PAUT技術(shù)在海洋石油平臺(tái)卷管焊縫檢驗(yàn)上的應(yīng)用
2022-06-23 10:58:28蔣桂通寇玉全路正道王鑫陳明
機(jī)電工程技術(shù) 2022年5期
蔣桂通,寇玉全,路正道,王鑫,陳明
(海洋石油工程股份有限公司,天津300450)
0 引言
PAUT 技術(shù)已成功應(yīng)用于海洋石油平臺(tái)的管線檢驗(yàn)、海管檢驗(yàn)以及船體結(jié)構(gòu)焊縫檢驗(yàn)[1]。在這些檢測(cè)對(duì)象上,PAUT 技術(shù)在取代RT 方面取得了顯著的經(jīng)濟(jì)效益和安全效益。而目前海洋石油平臺(tái)建造過(guò)程中的大量拉筋、立柱、鋼樁、導(dǎo)管及隔水套管等卷管焊縫依然在使用傳統(tǒng)的超聲波檢驗(yàn)。在卷管接長(zhǎng)規(guī)模化生產(chǎn)及PAUT 技術(shù)經(jīng)驗(yàn)成熟的今天,同時(shí)海洋石油平臺(tái)鋼結(jié)構(gòu)最常采用的AWS D1.1標(biāo)準(zhǔn)2020版也增加了關(guān)于PAUT技術(shù)的內(nèi)容[2],詳細(xì)說(shuō)明了有關(guān)結(jié)構(gòu)焊縫采用相控陣超聲波檢驗(yàn)標(biāo)準(zhǔn)的執(zhí)行和驗(yàn)收細(xì)則。本文目的在于研究相控陣超聲波檢驗(yàn)鋼樁、立柱、導(dǎo)管等大厚度卷管焊縫的掃查工藝,驗(yàn)證PAUT 技術(shù)在海洋石油平臺(tái)卷管焊縫檢驗(yàn)上的應(yīng)用是可行的。
通過(guò)相控陣超聲波檢驗(yàn)與常規(guī)超聲波檢驗(yàn)的理論對(duì)比和試驗(yàn)對(duì)比,選用海洋石油平臺(tái)現(xiàn)場(chǎng)具有代表性的含自然焊接缺陷的大厚度的鋼樁、立柱、導(dǎo)管環(huán)焊縫和縱焊縫為試驗(yàn)?zāi)繕?biāo)進(jìn)行相控陣超聲波檢驗(yàn)及常規(guī)超聲波檢驗(yàn)對(duì)比分析。得出相控陣超聲波檢驗(yàn)技術(shù)在檢驗(yàn)鋼樁、立柱、導(dǎo)管等卷管焊縫時(shí)明顯優(yōu)于常規(guī)超聲波檢驗(yàn)的結(jié)論,主要體現(xiàn)在圖像的顯示更全面且直觀,缺陷的檢測(cè)效率更高,檢驗(yàn)的可重復(fù)性更高,采集數(shù)據(jù)不受人為因素的影響,為海洋石油平臺(tái)拉筋、立柱、鋼樁、導(dǎo)管及隔水套管等卷管焊縫的檢驗(yàn)效率的提升奠定了基礎(chǔ)。
