鋁鎂合金冷軋板帶邊緊邊裂問題探討①
2022-06-10 01:39:22徐利璞蘇明魏志毅甄永富
冶金設備 2022年1期
關鍵詞:工藝
徐利璞 蘇明 魏志毅 甄永富
(1:中國重型機械研究院股份公司 陜西 西安 710032;2:燕山大學機械工程學院 河北 秦皇島 066004)
1 前言
當前生態環境問題日益突出,資源節約和環境友好成為世界各國日益重視的問題。由于溫室氣體排放及霧霾問題,世界各國政府均要求汽車制造商降碳降耗,減少環境污染。目前新能源技術尚未十分成熟,減少能耗、提高燃油經濟性是汽車輕量化的重要途徑[1,2]。同時,高強鋼已發展到了較高水平可減重量有限,鋁合金、鎂合金以及高分子聚合物等輕質材料的研發和應用備受關注。鋁合金具有比強度高、成形性好、耐腐蝕性能優良、可回收利用等特點,其板帶軋制工藝成熟,成為備受青睞的汽車輕量化材料[3,4]。在歐美市場,5系和6系鋁合金板材已廣泛應用于發動機罩、行李箱蓋、車門等汽車覆蓋件,國外汽車制造商甚至推出了全鋁車身的高檔汽車[5,6]。中國是世界第一大鋁材生產國和消費國,良好的市場前景引得眾多鋁企紛紛布局鋁合金汽車板市場,如中國忠旺、南山鋁業等[7]。部分鋼鐵汽車板生產企業也開始進軍鋁板帶加工行業,如寶武集團收購同人鋁業建成寶武鋁業科技有限公司。還有汽車公司收購鋁廠為全鋁汽車做準備,如吉利收購寧波巨科鋁業。在車用其他材料方面,鎂合金是實際應用中質量最輕的金屬材料,其密度約為鐵的1/4,鋁的2/3。同時,鎂合金具有比強度和比剛度高、彈性模量大、生物相容性好、導熱導電性好、電磁屏蔽能力強和阻尼減震性能好等優點,是汽車和飛機制造的理想材料[8]。汽車板巨頭浦項對鎂板軋制技術提前布局,于2007年投資建成了一條可軋600mm寬鎂板的中試生產線。可見,以鋁代鋼、以鎂代鋼是汽車輕量化的一大趨勢。
2 現象及原因分析
2.1 鋁合金板帶冷軋邊緊現象
無論碳鋼還是鋁鎂合金板帶,冷軋采用的主流機型均為三菱日立的HC軋機或西馬克的CVC軋機。碳鋼單機架冷軋采用乳化液作為工藝潤滑介質,單軋程或多軋程多道次可逆軋制。鋁合金帶材軋制通常采用揮發性好、易清除、無腐蝕性且具有較大油膜強度的軋制油作為潤滑和冷卻介質,多為不可逆群軋生產方式[9]。另外碳鋼生產線普遍設計軋制速度最高1200m/min,而高端鋁合金生產線速度可達1800m/min,這些都會造成鋁合金帶材軋制時發熱嚴重。同時由于鋁帶中間與邊緣散熱速度不同,邊部溫度低于中部,造成帶材邊部變形抗力比中部高。