衛星天線高低溫熱變形測量技術綜述
2022-06-28 07:01:14馬開鋒黃桂平蒲理華劉博學
航天器環境工程 2022年3期
申 旭,馬開鋒,黃桂平*,蒲理華,劉博學
(1.河海大學地球科學與工程學院,南京 210098;2.華北水利水電大學測繪與地理信息學院,鄭州 450046;3.中國空間技術研究院西安分院,西安 710000)
0 引言
衛星天線在信號傳輸過程的作用至關重要。在嚴酷的軌道空間環境中,強烈的太陽輻射和由此產生的溫度負荷會對天線的形狀穩定性造成很大影響。在衛星天線型面口徑一定的情況下,其工作頻率越高對型面精度要求越高。一般要求天線的型面精度是其工作波長的1/32~1/16,按照誤差忽略不計原則要求型面測量精度要達到其型面精度的1/5~1/3,可見對測量精度要求極高。以20 年前我國紫金山天文臺與美國合作研制的13.7m 毫米級天線為例,其最短工作波長2.6mm,表面精度要求±0.13mm,對測量精度的要求至少為±0.043mm。為確保高精度天線的在軌工作性能,驗證設計、材料和工藝的可靠性,同時修正熱變形分析模型,均要在地面對其進行高低溫環境熱變形測試。熱變形的溫度變化范圍根據產品的不同性能設定要求而定,一般均處于-180~+180℃之間。
本文對衛星天線高低溫測量技術的國內外研究現狀、以及熱變形測量方式、測量特點、一般流程和關鍵技術進行介紹,分析測量誤差影響因素,指出現存的技術問題,最后對該技術未來的發展進行展望。
1 衛星天線熱變形測量特點及研究現狀
衛星天線按其構型不同可分為固面天線、構架天線、傘狀天線和環狀天線等。衛星天線高低溫熱變形測量屬于變形測量的一種,其與變形測量的區別在于測量對象和測量環境不同。衛星天線作為一個獨立的工件產品,其本身即一個獨立坐標系,所進行的變形測量都是相對于其本身來說的,也叫相對變形測量。因其獨特的測量環境和被測物性質,衛星天線高低溫測量需要無接觸、自動化程度高、測量速度快、測量精度高、能適應高低溫和真空環境、測量方式靈活、測量設備小巧。對照上述特點,目前只有工業攝影測量的方式可以滿足其測量要求,這也是迄今為止國內外所進行的高低溫熱變形測量試驗幾乎全部采用工業攝影測量方式的原因。
工業攝影測量技術是在原航空攝影測量基礎上,結合計算機、數字圖像處理、模式識別、三角測量以及測量平差等技術原理而發展起來的一種精密測量技術。雖然工業攝影測量技術在應用中必須配以合作目標(攝影標志點)從而不能實現真正意義上的無接觸測量,并在某些特殊情況下還須配以激光雷達等測量手段,但它依然是目前最合適的天線反射面形狀測量方式并在其適用的情形下被廣泛采用。
國外對于工業攝影測量技術在航天領域的應用研究一直處于領先地位。1995 年德國IABG 的Frey 便總結了采用工業攝影測量的方式對天線塔和反射器進行極端溫度測量的方法,其針對直徑500~3500mm 的天線塔和反射器的變形測量達到了10μm/m 的相對測量精度。法國Alcatel 公司在進行高精度天線熱變形測試時將反射器豎直固定在定制的框架內,經保護后的相機安裝在可以大范圍旋轉的支架上從而可以在不同位置進行測試,提高了測試精度(如圖1所示)。加拿大航天局大衛實驗室的Wiktowy 等對大型真空罐內的CASA-ASAS 反射器和2 個Ka 頻段反射器進行了溫度為-170~170℃的真空熱變形測試(如圖2 所示),測試時將反射器固定在可以旋轉的框架中,采用燈陣替代加熱籠以避免對攝影的遮擋,相機安裝在防護裝置中。