1 PAUT原理
PAUT的全稱是Phased Array Ultrasonic Testing,即相控陣超聲波檢測(cè),它是基于常規(guī)UT(Ultrasonic Testing,超聲波檢測(cè))的一種先進(jìn)的超聲波檢測(cè)方法。相較于常規(guī)超聲波檢測(cè)而言,相控陣超聲波檢測(cè)的設(shè)備、探頭、軟件等都有明顯的升華,常規(guī)超聲波檢測(cè)只能呈現(xiàn)一維的A 掃波幅顯示,而PAUT 可呈現(xiàn)除A 掃以外的B 掃、C掃、D掃、S掃等端面顯示、側(cè)視圖和俯視圖,從而更直觀地顯示出缺陷的位置和大小[3]。常規(guī)超聲波檢驗(yàn)探頭只能是0°、45°、60°或70°,而PAUT 的探頭是由多個(gè)晶片組成的,每個(gè)晶片相當(dāng)于一個(gè)常規(guī)探頭,可實(shí)現(xiàn)波束偏轉(zhuǎn)、聚焦等功能,產(chǎn)生的是角度范圍,PAUT 與UT 原理對(duì)比如圖1 所示,因此PAUT 不需要頻繁地更換探頭,可實(shí)現(xiàn)一次掃查全體積覆蓋[4]。相控陣超聲波檢測(cè)編碼器的使用使得在缺陷測(cè)長(zhǎng)方面也非常的簡(jiǎn)單和直觀。

圖1 PAUT與UT原理對(duì)比
2 設(shè)備材料
PAUT儀器:OlympusOmniscan MX2;
PAUT探頭:5L32-A11,匹配楔塊SA11-N55S-IHC;
UT儀器:USM35;
UT探頭:5Z10X10A45、5Z10X10A60、5Z10X10A70;
試件:?1 969 mm×32 mm環(huán)焊縫、?2 240 mm×38 mm縱焊縫、?2 500 mm×60 mm縱焊縫。
3 試驗(yàn)方案
3.1 PAUT掃查
