基于國產CAXA軟件對結構復雜零件工藝驗證
2022-06-23 08:39:54李凱旋
智能制造 2022年3期
李凱旋,劉 剛
(陜西航天動力高科技股份有限公司,陜西 西安 710000)
1 引言
對于結構復雜、加工不便(依靠手工編程不可能實現或手工編程耗時大、易出錯)的單件/小批量的零件,生產中如果按照傳統制作模具以鑄件進行加工的方式費用高、周期長,因此考慮利用國產CAXA制造工程師數控編程軟件結合各類加工設備進行復雜零件加工,以降低生產成本、縮短生產周期、滿足現在實物招投標的生產節奏。目前機械加工行業數控編程軟件CATIA、NX、PRO/E、MASTERCAM、HYPERMILL和POWERMILL等基本都為國外軟件,國產軟件幾乎沒有。CAXA制造工程師軟件作為國產數控編程軟件雖然起步晚,但經過數年的完善,最終形成界面操作簡單、便于上手、功能齊全的特點,并不遜于國外數控編程軟件。如該軟件能解決實際加工中的問題,保證加工質量,便可降低對國外數控編程軟件技術的依賴,對于國有企業及科研院校的生產與研究尤為重要。
本文以某型號開式葉輪為例,詳細對CAXA制造工程師從三維建模、數控編程、仿真加工及后置處理進行工藝驗證。本文中CAXA軟件為CAXA制造工程師2016版。
2 工藝方法驗證
首先對該開式葉輪制定加工工藝路線,傳統加工工藝路線為制作模具進行鑄造,利用車床進行外輪廓加工,利用鉆床進行孔加工,最后葉片通過打磨拋光,保證圖紙粗糙度要求。
基于CAXA軟件制定加工工藝路線為該葉輪葉片沿軸線均勻分布,因此毛坯采用棒料,利用車床進行輪廓開粗并留夾頭,然后利用數控加工中心設備進行葉片加工、底座及孔加工,最后利用車床將夾頭去除。
2.1 創建三維模型
首先對圖樣進行分析,該零件為開式葉輪,材料為航空鋁材,葉片及底座粗糙度為Ra3.2,葉片與底座帶有弧度,葉片頂面帶有角度。然后利用CAXA制造工程師軟件制造模塊或3D設計環境模塊進行三維建模均可,本文是在制造模塊進行建模。開式葉輪三維圖如圖1所示。
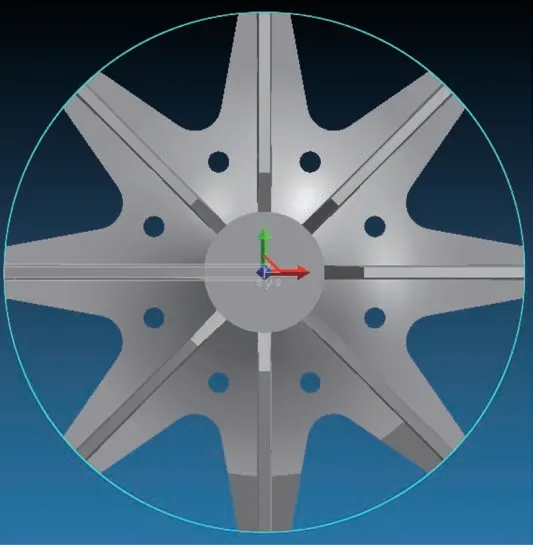
圖1 開式葉輪三維圖
2.2 建立加工毛坯
