地鐵剛性弓網系統接觸線磨損特性試驗研究*
2022-06-22 02:33:28劉達毅董丙杰陳光雄
潤滑與密封 2022年6期
范 杰 劉達毅 董丙杰 陳光雄
(西南交通大學摩擦學研究所 四川成都 610031)
近20年來我國城市軌道交通運輸得到了高速發展,剛性接觸網供電系統由于其空間占用少、接觸網無張力、架設和維護簡單等優點在城市軌道交通鐵路中得到了廣泛的應用。剛性接觸網-受電弓系統的工作壞境惡劣、工作負荷大,致使弓網摩擦材料的磨損比較嚴重[1-4]。在軌道交通列車運行過程中,各種原因(如運行軌道不平順、接觸線不平順、車體振動等)[5]會使得接觸線與受電弓上的滑板產生振動以及離線現象。振動及離線現象會引起電流電壓的突變,導致受電弓受流效率下降[6],同時會產生離線電弧破壞滑板與接觸線摩擦表面以及加劇滑板和接觸線磨耗,嚴重影響機車受電弓服役壽命[7-11],增大運行成本。根據統計,我國地鐵剛性接觸網系統的銅銀合金接觸線的磨損量普遍比較大,有些路段的接觸線磨耗壽命最短約為3.5年[1-4]。當接觸線出現嚴重磨耗的時候與之配副的受電弓滑板的磨耗也異常嚴重。正常情況下滑板的磨損壽命約為35 000 km,相當于3個月左右的使用壽命[1-4]。由于接觸線的磨損量相對于受電弓滑板的磨損量小得多,其試驗研究需要大量的時間消耗和材料消耗,所以文獻鮮見對地鐵剛性接觸線磨耗性能的研究。
為了研究地鐵剛性接觸網系統接觸線磨損的規律,本文作者使用載流摩擦磨損試驗機,選用目前地鐵剛性接觸網系統常用的浸金屬碳滑板/銅銀合金接觸線作為摩擦副,以及地鐵弓網系統運行參數進行載流摩擦磨損試驗,研究地鐵剛性接觸網系統接觸線的磨耗規律。
1 試驗部分
1.1 試驗設備
試驗設備主要包括載流摩擦磨損試驗機、直流恒流電源和數據采集系統。載流摩擦磨損試驗機結構簡圖如圖1所示,主要由支撐框架、轉盤、變頻電機、滑板夾具等組成。銅銀合金接觸線鑲嵌在直徑為1 100 mm的轉盤上。轉盤由變頻電機驅動,接觸線與滑板的相對滑動速度可以在20~400 km/h范圍內調節。往復電機驅動凸輪機構帶動承重臺、滑塊夾具和浸金屬碳滑板進行垂直往復運動,模擬弓網之間的拉出值運動,往復運動頻率范圍為0.15~3 Hz。通過砝碼和滑輪裝置給浸金屬碳滑板施加法向力,使浸金屬碳滑板與轉盤接觸線接觸。
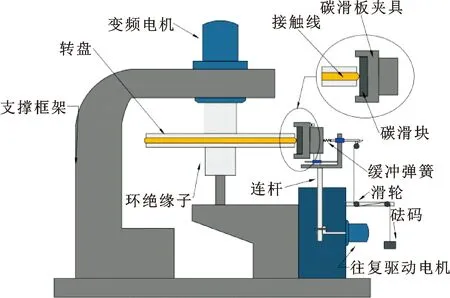
圖1 試驗機結構Fig.1 Structure of the test machine
試驗電源采用直流恒流源,其輸出電流范圍為DC 0~1 000 A,輸出電壓為DC 0~7 V,輸入為380 V三相交流電。便攜式數據采集系統可以同時采集回路電流、弓網間的電壓降、摩擦力等數據,數據采樣頻率為1 kHz。圖2示出了數據采集分析系統原理。

圖2 數據采集系統Fig.2 Data collecting system
1.2 接觸線磨損量測量設備