利用NDT Setutbuilder 制作PAUT 的掃查工藝,分別根據(jù)板厚、坡口型式、探頭、楔塊等參數(shù),制作出相應(yīng)的掃查工藝,如圖2 所示,根據(jù)掃查工藝用OlympusOmniscan MX2 相控陣超聲波儀器對(duì)PAUT 探頭、楔塊、與試驗(yàn)件同材質(zhì)的標(biāo)準(zhǔn)試塊和校準(zhǔn)試塊進(jìn)行聲速、靈敏度、楔塊延時(shí)校準(zhǔn)及TCG 曲線制作,校準(zhǔn)后對(duì)環(huán)焊縫和縱焊縫進(jìn)行PAUT 掃查。總共需要制作3 根TCG 曲線,完成3次掃查即可,如聲束覆蓋不全可進(jìn)行6次掃查。
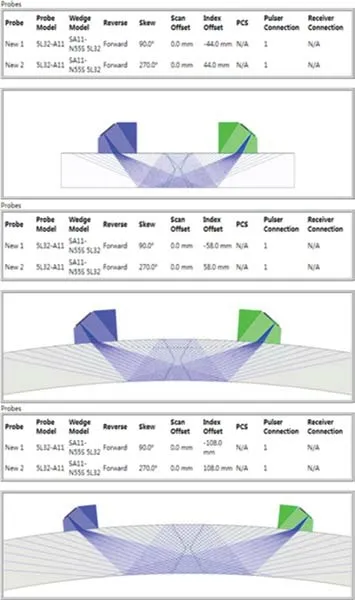
圖2 掃查工藝
3.2 常規(guī)UT掃查
針對(duì)?1 969 mm×32 mm環(huán)焊縫制作出45°、60°、70°探頭的DAC 曲線,對(duì)焊縫進(jìn)行雙面雙側(cè)掃查,需要進(jìn)行12 次掃查。針對(duì)?2 240 mm×38 mm 縱焊縫制作出45°、60°、70°探頭的DAC 曲線,對(duì)焊縫進(jìn)行雙面雙側(cè)掃查,需要進(jìn)行12次掃查。針對(duì)?2 500 mm×60 mm 縱焊縫制作出45°、60°、70°探頭的DAC 曲線,對(duì)每個(gè)焊縫進(jìn)行3 次完整的UT 掃查。對(duì)焊縫進(jìn)行雙面雙側(cè)掃查,需要進(jìn)行12次掃查。總共至少需要制作9根DAC 曲線,完成36次掃查。時(shí)間花費(fèi)上要長(zhǎng)的多,效率較低。
4 對(duì)比PAUT和UT
4.1 掃查分析?1 969 mm×32 mm環(huán)焊縫
對(duì)?1 969 mm×32 mm環(huán)焊縫的PAUT掃查數(shù)據(jù)進(jìn)行分析,如圖3 所示,可以對(duì)應(yīng)地看A 掃、扇掃(聲束截面圖)、B 掃(側(cè)視圖),可以直觀地讀出缺陷的深度23.4 mm,缺陷的起始點(diǎn)198~245 mm,即長(zhǎng)度為47 mm,缺陷在焊縫中的水平位置距離焊縫中心線左側(cè)1.6 mm。如有需要,也可以調(diào)出C 掃圖像,即缺陷的俯視圖。而UT只顯示A 掃,A 掃只代表聲波傳播的時(shí)間(距離)和波幅,只能讀出缺陷的深度為18 mm(由于缺陷的方向性,所測(cè)深度有所差異屬正常[5])。要想測(cè)得缺陷的長(zhǎng)度通常要在現(xiàn)場(chǎng)利用6dB 法或端點(diǎn)6dB 法測(cè)量探頭移動(dòng)的距離[6],缺陷的具體位置須要一比一作圖才能確定。