另外對于軋輥來說,與帶材邊緣接觸的工作輥區域其散熱比輥身中部快,該區域熱凸度比輥身中部小,存在一個明顯的熱凸度梯度降[10]。因此鋁帶邊緣在該區域延伸較少(帶鋼冷軋過程中主要出現邊緣降現象),軋制過程中受到相鄰區域的拉應力造成“緊邊”現象,容易使帶材邊緣產生裂紋。另外由于其工藝潤滑介質閃點低(煤油基軋制油的閃點約為105℃),這種“邊緊肋松”的板形一旦造成斷帶,必然引起軋機起火。
2.2 鎂合金板帶冷軋邊裂現象
我國是鎂資源大國,但由于變形鎂合金室溫塑性變形能力差,鎂合金板帶冷軋加工工藝技術還不夠成熟,目前多以壓鑄方式進行生產,造成產能不足,產品性能不高,嚴重制約其推廣應用。鎂合金板帶軋制時邊裂現象嚴重,邊裂成為抑制鎂合金帶材應用的關鍵問題。為了提高鎂合金板帶軋制生產率,近年來越來越多的研究者利用各種技術方法及仿真手段研究鎂合金邊裂現象。有學者認為大量邊部裂紋是板材邊部不均勻變形引起的應力集中達到理論斷裂強度導致的。有文獻表明裂紋可能是由邊部晶粒粗大、損傷嚴重導致的,且發現在裂紋尖端塑性區的再結晶現象,導致沿著裂紋尖端生成了含有非常細小晶粒的晶粒帶[11]。還有學者通過數值模擬研究了損傷因子、應力場、應變場對AZ31鎂合金板材邊部裂紋的影響以及軋制時邊部的受力情況,認為寬厚比的增加增大了邊部軋制應力峰值,邊部損傷因子逐漸增加,提高了邊部開裂的幾率。本課題組聯合燕山大學對鎂合金邊裂問題開展研究,并在燕山大學軋制工程中心的中試軋機上進行了實驗。對MnE21鎂合金薄板在不同溫度、不同速度、不同道次壓下率條件下進行軋制實驗,并對軋前軋后的薄板試樣進行力學性能分析。試驗發現,鎂合金多道次軋制累積變形量不宜超過50%,且終軋道次壓下率不易過大,否則會發生邊裂現象甚至裂紋擴展到帶材寬度全幅面;鎂合金板材適宜在250℃以上進行溫態軋制,難以在室溫冷態軋制;軋后的鎂合金板材會出現明顯的各向異性,并且橫向強度與塑性明顯優于縱向[12]。實驗結果為鎂合金薄板軋制工藝優化提供了參考依據。
3 解決方案
3.1 鋁合金冷軋邊緊問題的解決
傳統鋁軋機通常采用降速或在軋機出口設置圓盤剪在線切邊的方式處理邊緊問題,十分影響成材率和生產效率。現代進口高速冷軋機一般釆用熱油噴淋對工作輥邊部進行加熱,調整與帶材邊部接觸部分輥身的凸度進而調整板形,能夠有效抑制邊緊、減少裂邊斷帶事故[13]。熱油軋輥邊部加熱系統原理如圖1所示,熱油箱的介質來自于工藝潤滑系統供應的軋制油,通過液位控制器實時檢測液位情況,當液位過高時可溢流回工藝潤滑油箱。軋制油經過一次加熱器預熱后進入熱油箱,使其達到一定初始溫度。二次加熱器安裝于油泵吸油口。溫度傳感器在線檢測熱油箱和管路中軋制油的溫度,并根據檢測值實時調整加熱功率以實現軋制油噴淋溫度的恒定。該系統存在較為明顯的缺點,熱油噴淋到軋輥后與工藝潤滑系統噴射出的軋制油混合,溫度快速降低并再次循環到熱油箱內,能量消耗非常大,且熱油改變軋輥凸度較慢,存在較大滯后性。
