淺談低吸全拋釉窯爐控制方法
2022-06-20 19:45:58殷少澤張歡樂張建東高名恒錢正平王安章
佛山陶瓷 2022年4期
殷少澤 張歡樂 張建東 高名恒 錢正平 王安章

摘 要:陶瓷界一直流傳一句話:生在原料,死在窯爐。生在原料意思就是選到好的原材料不但可以降低生產成本,還有利于燒成質量穩定;死在窯爐是指窯爐氣氛復雜,控制難度很高,稍不注意就容易造成批量性生產質量事故;所以各個陶瓷企業都非常關注窯爐工藝參數的控制。特別是低吸全拋釉產品(吸水率低于0.5%),由于吸水率低,燒成溫度高,生產過程中極易因為窯爐控制不當,造成質量問題。本文主要對低吸全拋釉產品窯爐控制方法進行概述。
關鍵詞: 低吸全拋釉;窯爐;環溫;吸水率;走位;光澤度
1 控制好窯爐溫度調整范圍
成熟的陶瓷企業已經有了適合坯體配方的窯爐溫度曲線,在生產穩定情況下不進行大范圍調整,但窯爐技術人員會根據生產實際情況進行微調,比如隨著外界環境溫度變化進行高溫區溫度調節,特別是北方,晝夜溫差大,如果窯爐保溫性能不好,窯爐高溫區白天晚上溫度調整范圍可能在3-5℃之間,而溫度調整有時間滯后性,約1h才能通過測溫環溫度反映出來。如果溫度調整過高,容易造成坯體軟化,從而使產品發生不規則變形,還可能造成輥棒印增大;如果溫度調整不夠,可能造成吸水率變大,產品出窯后反變大,平整度超標。所以必須根據環境溫度及測溫環溫度,控制好窯爐溫度調整范圍并做好記錄。窯爐環溫檢測記錄表格式如表1所示(寬體窯進三片)。
測溫環要注意品牌及測量手法,一般選用美國福祿的小環或英國波樂思的大環,不同品牌測溫環在高溫下的收縮不一樣,對應的溫度也不同,所以應該長期固定一種測溫環,不能隨意變動品牌。另外,測量人員的手法也會影響測量溫度,不同的測量人員人可能造成±5℃的偏差,所以要固定為窯爐主管或者班長進行測量,防止測量手法不一致影響窯爐溫度的調節。
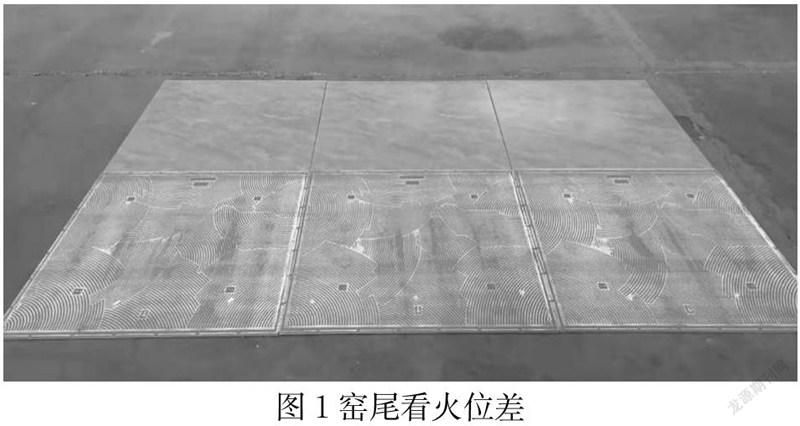
根據主中被的環溫還可以判斷窯爐火位差,火位差會造成產品色差,特別是深色產品,噴墨量大,如果主中被溫度差異超過3℃,顏色差異就會明顯,產品色差嚴重,極易造成客訴。一般可以采取同花紋不同火位產品進行對比色差,同時還要觀看磚背面顏色差異,如果有明顯色差,就需要調節窯爐火位差,一般顏色偏青,說明溫度高;顏色偏黃,說明溫度低。火位差主要通過長短槍進行調節。窯尾看火位差如圖1。
2控制好吸水率范圍
(1)低吸全拋釉實際生產中,陶瓷企業為了控制反變,通常會生產“雙零”產品,即吸水率燒到0.015%-0.05%之間,這樣反變最小,如果吸水率超過0.05%,反變可能會變大,平整度不好控制;如果吸水率低于0.015%,就要格外小心,一般廠家使用的電子天平誤差為萬分之一,存在測量誤差,吸水率小于0.015%可能數值已經不真實。如果稍不小心,窯爐內溫度升高,可能造成產品過燒,體積發生膨脹,吸水率反而變大。窯爐技術人員為了控制吸水率就會選擇繼續升高窯爐溫度,從而造成產品在高溫下軟化變形。這種情況在實際生產中經常出現,要特別小心。測吸水率一般采取真空法,設備如圖2。