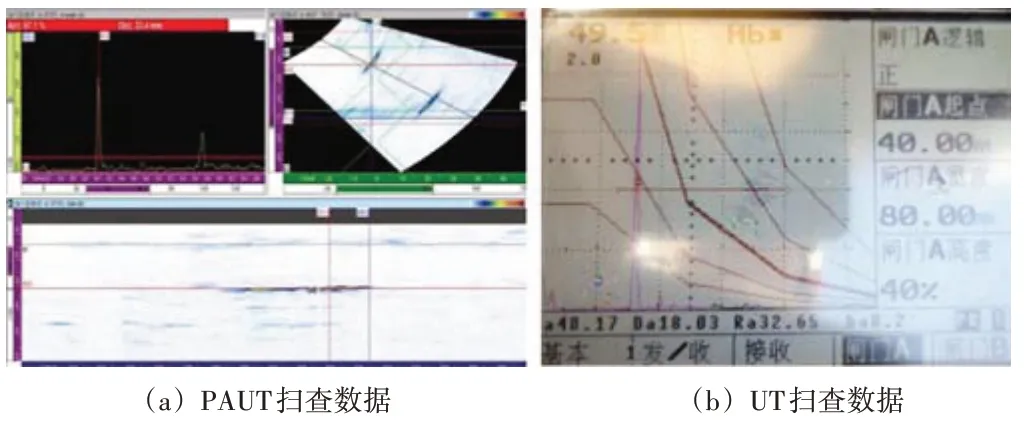
圖3 ?1 969 mm×32 mm環(huán)焊縫PAUT與UT掃查數(shù)據(jù)對(duì)比
4.2 掃查分析?2 240 mm×38 mm縱焊縫
對(duì)?2 240 mm×38 mm 縱焊縫的PAUT 掃查數(shù)據(jù)進(jìn)行分析,如圖4所示,可以對(duì)應(yīng)地看A掃、扇掃(聲束截面圖)、B掃(側(cè)視圖),可以直觀地讀出缺陷的深度21.8 mm,缺陷的起始點(diǎn)112~150 mm,即長(zhǎng)度為38 mm,缺陷在焊縫中的水平位置距離焊縫中心線右側(cè)0.3 mm。而UT 只顯示A掃,只能讀出缺陷的深度為17.3 mm(由于缺陷的方向性,所測(cè)深度有所差異屬正常)。要想測(cè)得缺陷的長(zhǎng)度通常須要在現(xiàn)場(chǎng)利用6dB 法或端點(diǎn)6dB 法測(cè)量探頭移動(dòng)的距離,缺陷在具體位置須要一比一作圖才能確定。
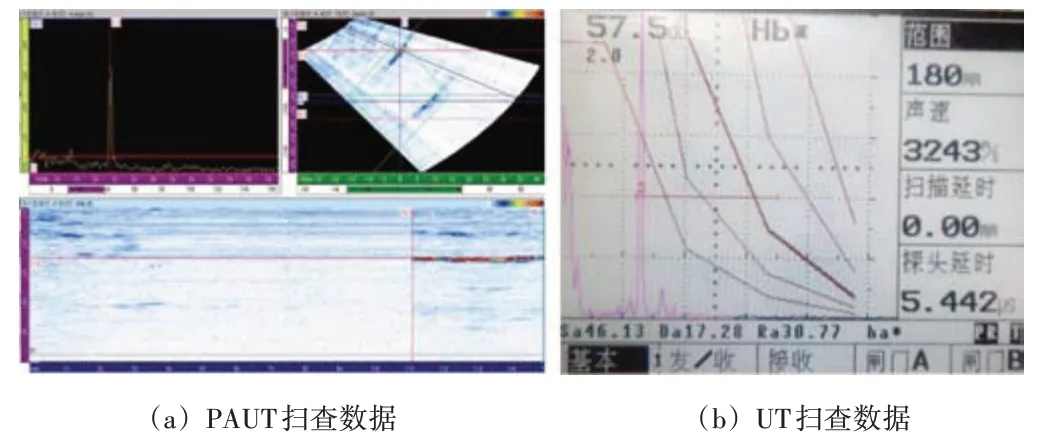
圖4 ?2 240 mm×38 mm縱焊縫PAUT與UT掃查數(shù)據(jù)對(duì)比
4.3 掃查分析?2 500 mm×60 mm縱焊縫
對(duì)?2 500 mm×60 mm縱焊縫的PAUT掃查數(shù)據(jù)進(jìn)行分析,如圖5所示,可以對(duì)應(yīng)的看A掃、扇掃(聲束截面圖)、B掃(側(cè)視圖),可以直觀的讀出缺陷的深度40.9 mm,缺陷的起始點(diǎn)2~100 mm,即長(zhǎng)度為98 mm,缺陷在焊縫中的水平位置距離焊縫中心線右側(cè)3 mm。而UT 只顯示A 掃,只能讀出缺陷的深度為41 mm。要想測(cè)得缺陷的長(zhǎng)度通常須要在現(xiàn)場(chǎng)利用6dB 法或端點(diǎn)6dB 法測(cè)量探頭移動(dòng)的距離,缺陷在具體位置須要一比一作圖才能確定。
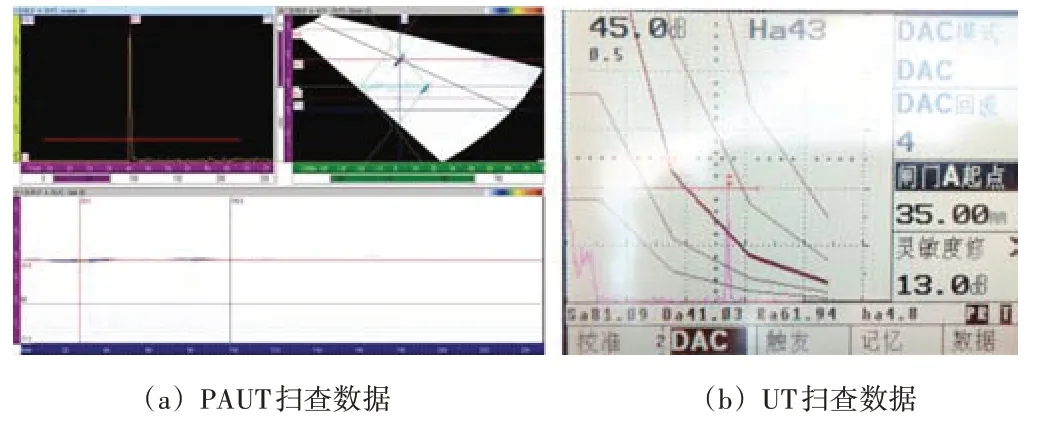
圖5 ?2 500 mm×60 mm縱焊縫PAUT與UT掃查圖像對(duì)比
4.4 對(duì)比