該開式葉輪采用棒料加工,利用CAXA制造工程師軟件軌跡管理欄中的毛坯選項進行毛坯定義,毛坯類型選擇柱面及真實感,軸向中VX設置為0,VY設置為0,VZ設置為-1,長度按照車工加工后所留余量情況進行具體設置,精度設置為0.01。
2.3 裝夾方式設置
裝夾方式的設置決定零件的加工路線。該毛坯為棒料,利用三爪卡盤裝夾葉輪背面車床加工的夾頭,該種裝夾方式經濟可靠,便于裝卸。裝夾方式確定后,利用CAXA制造工程師軟件工具選項創建坐標系命令進行加工原點確定,該程序原點決定數控加工中心設備刀具原點及NC程序輸出原點。該葉輪加工原點設置在葉輪前端面中心點20 mm高度處。
2.4 創建刀具
該材料為航空鋁,開粗采用直徑φ10、R2的圓角立銑刀,精加工采用直徑φ10的球刀,及直徑φ6的球刀,鉆孔采用φ5鉆頭直接加工成型,中間孔采用φ20鉆頭及φ10鏜刀加工成型。利用CAXA制造工程師軟件軌跡管理欄中的刀具命令創建刀具,其中半徑補償號與長度補償號需與實際加工中數控加工中心刀具庫中刀具號一一對應,保證加工中刀具準確無誤自動調用。
2.5 創建加工方法
葉片及底座利用CAXA制造工程師軟件三軸模塊的等高線粗加工、等高線精加工及平面區域粗加工、筆式清根加工四種加工方式進行加工,等高線粗加工用φ10的圓角銑刀,層高設置1 mm,行距設置2m,加工余量設置0.2 mm,加工精度設置0.1 mm;等高線精加工用φ10的球刀,層高設置0.05 mm,加工精度設置0.01 mm;平面區域粗加工用φ6球刀,行距設置0.2 mm,每層下降高度設置0.5 mm,加工精度設置0.01 mm,補償設置TO,主要對等高線精加工殘留區域進行補加工;筆式清根加工用φ6球刀順銑,多層清根開啟,刀次設置3次,最大行距設置0.02 mm,加工精度設置0.01 mm。孔采用孔加工選項中的固定循環加工命令,控制系統選擇FANUC(根據實際加工設備系統選擇),功能名稱分別選擇排屑鉆孔與鏜孔命令進行φ5孔與中間φ21孔加工。等商線精加工如圖2所示。
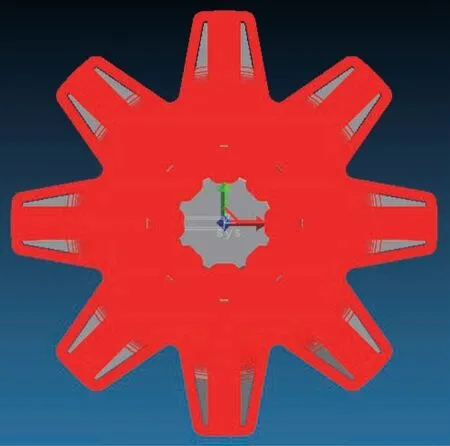
圖2 等高線精加工
2.6 實際加工仿真