使用LJ-G015高精度2D激光位移傳感器來測量接觸線橫截面輪廓,激光波長為655 nm,測量最高精度為0.001 mm,激光刷新頻率為5 Hz。激光傳感器安裝在離接觸線2 cm處,如圖3所示。采用霍爾式電壓傳感器和電流傳感器分別測量弓網電弧電壓和通過電流;用應變力傳感器測量滑板與接觸線的周向滑動摩擦力,并計算其滑動摩擦因數;用精度為0.001 g的精密電子天平測量滑板的磨損量。

圖3 接觸線輪廓測量儀器Fig.3 The measurement instrument for contact wire profiles
由于環-塊式載流摩擦磨損試驗機的接觸線鑲嵌在轉盤上,拆裝困難,故不能用天平直接測量接觸線的質量變化。沿著接觸線周向將其均勻劃分成6等份,試驗后分別使用高精度2D激光位移傳感器測量每一等份位置處接觸線的橫截面輪廓,用下式計算接觸線磨耗量:
(1)
式中:m為接觸線磨損質量;ρ為接觸線密度;R為轉盤半徑;b為接觸線寬度;fi(x1)為試驗前接觸線輪廓投影到二維坐標系的表達式;Fi(x2)為試驗后接觸線輪廓投影到二維坐標系的表達式。
滑板相對于接觸線每滑動1 000 km測量一次滑板和接觸線的磨損量。
1.3 試驗材料
試驗采用的摩擦副材料為銅銀合金接觸線和浸金屬碳滑板,分別取自于地鐵接觸網系統以及地鐵車輛受電弓。將浸金屬碳滑板切割成尺寸為130 mm×34 mm× 25 mm的長方體試樣,安裝在試驗機的滑板夾具上。將銅銀合金接觸線鑲嵌在直徑1 100 mm的轉盤上。浸金屬碳滑板中銅質量分數為24.49%,碳質量分數為71.62%,剩余為雜質;其密度為2.3 g/cm3,硬度為100HS。銅銀合金接觸線銅質量分數為99.8%,銀質量分數為0.1%,剩余為雜質;其密度為8.96 g/cm3,硬度為60HRBW。
1.4 試驗參數及試驗方法
試驗參數選取如下:滑動速度v=80 km/h,滑板的通過電流I=300 A,滑板與接觸線之間的法向力Fn=45 N,試驗的滑動距離d=6 000 km,浸金屬碳滑板往復運動頻率為0.15 Hz,往復行程為110 mm。
為了研究電火花放電對接觸線磨損的影響,文中進行了有、無電火花放電時浸金屬碳滑板/銅銀合金接觸線的直流電滑動摩擦磨損試驗。通過去除滑板緩沖彈簧增大滑板振動來提高離線率模擬出電火花放電情況[12],電火花放電時法向力施加推桿與滑板夾具之間為剛性連接,無電火花放電時法向力施加推桿與滑板夾具之間緩沖彈簧剛度系數為14 000 N/m。
1.5 載流效率的計算
載流效率可以準確反映出弓網系統的受流質量,其計算方法是弓網系統中動態通過電流與弓網極低速滑動時通過的穩態電流之比值。載流效率η的計算公式為
(2)
式中:η為載流效率;I為弓網動態通過電流值;Is為弓網摩擦副以極低速滑動時的穩態電流。
2 試驗結果與討論
2.1 電火花放電對接觸線磨耗量的影響
