大口徑管材小半徑彎曲成形仿真分析
2022-06-16 14:18:28羅廣權陳偉珍謝東津
裝備制造技術 2022年3期
關鍵詞:工藝
羅廣權,陳偉珍,謝東津
(1.廣西水利電力職業技術學院 機電工程系,廣西 南寧 530023;2.廣西民族師范學院 數理與電子信息工程學院,廣西 崇左 532200)
0 引言
國家經濟發展,西氣東輸和南水北調工程的實施,油氣管道項目的不斷增多,大口徑彎管的需求量急劇增加[1-3]。電站裝機容量的擴大,管道布置日趨龐大,采用小半徑彎管[4]可以使管道布置更緊湊,減少管道占用空間,節約運輸成本和安裝費用。目前,針對彎管加工成形,國內外已有大量研究報道。在彎管破裂、起皺、截面畸變和回彈成形缺陷的預測以及工藝控制的研究也有較多報道[5-7]。彎管溫度與應變的分布規律的研究[8];基于COMSOL軟件的“電磁-熱”與“熱-力”耦合、邊界條件處理以及網格劃分等建模關鍵問題研究[9];從理論上對彎管過程的變形和受力狀態進行了系統的理論分析,得到在不同相對彎曲半徑條件下塑性變形區的軸向推力和彎矩、彎管外側減薄率和內側增厚率等結果[10];實驗上對小口徑管材中頻加熱彎曲過程進行研究,探討了彎管外弧面、內弧面金相組織[11];數值模擬上利用仿真軟件對高頻局部感應加熱小半徑彎管進行仿真分析,尋找感應加熱彎管過程的最優設計參數[12]。
但在實際應用過程中,彎管外側減薄率難以達到國家標準規定、內側失穩起皺,橫截面畸變成為了彎管過程未能有效解決的技術難題。利用彈塑性有限元法,結合前人對彎管工藝的研究,從數值仿真的角度出發,建立具有局部感應加熱功效的熱力耦合仿真模型,實現中頻加熱大口徑管材1.5D小半徑彎曲成形仿真分析,探討管材壁厚和橫截面形狀的變形規律,通過施加合適反彎矩的方法解決壁厚減薄率過大的方案,對實際工程的應用具有一定的指導意義。
1 感應加熱彎管仿真模型建立
根據感應加熱小曲率半徑彎管工藝的特點[13],彎管過程是一個邊推送,邊加熱,邊彎制,邊冷卻的工藝過程,管件由于受到轉臂與輥輪的作用,被強制性進行彎曲,管件彎曲外側會受到拉應力作用迫使壁厚減薄,管件彎曲內側受壓應力作用迫使管壁增厚,切面形狀將呈橢圓狀
1.1 有限元模型材料定義
采用ABAQUS軟件進行建模仿真,管材材料代號X80管線鋼,材料參數如圖1所示,導向輥輪簡化為殼體單元。同時,考慮模型的幾何對稱性,對管件采取1/2模型處理,管道網格劃分采用快速六面體單元網格方法[14],并對管件變形區域進行網格細分處理。最終建立的三維仿真模型如圖2所示。尾部推車只起對鋼管施加推力的作用,將尾座推車簡化去掉,在鋼管尾端設置剛體約束,通過控制參考點控制管件向前推進的位移和速度。

圖1 X80管線鋼材料彈塑性模型

圖2 彎管有限元三維模型示意圖
1.2 溫度場的處理
整個成形過程,鋼管的彎曲變形存在材料、幾何和接觸上的多重非線性,以及彎曲工藝中局部感應加熱問題將會使得建模和求解更為困難。中頻加熱彎管的核心問題是怎么進行溫度處理,以達到熱力耦合作用,最大程度接近實際生產線的目標,如文獻[15]在感應區域施加梯度溫度,近似模擬中頻感應加熱產生的溫度分布。因此,根據圖3感應加熱溫度場分布的模型,在ABAQUS軟件平臺上進行二次開發,管材建立一個800~1000℃的可移動的熱源,隨著管件不停向前移動,加熱位置不斷變化,建立帶局部感應加熱的彎管三維有限元熱力耦合仿真模型。

圖3 感應加熱管材溫度分布圖
2 結果分析
針對彎管過程遇到的難以解決的技術難題,為尋找出能解決壁厚減薄率過大的措施,進行了小彎曲半徑彎管的仿真分析,探討了不同工藝參數下小彎曲半徑彎管壁厚減薄率的變化趨勢,最后根據所得規律提出改進彎管減薄率過大的優化方案。
2.1 彎管模擬結果分析
應用已建立的有限元模型進行實際加載計算,模擬管材整個彎曲成形過程,模擬過程中選取的參數見表1,仿真結果如圖4所示彎管變形區等效應變分布云圖和橢圓率變化曲線。其中,彎管橫截面的形狀變化情況用橢圓率=[Dmax-Dmin]×100%來表示,且管材的截面橢圓率不超過7%[15]。據圖4結果可以很明顯得到在彎管內側并沒有發生失穩起皺,截面形狀較好。