分析對(duì)相控陣超聲波和常規(guī)超聲波掃查數(shù)據(jù)進(jìn)行匯總,進(jìn)行圖像顯示、缺陷測(cè)長(zhǎng)、缺陷深度、缺陷自身高度、水平位置(距離焊縫中心線位置)、耗時(shí)等幾個(gè)方面的分析對(duì)比,如表1 所示。可看出,相控陣超聲波檢驗(yàn)大管徑,大厚度焊縫在技術(shù)上具有明顯的優(yōu)勢(shì)[7],而且圖像可以永久保存。除此之外,在PAUT 掃查數(shù)據(jù)的過(guò)程中,只要使用的是同一設(shè)置,不同的檢驗(yàn)員或同一檢驗(yàn)員在不同時(shí)期對(duì)一道焊口采集的數(shù)據(jù)是一致的,只要按照工藝設(shè)置好掃查偏移,沿焊縫方向進(jìn)行非平行掃查就可以[8],出現(xiàn)漏檢的概率較低,操作基本不受人為因素影響,對(duì)評(píng)圖人員的經(jīng)驗(yàn)和水平要求較高[9];而常規(guī)超聲波檢測(cè)出現(xiàn)漏檢和誤判的概率較大,操作和評(píng)判非常依賴于檢驗(yàn)員的水平[10]。
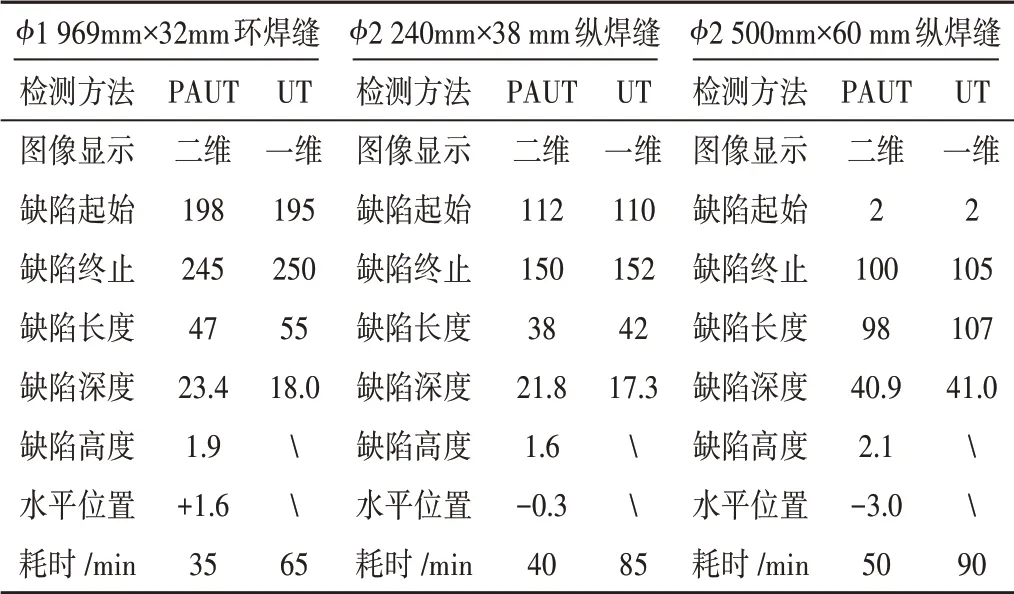
表1 掃查數(shù)據(jù)對(duì)比
5 結(jié)束語(yǔ)
通過(guò)PAUT 與UT 的原理對(duì)比[11],制定海洋石油平臺(tái)大厚度卷管環(huán)焊縫和縱焊縫PAUT 掃查工藝,選取典型的帶有自然缺陷的大厚度卷管環(huán)焊縫和縱焊縫進(jìn)行試驗(yàn)對(duì)比分析,得出在海洋石油平臺(tái)大厚度卷管焊縫的超聲檢驗(yàn)領(lǐng)域,PAUT 技術(shù)明顯優(yōu)于常規(guī)UT 技術(shù)的結(jié)論,主要體現(xiàn)在以下幾個(gè)方面:(1)PAUT 可呈現(xiàn)A 掃、B 掃、C 掃、D 掃、S 掃,圖像的顯示更全面和直觀,并且可永久保存;(2)由于聲束角度范圍大,缺陷的檢出率和效率更高[12];(3)受人為因素的影響較低,檢驗(yàn)的可重復(fù)性和可靠性更高。綜上所述,PAUT 技術(shù)在海洋石油平臺(tái)卷管焊縫檢驗(yàn)上的應(yīng)用是可行的,而且是非常可靠的。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13