圖4所示為試驗直流電流I=300 A、滑動速度v=80 km/h、法向載荷Fn=45 N條件下,有、無電火花放電時接觸線的磨損率隨滑動距離的變化曲線。可以明顯看出,電火花放電狀態下接觸線磨損率明顯大于未出現放電情況下接觸線的磨損率,最大相差9.66倍。電火花放電狀態下,接觸線磨損率出現了先下降后急速上升最后緩慢下降趨勢,當滑動到5 000 km時,接觸線磨損率達到頂峰,其值為0.025 30 g/km。當無電火花放電時,接觸線與受電弓滑板接觸良好,接觸線與浸金屬碳滑板燒蝕作用較弱,接觸線磨損率一直在0.002 5 g/km左右波動,比有電火花放電時接觸線的磨損率更加穩定。出現這種趨勢原因可能是滑動距離較低時,接觸線與浸金屬碳滑板之間表面較為粗糙,磨合度較低,因此在滑動距離1 000 km時磨耗量較大。但由于此時接觸線變形率較低,離線率較低,且放電產生的氧化物薄膜能保護接觸線表面,接觸線磨耗量還是能夠保持下降。3 000 km之后接觸線磨耗急速上升可能是因為在之前滑動中持續性電火花放電使得接觸線表面層發生了軟化,接觸線不平順度隨著滑動距離增加產生了積累,導致振動加劇離線率增高,氧化膜被破壞。當放電能量達到一定程度后,會熔化接觸線和滑板材料,接觸線與滑板會同時產生大量磨耗[13]。最后磨耗率又下降的原因可能是持續振動以及燒蝕中燒蝕坑的不斷擴展導致材料表層脫落后,接觸副材料的表面狀況得到改善,磨損率減少。

圖4 有無電火花工況下接觸線磨損率隨滑動距離的變化Fig.4 Variation of wear rate of the contact wire with slidingdistance with and without electric spark discharge
2.2 電火花放電對接觸線和滑板磨損率的影響
圖5所示為試驗電流I=300 A、滑動速度v=80 km/h、法向載荷Fn=45 N條件下,接觸線與浸金屬碳滑板的磨損率隨滑動距離的變化曲線。可以看出,浸金屬碳滑板磨損率與接觸線磨損率變化趨勢大致相同,接觸線磨損率始終大于滑板磨損率。在滑動距離3 000 km前可以認為在磨合階段,此時磨耗量會隨著滑動距離增加而下降;但在3 000 km之后兩者磨耗量快速增加,可能原因是電火花放電破壞了滑板與接觸線之前所形成的氧化膜,且長時間的電火花放電導致接觸線表面軟化產生不平順,兩者間接觸變差,導致滑板和接觸線表面磨耗加劇。當滑動距離達到5 000 km后,浸金屬碳滑板磨損率與接觸線磨損率均出現下降趨勢,浸金屬碳滑板之前被破壞的材料表面脫落,接觸副接觸情況改善,摩擦副又達到了平衡狀態,兩者磨耗量又開始下降。隨著滑動距離增加,兩者的磨損率的差值越來越大,出現這種情況的原因可能是電火花放電過程中有明顯的材料轉移現象,接觸線銅密度較高,浸金屬碳滑板密度較低,在滑移過程中轉移到浸金屬碳滑板上的材料質量較高,而浸金屬碳滑板轉移到接觸線表面的僅為少量碳粉,質量可以忽略不計,因此導致兩者磨耗率的差異增大。

圖5 有無電火花工況下接觸線和滑板磨損率隨滑動距離的變化Fig.5 Variation of wear rate of the contact wire and strip withsliding distance with and without electric spark discharge
2.3 電火花放電對摩擦因數的影響