表1 小半徑彎管工藝參數

圖4 大小半徑彎管變形區等效應變分布云圖
為了考察管材在不同成形階段的變形情況,準確得出彎管管壁的變化情況,定義α為已彎曲的角度,即轉臂已旋轉的角度,分別提取α為0°(開始推彎段),15°,30°,45°,60°時,得彎管橫截面橢圓率變化曲線如圖4(b)所示,彎管沿圓周方向不同的壁厚變化率如圖5所示。其中θ是根據圖4(a)截面變形圖中右半部分由對稱面處沿逆時針方向旋轉所選取的角度為0°、20°、40°、60°、80°、100°、120°、140°、160°、180°。
管件在彎曲成形過程中,管件彎曲外側壁厚減小,內側壁厚增大。并且,根據該曲線分析,隨著彎曲進程的進行,彎管壁厚減薄程度變化很小,增厚程度慢慢增大,超過30°之后也趨于穩定,壁厚減薄率和增厚率的變化大小并不是相對于中性層成對稱的,圖5中增厚率略大于減薄率,隨著彎曲成形的進行,增厚率遠大于減薄率。在彎管過程中,管件中性層發生了往形心外移動的現象,由應力應變狀態分析[16]可知,在彎曲中性層外側由于切向拉應力而使壁厚減薄,在彎曲中性層內側由于切向壓應力作用而使壁厚增厚,且位于最外側和最內側的管壁,其壁厚的變化最大。因此,導致了壁厚不均勻的現象。由該曲線圖可1.5D小半徑彎管減薄率達到了20%,超出減薄率標準規定12.5%,獲得的彎管并不符合要求,驗證了目前小半徑彎管遇到的技術難題,說明該仿真模型的準確性較好。

圖5 彎管過程中不同彎角處的周向壁厚變化率曲線
2.2 不同工藝參數下小半徑彎管結果分析
針對1.5D小半徑彎管壁厚減薄率不達標準的技術難題,改進生產工藝,對不同的工藝參數:管材壁厚、摩擦系數、前輥輪和中頻圈間距以及前輥輪和后輥輪間距進行有限元仿真,對比分析仿真結果,探討不同工藝參數的影響規律,尋求最優的工藝參數方案。其中工藝參數的選擇見表2,基于仿真結果對彎管成形階段取彎角α=45°時,對比不同工藝參數下管材壁厚變化率情況如圖6a、b、c、d所示。

