鎖緊時受阻力較大破壞導致滑牙。

圖8
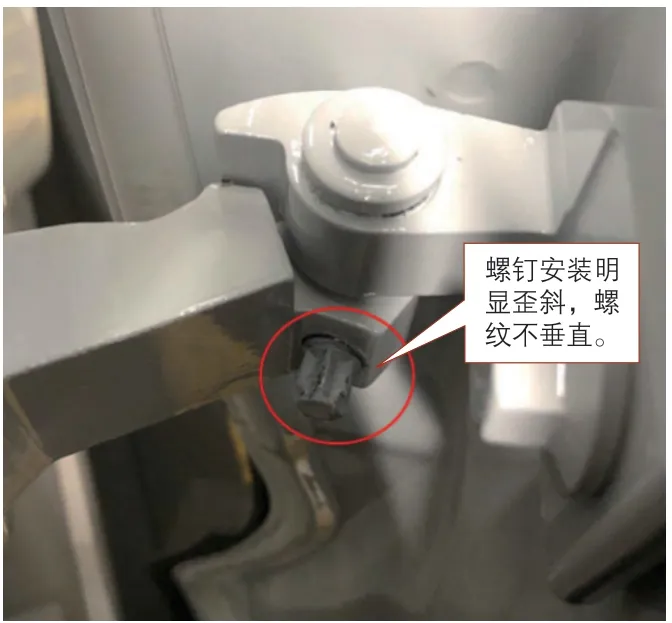
圖9
圖10
√ 同類某公司車型鉸鏈鎖緊力雖定義為23±3N.m,開發階段鎖緊力為26N.m,發現個別有滑絲問題,批量后更改為23N.m后問題消除,實際驗證鎖緊扭力過大,出現滑絲概率及風險會增加。
結合如上逆向分析滑牙主要原因:
(1)螺紋孔加工傾斜,鎖定鎖緊不垂直時受力不均,導致滑牙。實際產品螺紋孔垂直居中,排除螺紋歪斜導致
(2)螺牙硬度不夠,螺牙受力受損,實際測量合格,排除螺牙硬度不夠因素
(3)螺栓安裝歪斜,螺牙鎖緊時受阻力較大破壞導致滑牙,兩個環節會出現此現象:螺栓第一預擰緊時安裝歪斜,第二螺栓鎖緊前會擰出3個牙,不排除過程脫落安裝后歪斜導致
(4)最終裝配扭矩為23-29N.m。同類型鋼鉸鏈最終鎖緊力為20±3 N.m,拆卸螺栓后定位螺栓與螺紋未完全嚙合便鎖緊,容易造成傷扣、亂扣、滑牙等現象風險大。
7 過程管控措施
綜上分析,排除螺紋孔尺寸及組件尺寸材料方面的影響,針對滑牙問題,供應商采取如下具體管控措施;
過程管控措施:
(1)針對絲錐壽命進行有效監控管理,使用壽命為1000次,員工進行點檢記錄,專用進行回收避免絲錐過度使用。
(2)配置專人使用工具模研磨鉆頭,保證鉆頭研磨一致性。
(3)工藝方面M8×1.25螺紋孔加工工序為使用8工位專機鉆孔、絲攻,M8螺紋孔采用螺栓全檢,排除毛刺及未加工到位的問題。

圖11
(4)材料與螺栓尺寸性能嚴格執行進料檢驗驗收。
(5)鎖緊螺栓定扭矩預緊力按9 N.m進行設定管理,定扭矩裝配時轉速設定為200轉/分,避免速度過快受力不均勻損傷螺牙。
(6)鎖緊螺栓裝配增加定位工裝保證與定扭槍成垂直角度,員工自檢,避免裝配歪斜螺栓及裝不到位問題,終檢工序扭力復測時對鎖緊螺釘裝配角度(裝配歪斜)進行目視檢驗。

圖12 某車型車門型鋼鉸鏈鎖緊螺栓滑牙故障率統計
8 改進效果
所有措施斷點后,鉸鏈滑牙故障率由改進前的PPH0.49降低為0,問題得到有效解決。