(2)吸水率雖然可以很直觀的反映出坯體的燒結情況,但是測量吸水率的周期比較長,從取樣到設備抽真空檢測,一個周期需要2-3個h。實際生產中會采取測量坯體單淋面釉吸墨及光澤度、測量單坯淋拋釉光澤度、產品光澤度、產品煮水反彈等方法進行輔助監控。
1)坯體單淋面釉吸墨試驗是指取一瓶蓋藍色墨水倒在面釉表面,1min后用清水洗去,看面釉吸墨情況,如果坯體吸水率大,面釉吸墨嚴重,因為墨水有顏色,可以很直觀的表現出來;如果吸水率低,墨跡留下就會很少。這是一種主觀目測的判斷方法,需要窯爐技術人員長期的經驗積累才能進行有效判斷。測量單坯體面釉的光澤度也是為了輔助了解窯爐溫度情況,使用光澤度儀器測量,一般光澤度在4°-5°。超過此范圍,面釉可能存在過燒現象,窯爐需要降溫;光澤度達不到,可能溫度不夠,窯爐需要加溫。 2)測量產品光澤度的方法類似于單面釉的光澤度原理,由于生產穩定,坯體和釉料配方比較適應,窯爐技術人員要收集拋釉在窯爐溫度變化情況下的光澤度變化的范圍,一般拋釉光澤度在55°-65°之間波動。超過此范圍,窯爐需要降溫;光澤度達不到,窯爐需要加溫。另外,如果光澤低于55°,容易造成拋釉生燒,毛孔多,后期防污不容易通過。產品光澤度如圖4。
3)產品煮水反彈試驗是為了快速鎖定產品從出窯平整度到吸飽水后的平整度變化,也即最終反彈值。使用窯爐預熱將水燒沸騰,在窯尾取磚后放入煮水。煮水時間一般控制在3h即可。這個反彈值和吸水率息息相關,如果吸水率在0.15%-0.05%之間,反彈值一般在0.3mm以內,吸水率越大,反彈越大。如果吸水率接近低吸標準上限0.5%,反彈值可能在1.2mm左右。
3控制好窯爐內產品走位
磚坯在窯爐內通過輥棒向前移動,在長期的移動過程中會形成固定的“跑道”,形成固定的走位。但是在實際生產中,由于輥棒粘臟形成棒釘、磚坯致密度不均導致收縮不均等各種因素影響走位發生變化,此時需要窯爐技術人員進行調整,確保走位不發生變化。可以根據實際需要,采取更換輥棒、穿插異形棒、調整變頻等動作,以期達到走位的相對穩定。窯爐走位圖如圖5(寬體窯三片)。
穿插異形棒雖然可以解決窯爐走位問題,但是同樣會帶來負面效果,要嚴格控制異形棒的數量,并對穿插位置做好登記,否則會造成過猶不及的后果。
4其他窯爐控制方式
窯爐控制的本質還是在于溫度、壓力、氣氛三個核心要素。燒成溫度曲線要符合坯體配方的氧化還原反應;控制好零壓位位置保證正壓、微正壓或者負壓環境;壓力穩定才能控制燒成氣氛穩定,也就是氧化氣氛還是還原氣氛。這些道理每個燒窯的窯爐主管都懂得,但是好的燒窯主管更加關注細節,比如擋火墻和擋火板的位置,擋火板距離磚面的距離;長短槍的數量和位置;零壓位的位置;溫控表有無使用補償;急冷風管的開度;燃氣和助燃風的比例等等。總之業精于勤而工于細,將這些細節全部登記標示出來,避免后期調整時候發生錯亂,畢竟好記性不如爛筆頭。
以上方法措施,只是筆者結合生產實際情況進行的粗淺分析。如果窯爐技術人員能將以上措施靈活運用,“看磚燒窯”,而不是“看窯燒磚”,在控制低吸全拋釉窯爐過程中也會產生事半功倍的效果。E80D612A-C8AA-466A-91B6-A341199C4FE9