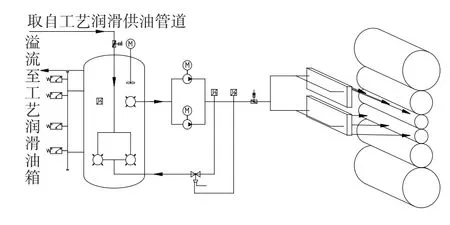
圖1 熱油軋輥邊部加熱系統原理圖
具有熱油噴淋功能的工藝潤滑噴射梁布置如圖2所示,上中間輥與支撐輥冷卻噴淋梁為D梁,A梁主要負責輥縫潤滑,B梁負責工作輥分段冷卻,C梁即為熱油噴淋梁。D梁為單獨一根,A、B、C梁一體化整體設計,上下兩根布置。熱油噴淋系統采用和工藝潤滑系統一樣的介質,主要由加熱站和C噴射梁組成,C梁布置在工作輥入口側,上下各有一排噴嘴,安裝在精細冷卻噴射梁B的外側。噴嘴根據鋁帶寬度范圍對稱設計在橫梁的兩側,其開閉根據軋制帶材寬度進行控制。系統利用90℃~100℃左右的熱油進行工作輥局部噴淋,以增加輥身在此區域的熱凸度,使帶材邊緣延伸增加,減少帶材邊緣的拉應力,降低斷帶率,保證了高速、大張力狀態下的穩定軋制。這套系統能夠在軋制過程中實時根據帶材寬度,對與帶材邊緣接觸的工作輥身區域進行熱油噴射,有效降低帶材在高速軋制過程中的斷帶率,防范斷帶起火的危險。
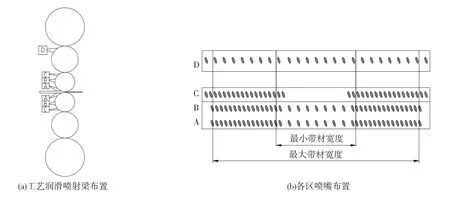
圖2 具有熱油邊部噴淋的噴射梁總體布置
近年隨著軋輥感應加熱技術的成熟,電磁感應軋輥邊部加熱系統開始應用于鋁帶冷軋生產中,其原理如圖3所示。由于軋輥磨損、帶材性能不均以及摩擦、潤滑、熱變形等瞬時效應相互影響疊加形成非常復雜的板形,而且這種復雜板形會在整個生產過程中不斷變化。在傾輥、彎輥和竄輥的基礎上,分區控制的工藝潤滑噴淋系統配合工作輥邊部感應加熱可精確噴淋輥身需要冷卻的位置并快速加熱軋輥邊部,或直接對起筋/起翹的部位加熱/冷卻,高效糾正板形偏差。
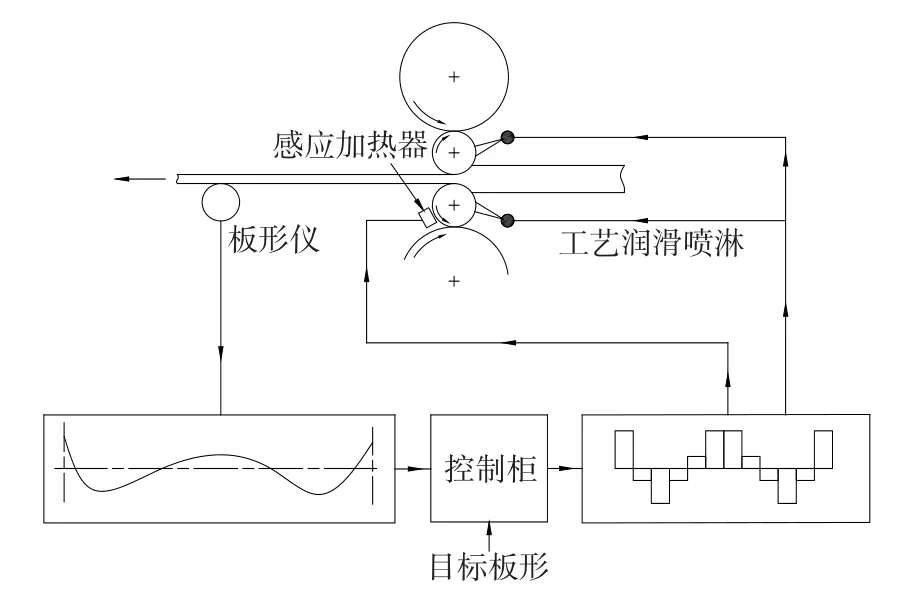
圖3 電磁感應軋輥邊部加熱系統原理圖
目前現場應用的感應邊部加熱控制裝置一般包含兩個水冷感應加熱器,系統配備安裝支架,兩個感應器布置在工作輥的兩端,由兩個12kW 的變頻電源模塊分別進行控制,變頻電源模塊位于電氣控制柜內。感應加熱器的功率從0至12kW單獨可調,有效加熱寬度為30mm。如圖4所示,感應加熱器由油缸擺動控制與軋輥之間的距離,由馬達和絲杠對稱橫移調整沿輥身位置,保證隨帶材寬度變化自動尋邊。相對于熱油邊部加熱系統,該電磁感應邊部加熱系統控制精度高、加熱時間短、大量節約能耗,但其存在加熱溫度過快過高易引起軋機內油霧起火或軋輥過熱爆輥的風險。總體來說只要做好安全控制及連鎖,感應邊部加熱控制技術能夠更有效解決鋁合金軋制的邊緊問題。