加工方法設置后,利用CAXA制造工程師軟件實體仿真命令對零件進行實際加工模擬,在統計命令中可以查看程序全部加工時間、進給移動時間、快速移動時間、全部軌跡長度、進給移動長度和快速移動長度,在分析命令中可以根據顏色查看碰撞、刀具、進給、刀軸和軌跡方向等是否正確,在移動列表命令中可以檢查NC程序段運行時各段程序坐標點、旋轉軸位置等情況,在報告命令中可以查看NC程序運行時各段程序是否存在干涉、碰撞等情況,在切削仿真命令中設置刀刃、軸、刀頭和刀柄的干涉檢查。如發現存在干涉、碰撞等情況返回切削功能命令進行參數更改。
2.7 NC程序生成
實體仿真確定無誤后,利用CAXA制造工程師軟件后置處理功能生成NC程序。生成后置代碼時根據實際加工設備數控系統進行選擇,同時將要生成的后置代碼文件名的后綴.cut更改為.txt或.nc。NC程序如圖3所示。
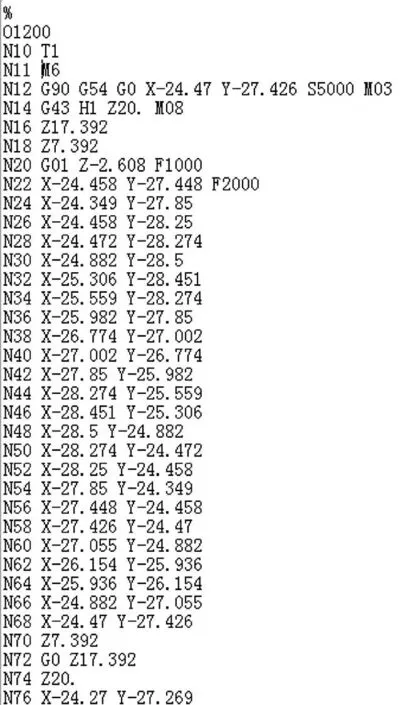
圖3 NC程序
同時可借助CAXA編程助手對NC程序進行軌跡模擬及局部程序指令的更改,編程助手在程序更改時可同步進行軌跡模擬,便于檢查程序段更改是否正確、合理,從而提高加工效率。
2.8 程序導入設備進行加工
程序通過CF卡傳至數控加工中心設備進行加工。
3 工藝驗證結果
將CAXA制造工程師軟件加工的葉輪與利用傳統模具進行鑄造加工的葉輪進行對比。依托鑄件加工的葉輪如圖8所示,依托軟件加工的葉輪如圖9所示。工藝驗證結果對比見表1。

圖8 依托鑄件加工的葉輪

圖9 依托軟件加工的葉輪
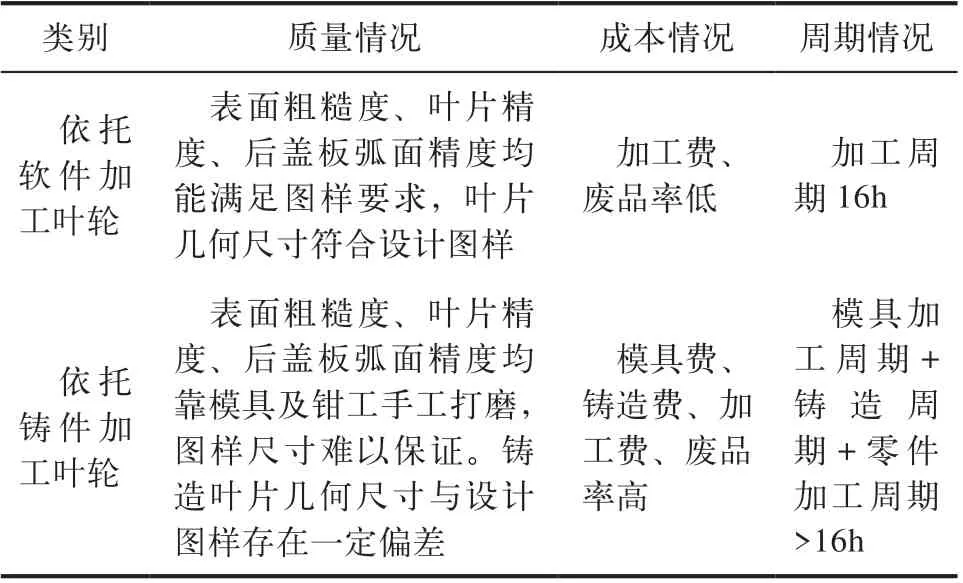
表1 工藝驗證結果對比
4 結束語

猜你喜歡
中等數學(2022年2期)2022-06-05 07:10:50
少先隊活動(2021年4期)2021-07-23 01:46:22
小學生學習指導(低年級)(2020年6期)2020-07-25 02:31:36
人大建設(2019年12期)2019-05-21 02:55:44
小學生學習指導(低年級)(2018年9期)2018-09-26 05:59:44
瘋狂英語·新讀寫(2018年2期)2018-09-07 09:32:10
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