表2 不同工藝參數數值表
根據圖6所示不同工藝參數下彎管壁厚變化率曲線圖,僅圖a中比較明顯得到隨著鋼管壁厚的增大彎管的減薄率有一定程度的減小,而圖b、c、d中工藝參數的改變對彎管壁厚變化率影響較小,且管壁減薄率均>12.5%。經過對在不同工藝參數下得到的壁厚變化率數值結果進行精確的對比分析,明顯看出工藝參數的變化對彎管成形質量的改進有限。因此,初步選取較優的工藝參數方案:鋼管壁厚t=50 mm,μ=0.1,L1=1000 mm,L=1200 mm來進行后續方案探討解決。根據圖6結果也說明從彎管機設備上考慮,僅通過改變設備上的工藝參數來改進彎管減薄率過大的成效小,減薄率過大的技術難題仍沒有解決。因此,除了從設備上考慮,還應從工藝上改進小彎曲半徑彎管的生產方法。
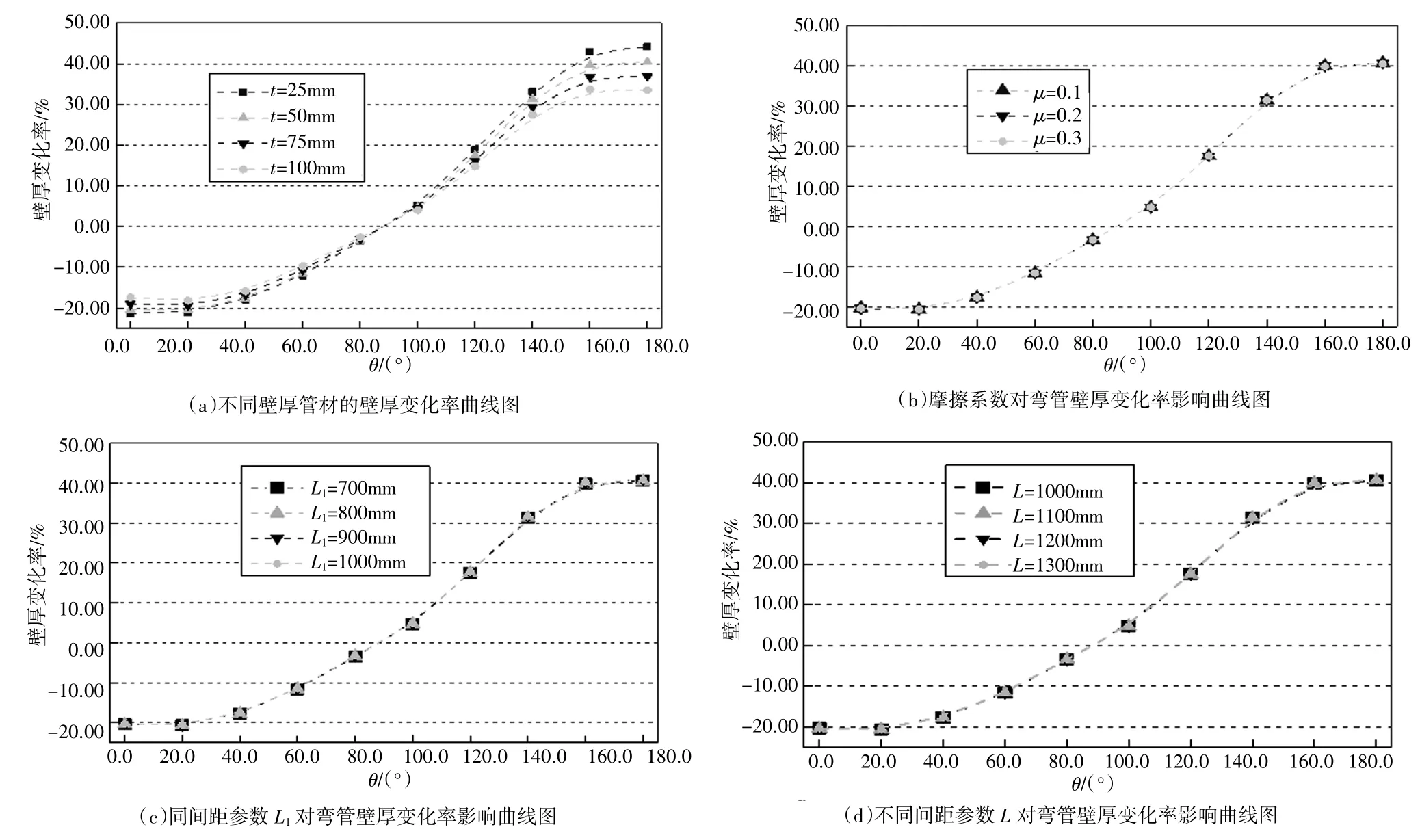
圖6 不同工藝參數對彎管壁厚變化率的影響
2.3 彎管壁厚減薄率優化方案
探討優化方案主要從工藝和設備兩個方面考慮。經過上述小節的研究,1.5D小半徑彎管在設備上的改進有限。因此,工藝上探討在彎管過程中對轉臂施加一個反向彎矩M反,通過施加反向彎矩作用來增大軸向的壓力,如圖7所示,相當于在管材的頭部方向施加一個反向作用力來壓縮彎管,使彎曲中性層遠離曲率中心,達到減小管壁外側拉應力的效果從而使壁厚減薄率減小,因而通過控制施加反向彎矩的大小來控制減薄率過大的問題。

圖7 施加反向彎矩作用彎管機示意圖
為了尋找壁厚減薄率恰好能達到12.5%要求的反彎矩,對模型中反彎矩參數進行不停調試,經過仿真計算得到了M反=56000 N·m時,在保證了彎管成形質量的前提下,得到了滿足國家規定的12.5%壁厚減薄率要求。根據成形彎管仿真結果,提取推彎過程中彎管橫截面上不同地方節點的壁厚變化率,得到壁厚變化率曲線圖如圖8(a)所示,圖8(b)是不施加反彎矩情況下形成的彎管壁厚變化率曲線圖。而根據曲線圖8(a)可以看出,施加反彎矩M反=56000 N·m時得到的最大壁厚減薄率12.4984%<12.5%,通過施加反彎矩的措施大大減小了減薄率,獲得的彎管是符合要求的,且彎管內側部分并沒有發生起皺現象,說明了施加反向彎矩來優化壁厚減薄率是可行的。

圖8 施加反彎矩不同彎角處周向壁厚變化率對比圖
3 結論
以大口徑管材為研究對象,采用有限元數值模擬方法對中頻感應加熱1.5D小彎曲半徑管材推彎成形過程中管材的變形特點進行了仿真研究,詳細分析了推彎成形過程中不同工藝參數變化對彎管壁厚變化率變化情況,并對彎管壁厚減薄率過大提出了施加反彎矩的優化方案。本研究主要得出以下結論:
(1)采用常規的中頻感應加熱彎管方法,得出小半徑彎管壁厚減薄率達到了20%,大于國家12.5%的標準,說明了常規感應加熱小半徑彎管方法的局限性和難以推廣的困難性問題。
(2)探討了不同工藝參數變化對彎管壁厚減薄率的影響情況,說明了僅從設備上改變工藝參數對彎管成形質量的改進有限。
(3)提出在轉臂上施加反彎矩的方法改進彎管減薄率過大的方案,并通過有限元數值模擬方法實現了減薄率小于12.5%的要求,且保證彎管橫截面不發生畸變。說明了采用常規的中頻感應加熱彎管方法,可以通過在轉臂上施加合適的反彎矩來獲得合適的減薄率,獲得符合要求的彎管。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52