敞車下側門折頁座組裝焊接工序改進
2022-06-08 02:02:42王松白博昌姜志剛
新視線·建筑與電力 2022年4期
關鍵詞:焊縫
王松 白博昌 姜志剛


摘要:本文是對敞車下側門折頁座現場生產情況進行分析,針對其組裝、焊接順序等問題進行優化改進,改進后取得了良好的效果。
關鍵詞:下側門折頁座組裝焊接
我公司是以貨車修理為主的企業,敞車車型在廠修中占有很大比例,其中大部分敞車都需更換側柱連鐵,更換側柱連鐵就涉及到敞車下側門折頁座,下側門折頁座在車體本身屬于重要零部件,原來都是在交驗工位,通過在下側梁位置焊接支撐定位鐵進行現車組裝,折頁座在交驗工位中焊接,增加交驗時間,通過對裝配方法和焊接工序進行改進,設計制作下側門折頁座組裝工裝,并結合自己多年工作中掌握的經驗,通過優化裝配、焊接順序,提高了檢修質量,縮短了交驗時間。
1.原來下側門裝配方法
1.1裝配順序
原下側門折頁座組裝時,先組裝搭扣座,鉚完后緊搭扣板螺絲,在下側梁位置焊接支撐定位鐵,將折頁座預組裝在下側門上,使用天車進行裝門,將折頁下部扣在搭扣座內,調整折頁座并點焊固定,最后進行下側門折頁座焊接。
1.2組裝時的問題
下側門組裝需要等待搭扣座鉚完并擰緊后,才能進行下側門組裝,調整折頁座位置需要豐富的工作經驗,工序較多,且浪費時間,完成一輛車大約需要50分鐘,組裝完之后還需要拆除支撐定位鐵,需使用角磨機對焊點進行打磨,易造成下側梁損傷。
1.3焊接時的問題
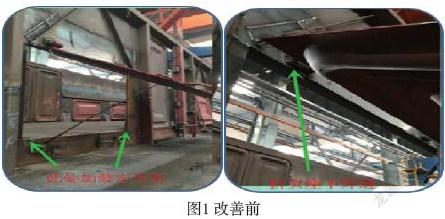
由于交驗工位車體較高需推活動架板,上下架板存在不安全因素,交驗工位大部分采用手工電弧焊焊接折頁座,手工電弧焊焊接比較慢,焊接車體有24個下側門折頁座都以手工電弧焊焊接,其立焊縫由下往上采取斷弧焊接法焊接,效率慢,焊后還需清除藥皮,其仰焊縫焊接位置空間狹小影響了焊接質量,且清除藥皮較為困難,下側門折頁座焊接量大,焊后除藥皮時間過長,其中折頁座的仰角焊縫,需要把門支起來在門下進行焊接,作業時,存在很大安全隱患,且效率低下。(如圖1)
根據敞車側門結構,反復實驗,將下側門折頁座組裝工序前移,由交驗工位移至焊接工位,設計制作敞車下側門折頁座裝配工裝,使用工裝直接在側柱連鐵上安裝折頁座,無需安裝下側門,減少了輔助操作人員,避免了對其他工序的依賴性,提高了組裝與焊接效率。
2.1制作下側門組對工裝
相鄰兩加強板的距離為1250mm,兩折頁座之間的中心距為900mm,下側門邊沿與結合件搭量要求是上沿不小于4mm,下沿不小于8mm,兩側不小于10mm,根據以上數據設計制作敞車折頁座組裝工裝。(如圖2)
(1)將車吊入焊接翻轉臺位,翻轉至180度,降低車體,準備好下側門折頁座配件,進行裝配。(如圖3)
(3)在車體翻轉90度位置,采用富氬氣體保護焊完成對下側門折頁座焊接。
2.3焊接效果
焊接下側門折頁座由之前手工電弧焊改為富氬氣體保護焊,富氬氣體保護焊的焊接速度是手工電弧焊焊接速度的2-3倍,在翻轉機焊接折頁座的焊接方式以平角焊方式焊接,使用合理的焊接順序、焊接參數(表1)操作,保證5mm的焊角進行對下側門折頁座焊接,在焊接平角焊時焊槍與下側夾角40度,與上側夾角50度,焊槍與右側夾角80度,焊接時一般采用推焊法,從右至左焊接,焊接平角焊時一般有兩種手法,第一個為直線運條,第二個為進二退一手法來進行操作,富氬氣體保護焊最大的優勢焊后不需要清除藥皮,焊接速度快,節省了焊接時間,保證了焊接質量。
通過采取以上措施,將原來在交驗工位完成的下側門折頁座裝配工序移至焊接工位進行,下側門折頁座定位精準,提高了裝配速度,節省了時間,提高了檢修質量和效率,減少了員工勞動量,避免了與其他工種交叉作業,原交驗工位下側門折頁座的立焊縫、仰焊縫焊接移至焊接工位改為平角焊縫焊接,保證了焊縫質量,提高了焊接速度,消除了車門下焊接時的安全隱患,經實踐證明此方法簡單方便,安全可靠,生產效率高,且工裝制作成本低,現在在車間已廣泛運用。
參考文獻:
1. 《鐵路貨車修造技術》 ?2019年北京.
2.中國機械工程學會焊接學會編《焊工手冊》機械工業出版社.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07