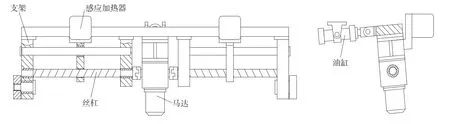
圖4 電磁感應軋輥邊部加熱執行機構
3.2 鎂合金軋制邊裂問題的解決
盡管鎂合金板帶軋制工藝還不成熟,但鑒于軋制生產工藝可以細化鎂合金板材的組織,提高其力學性能,且具有連續化批量生產的優勢,攻克鎂合金板帶軋制技術難題一直是廣大科技工作者的目標。當前對于鎂合金板帶冷軋而言,寬幅面、大卷重生產還存在大量未解決的工藝生產難題,邊裂問題十分突出[14]。針對鎂合金板材軋制過程中出現的邊裂問題,近幾年學者們釆用在線加熱、包覆軋制、襯板軋制、異步軋制、預制凸度、模型預測等方法對鎂合金板材軋制成形進行了研究,并取得了積極的效果[15]。考慮到鎂合金塑性較差,室溫下直接軋制易開裂,難以進行冷變形,現階段通常采用溫軋,且配備了接觸輥在線加熱、帶材在線加熱、水基石墨潤滑、帶材邊部噴覆粘接劑、大直徑隔熱卷筒卷取等一系列生產工藝技術。目前,溫軋比較成功的是蒂森克虜勃鎂合金事業部和弗萊貝爾格工業大學金屬成型研究所共同研制的軋制生產線。該生產線采用可逆溫軋機生產厚度低于1mm的鎂卷。鎂卷首先在電爐里加熱至400℃左右取出裝入開卷機進行可逆溫軋,在入口側對帶材邊部噴涂特殊制劑,其終軋溫度不低于250℃,生產鎂板帶幅寬達650mm,厚度可達0.5~1.5mm,整體板形良好,邊部形狀得到有效控制。國內寬幅鎂板帶生產工藝較為落后,除幾條由帶鋼軋機改造的低端機組不穩定生產裂紋較嚴重的鎂卷外,缺乏工藝成熟、技術手段完善、配置高端的專業化鎂板帶工業軋制生產線。
圖5 鎂合金中試軋機
4 結論
以鋁代鋼、以鎂代鋁是汽車輕量化的一大趨勢,其板帶產品生產過程中的邊緊邊裂問題亟需解決。本文分析了鋁鎂合金邊緊邊裂現象,給出了出現問題的原因。針對鋁合金板帶邊緊問題,采用熱油邊部加熱或電磁感應邊部加熱技術可以得到較為滿意的解決,但熱油邊部加熱系統的能耗問題、電磁感應加熱的過熱保護問題仍需進一步優化。針對鎂合金板帶軋制,邊裂問題未得到有效解決,溫軋及在線加熱技術能夠生產部分規格的成卷帶材,目前仍有大量工藝技術問題尚待攻克。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