圖6所示為試驗電流I=300 A、滑動速度v=80 km/h、法向載荷Fn=45 N條件下,有、無電火花放電情況下摩擦因數隨滑動距離的變化曲線。可以看出,有電火花放電時的摩擦因數一直小于無電火花放電時的摩擦因數,且出現電火花放電時摩擦因數基本上小于0.3,只有在滑動距離為4 000 km時摩擦因數達到了0.31,而未出現放電時摩擦因數較高,保持在0.35~0.50之間。這是由于出現電火花放電時,浸金屬碳滑板與接觸線之間會產生高達幾千度的瞬時高溫,高溫使得銅銀合金接觸線產生熔融,減小阻抗力,同時滑板與接觸線表面均會產生氧化物[14],氧化膜的不斷產生使得摩擦副整體摩擦因數減小。而無電火花放電時,系統溫度比較穩定而且明顯小于電火花放電時產生的溫度,因此氧化膜形成速度較慢,導致摩擦副整體摩擦因數較高。雖然未出現電火花放電時摩擦因數高于電火花放電時,但是由于電火花放電對接觸線表面產生了熔融和破壞[15],使得接觸線磨損率遠高于未出現電火花放電時接觸線的磨損率。
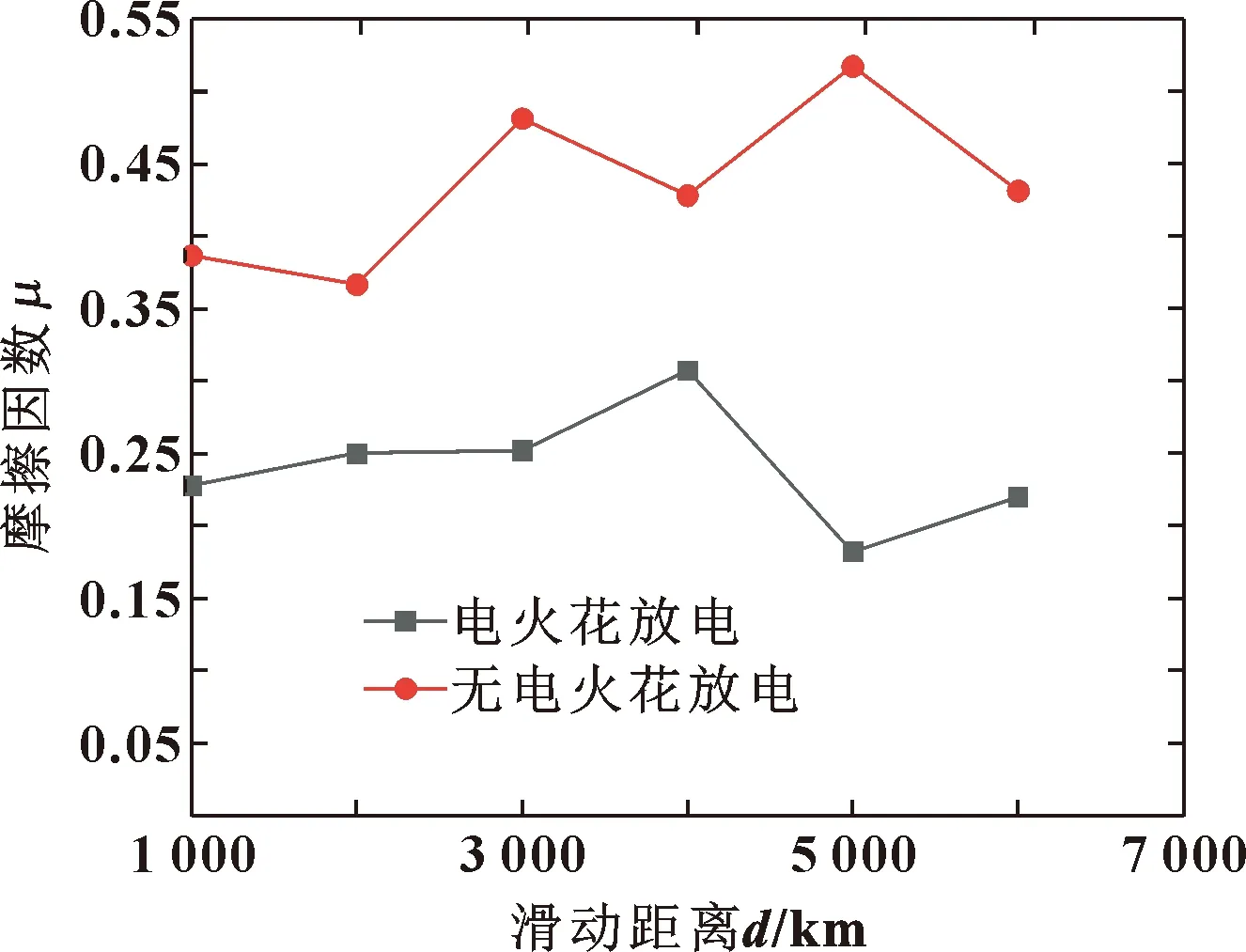
圖6 有無電火花工況下摩擦因數隨滑動距離的變化Fig.6 Variation of friction coefficient with sliding distancewith and without electric spark discharge
2.4 電火花放電對載流效率的影響
圖7所示為試驗電流I=300 A、滑動速度v=80 km/h、法向載荷Fn=45 N條件下,有、無電火花放電情況下載流效率隨滑動距離的變化曲線。可以看出,未出現放電時,弓網載流效率在滑動距離6 000 km內一直穩定在95%以上,且曲線平緩未出現較大的波動;出現電火花放電現象時,載流效率波動較大,波動超過了3%,且載流效率均小于90%。當出現電火花放電時,滑動振動較為劇烈,滑板與接觸線之間離線率增高,導致受流效果變差,因此出現電火花放電時,弓網間載流效率必然會下降。同時結合圖4和圖7,可以發現當接觸線磨損率變化率達到最大值時,載流效率達到最低值,僅有86.57%。這是因為當接觸線磨損率變化率達到極值時,此時放電會對接觸線表面和滑板表面破壞最為嚴重,兩者之間接觸的微凸體被電弧燒蝕[16],使得弓網之間離線率增高,最后使得載流效率下降到最小值。

圖7 有無電火花工況下載流效率隨滑動距離的變化Fig.7 Variation of current-carrying efficiency with slidingdistance with and without electric spark discharge
2.5 表面形貌分析
圖8所示為有、無電火花放電2種情況下接觸線在滑動6 000 km后經過75%乙醇處理后的表面形貌。可以看出,電火花放電情況下接觸線表面形貌被嚴重破壞,縱向和橫向均出現了非常明顯的磨痕,同時還可以看見部分未磨損的接觸線表面,說明電火花放電時接觸線表面并不是均勻磨耗,此時電火花放電會使得接觸線部分磨耗量增高,增大離線率使得弓網接觸情況惡化,電火花放電更加劇烈,接觸線形貌被嚴重破壞。無電火花放電時接觸線表面完整光滑,沒有出現明顯燒蝕的磨損現象,僅可見少量橫向磨痕,接觸線顏色較電火花放電的接觸線亮,說明無放電情況時接觸線表面產生的氧化物較少,與前文摩擦因數分析結果相同。
