角接觸球軸承沖壓保持架工藝優化
2022-06-07 10:25:58王志偉史卜太趙培振陳功名代孝忠
軸承 2022年1期
關鍵詞:工藝
王志偉,史卜太,趙培振,陳功名,代孝忠
(山東金帝精密機械科技有限公司,山東 聊城 252035)
角接觸球軸承可同時承受軸向載荷和徑向載荷,且能在高速工況下工作,廣泛應用于工業泵、齒輪箱、壓縮機、工業電動機、發電機、卡車、拖車、公共汽車、冶金等行業。傳統角接觸球軸承沖壓保持架工藝復雜,加工周期長,模具加工困難,加工成本高且質量不穩定,故需優化沖壓保持架加工工藝。
1 傳統保持架加工工藝及存在的問題
角接觸球軸承沖壓保持架結構如圖1所示,軸承裝配對保持架質量穩定性要求較為嚴格,影響保持架質量穩定性的關鍵參數為:小端外徑Dc1、大端外徑Dc、圓度及表面輪廓度。影響軸承回轉的關鍵技術參數為:球組節圓直徑、球中心徑圓度、保持架窗孔底高變動量Vhc、保持架梁寬變動量VBc、保持架窗孔位置度(窗孔中心相對于底面及中心的位置)、保持架徑向游隙等。

圖1 角接觸球軸承沖壓保持架結構示意圖
1.1 工藝路線
下料→拉伸→切底→沖孔→車邊→壓坡→表面處理→清洗→防銹→包裝。根據角接觸球軸承沖壓鋼保持架結構特點,需要設計拉伸、切底、沖孔、車邊、壓坡工裝夾具。
1.2 原模具結構
1.2.1 拉伸模具
拉伸模具如圖2所示,通過拉伸凹模和拉伸凸模沖壓拉伸成形,實現保持架外形尺寸加工。模具裝配簡單,便于維修。由于工序較長,工序轉換過程中需重復定位,保持架輪廓由于沖壓受力變化而產生超差,質量穩定性較差。

1—保持架;2—拉伸凹模;3—拉伸凸模。
1.2.2 切底模具
切底模具如圖3所示,將保持架放入定位板,機床上下行程完成,切底凸模、切底凹模閉合完成切底,卸料板將保持架從切底凸模退出。
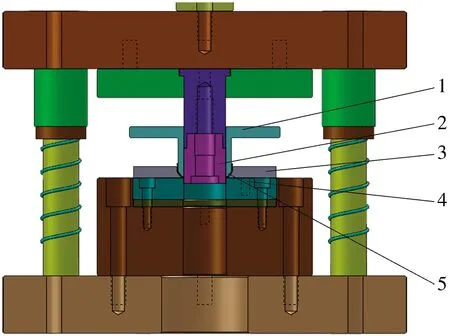
1—卸料板;2—切底凸模;3—定位板;4—切底凹模;5—保持架。
1.2.3 沖孔模具
沖孔模具如圖4所示,機械式沖孔機模具結構簡單,模具加工周期短。保持架裝入彈簧夾頭后,沖孔沖頭向下運動,完成沖孔。老式沖孔機全部采用機械傳動,穩定性較差,保持架加工穩定性無法保證(采用三坐標測量沖孔后的半成品,保持架輪廓度及兜孔位置度90%不合格),且不易實現自動化生產,加工成本較高。

1—保持架;2—彈簧夾頭;3—沖孔沖頭;4—沖孔凹模。
1.2.4 壓坡模具
壓坡模具如圖5所示,通過機床上下行程動作,壓坡凹模壓著壓坡凸模及保持架向下運動,由于芯軸固定,壓坡凸模順著芯軸角度向下、向外擴大,完成保持架壓坡。壓坡凸模引導面較長,工作面需采用仿形加工;壓坡凹模需與保持架外形符合,且需做壓坡凸模避位,該避位有角度要求:故壓坡凸模和壓坡凹模加工時需制作專用夾具,并采用雕刻機和線切割加工。模具加工復雜,加工周期長,且避位不一定滿足設計要求,給保持架質量控制帶來了很大風險,特別是壓坡時保持架與壓坡凹模開口接觸后,保持架輪廓變形,輪廓度100%超出技術要求而報廢。

1—退料板;2—壓坡凹模;3—壓坡凸模;4—芯軸。
2 優化工藝
2.1 優化后的工藝路線
下料、拉伸、切底→沖孔、壓坡→車邊→表面處理→清洗→防銹→包裝。
2.2 模具結構改進及優點
2.2.1 下料、拉伸、切底模具
將下料、拉伸、切底合為一道工序,模具結構如圖6所示:偏擺機送料到位后,機床滑塊下行,上模隨之運動,拉伸凹模與下料凹模完成下料動作;隨機床繼續下行,拉伸凹模與拉伸凸模形腔完成保持架拉伸成形;拉伸到位后,切底凸模工作,與拉伸凸模完成切底;最后滑塊上行,保持架在下退料作用下上升,上退料板使保持架退出切底凸模及拉伸凹模,實現下料、拉伸、切底。

1—上退料板;2—切底凸模;3—拉伸凹模;4—保持架;5—下料凹模;6—拉伸凸模;7—料帶。
優點:1)采用偏擺料帶送料機構,材料利用率達78%~82%,實現了自動化生產,降低了加工成本;2)模架采用四導柱結構,穩定性提高,上下模及加工基準位置統一,采用銷孔定位,上下模同軸度及位置度高,保證了保持架外徑變動量及合模間隙的一致性,使拉伸后的半成品輪廓度滿足技術要求;3)保持架底面為后工序加工定位基準,避免重復定位造成保持架穩定性較低。
注意事項:1)保持架底面為后序加工的定位基準,拉伸時保持架底面翹度應控制在0.03 mm以內;2)切底凸模高度低時實現不了切底,高度高時保持架底孔徑較大,最佳高度為上退料板高度+料厚+1 mm。
2.2.2 沖孔、壓坡模具
沖孔、壓坡模具如圖7所示,通過送料機把保持架裝入彈簧夾頭內,伺服電動機帶動模架前進,把保持架送至沖孔沖頭(圖8)與沖孔凹模(圖9)之間,機床滑塊下行,沖孔沖頭與沖孔凹模閉合,實現沖孔和壓坡。
優點:1)改變了機械傳動結構,采用直線導軌式氣動傳動及伺服電動機帶動,可實現自動化操作;2)由于存在多種限位機構,加工穩定,保持架質量穩定性明顯提高;3)模具裝卸方便,加工外徑范圍可達200 mm;4)沖孔沖頭與沖孔凹模全部采用精密機床仿形加工,仿形部位與保持架完全貼合,沖孔、壓坡后保持架無變形。
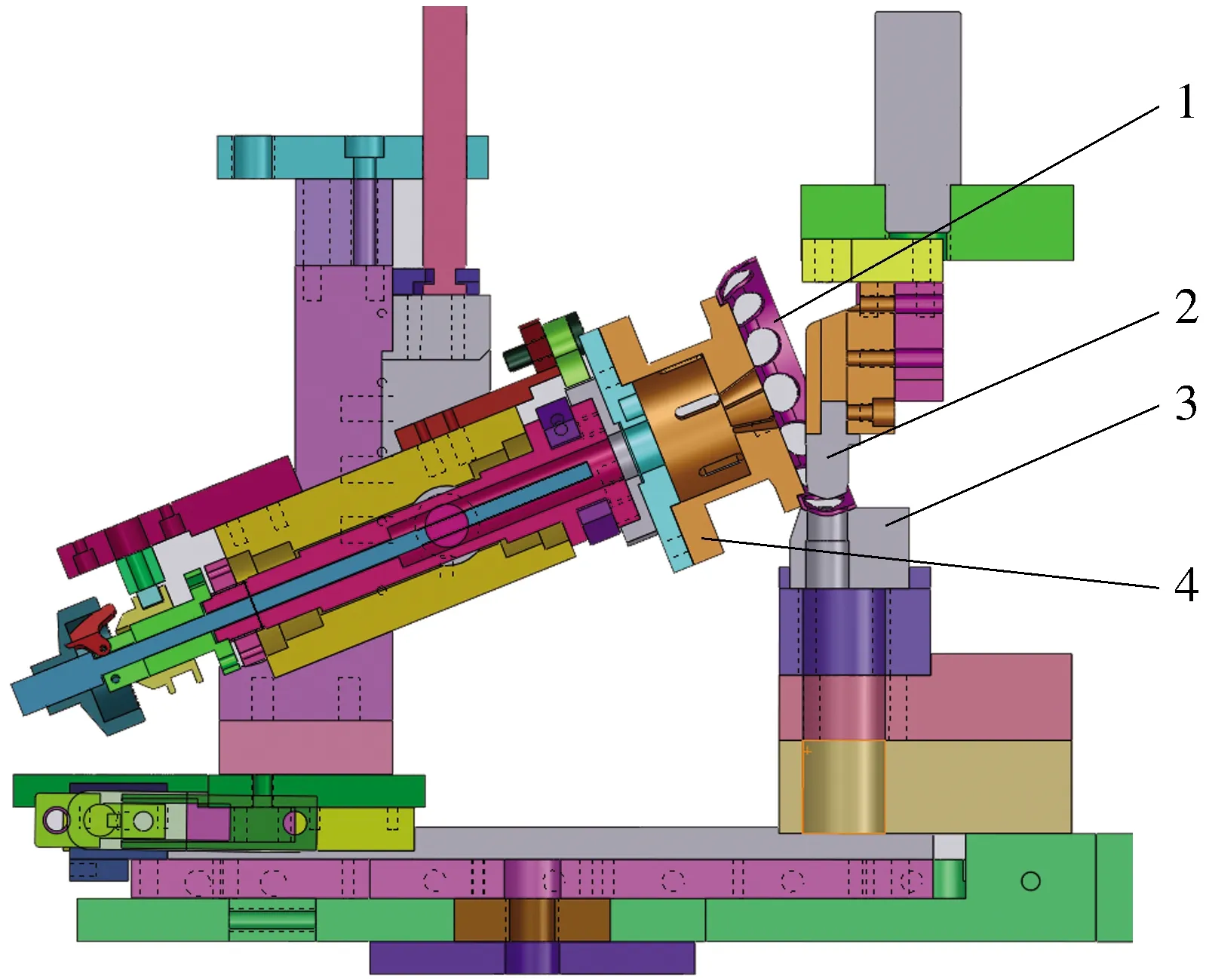
1—保持架;2—沖孔沖頭;3—沖孔凹模;4—彈簧夾頭。

圖8 沖孔沖頭

圖9 沖孔凹模
3 實際加工效果
檢測采用優化工藝加工的保持架各項技術指標,結果見表1,滿足技術要求,保持架質量穩定性、一致性明顯提高,同時降低了加工成本,具有良好的推廣應用價值。

表1 優化工藝加工的保持架技術指標檢測結果
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52