圖9顯示了有、無電火花放電時浸金屬碳滑板磨痕的光學顯微鏡照片。可以看出,電火花放電后浸金屬碳滑板表面產生了大量的燒蝕坑,同時可以明顯看見接觸線銅元素轉移到了浸金屬碳滑板表面。這是因為在高溫電弧的燒蝕下,接觸線部分銅發生了熔融,熔融的銅轉移到了浸金屬碳滑板上;同時由于“之”字運動,滑板與接觸線接觸區域變化,使得滑板非接觸區溫度下降,此時銅凝固在滑板表面。無電火花放電的滑板表面相較于電火花放電的滑板更為完整,剝離掉落部分較少,僅見到少部分沿相對滑動速度切線方向的機械犁溝,燒蝕坑數量遠遠少于電火花放電的燒蝕坑數量。

圖9 有無電火花工況下浸金屬碳滑板磨痕的光學顯微鏡表面形貌Fig.9 Optical microscope pictures of the surface morphologyof the metal-impregnated carbon strips with andwithout electric spark discharge:(a) with sparkdischarge; (b) without spark discharge
圖10所示為有、無電火花放電時浸金屬碳滑板的SEM磨損形貌照片。從圖10(a)、(b)可以看出,無電火花放電時磨痕表面的燒蝕坑數量較少,可見磨粒,其主要磨損形式是機械磨損。從圖10(c)、(d)可以看出,有電火花放電時滑板表面出現了大面積剝落,且剝落區域周邊也出現了裂紋擴展。比較圖10(b)、(c)可以看出,有電火花放電時滑板表面裂紋尺寸遠大于無電火花放電時的裂紋尺寸,且前者滑板材料的剝落區域較大,出現大面積剝落是因為滑板支撐架與法向力施加桿為剛性連接,使得滑板受到的沖擊振動較為強烈,強烈振動使得滑板撞擊接觸線,使得滑板表面材料產生大面積脫落。
通過掃描電鏡以及光學顯微鏡對浸金屬碳滑板表面觀察,在電火花放電工況下浸金屬碳滑板的磨損形式主要為持續性電火花放電產生的電弧燒蝕和機械磨損。機械磨損主要為熱應力裂紋擴展和振動共同作用下產生的材料表面剝落以及浸金屬碳滑板與接觸線摩擦產生的劃痕。電弧燒蝕和機械磨損均對浸金屬碳滑板磨耗量有較大影響。
3 結論
(1)在電火花放電工況下,接觸線和浸金屬碳滑板磨耗量遠高于無電火花放電工況下接觸線和浸金屬碳滑板的磨耗量,接觸線與浸金屬碳滑板磨耗量的變化趨勢一致,說明接觸線磨耗大的時候滑板材料磨耗也大。
(2)有電火花放電時弓網之間的滑動摩擦因數小于無電火花放電工況下弓網之間的滑動摩擦因數。
(3)在電火花放電工況下,弓網載流效率出現較大波動,載流效率低于90%。在無電火花放電工況下,弓網載流效率波動較小,載流效率約為96%。
(4)電火花放電會使得浸金屬碳滑板表面出現大面積剝落,裂紋擴大,同時出現大量燒蝕坑,接觸線和浸金屬碳滑板出現大量磨損,因此在實際工況中,應盡量避免弓網系統出現電火花放電。