Rolo 等對歐洲航天局(ESA)建造的赫歇爾望遠鏡和普朗克望遠鏡進行了低溫測量以完成對其設計技術的驗證。印度的Behara 等采用工業攝影測量加投射光學標志的方式對航天器部件進行了熱變形測量,達到了50μm 的測量精度要求。Stegman等在NASA 噴氣推進實驗室25ft(7.62m)的空間模擬器中使用工業攝影測量系統對可展開網狀天線進行了太陽能熱真空測試。Ozawa 等使用近景攝影測量系統在直徑13m、帶有旋轉裝置的真空室內對日本研制的WINDS 衛星天線進行了-150~-30℃的熱變形測量,測試時反射器通過鋁合金支架安裝于可旋轉360°的轉臺上,相機放置于反射器上方,測試精度大大提高。
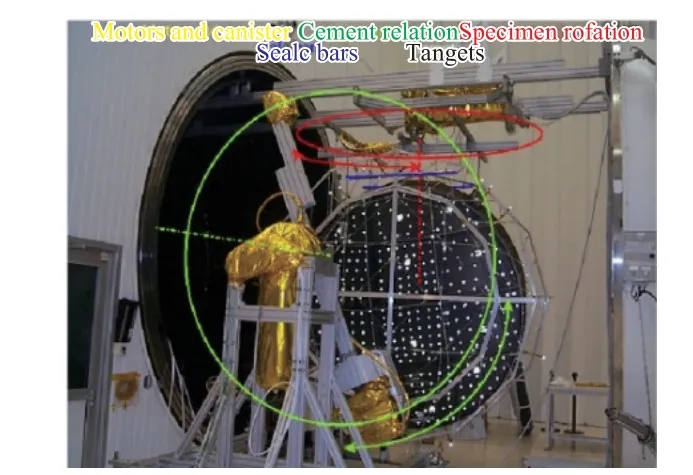
圖1 Alcatel 公司的天線熱變形測試Fig.1 Thermal deformation test for antenna of Alcatel

圖2 2個Ka 頻段天線同時進行真空熱變形測試Fig.2 Thermal distortion test in vacuum of two Ka band antennas simultaneously
我國對于工業攝影測量技術的應用研究也取得系列成就。2007 年,解放軍信息工程大學測繪學院盧成靜借助國外成功經驗,將近景攝影測量技術引入衛星天線熱真空變形測量,并獲得了較為理想的測量結果;此后與上海宇航系統工程研究所合作于2008 年對口徑5.5m×1m 的矩形衛星天線采用V-STARS 工業攝影測量系統進行了真空熱變形測量試驗,取得了較好的結果。西安空間無線電技術研究所采用工業攝影測量技術完成了各種衛星天線產品的型面檢測和熱變形測量及相關實踐應用工作;其相關經驗表明,高低溫環境下采用工業攝影測量的方式可以達到0.043mm 的測量精度。北京衛星環境工程研究所重點研究了工業攝影測量技術在航天器及其構件的變形測量中的應用,對直徑660mm 反射面天線的測量精度可達到0.030mm。鄭州辰維科技股份有限公司在國產化工業攝影測量設備研制與應用方面進行了不斷的探索與實踐,對天線面板的熱變形測量精度優于0.1mm。華北水利水電大學的黃桂平和馬開鋒等多年來一直致力于工業攝影測量技術及其在衛星天線熱變形測量中的應用研究并取得豐碩成果。
在工業攝影測量系統方面,美國GSI 公司研發的V-STARS 系統是目前國際上最為成熟、穩定、精確、智能的測量系統,已廣泛應用于航天、航空和機械制造等領域。我國早期工業攝影測量技術研究的絕大多數實驗數據的精度評定都是以與其相應結果的對比來實現的,前文所提到的我國開展的諸多研究大部分是采用V-STARS 工業攝影測量系統。我國雖在20 世紀90 年代初才開始對工業攝影測量技術的重點關注及探索,但發展迅速,尤其是近十年來一些高校及科研院所在對國外的工業攝影測量系統及其算法、技術和配套設施進行深入研究后逐步推出了自己的攝影測量系統,成績斐然。值得一提的是,鄭州辰維科技股份有限公司2011 年自主研發的MPS 工業攝影測量系統已在與西安空間無線電技術研究所的衛星天線高低溫測量合作中完全替代國外同類產品,實現了該領域工業攝影測量技術的自主國產化。
2 衛星天線熱變形測量方式
根據測量設備所處環境不同,衛星天線熱變形測量方式有真空高低溫測量和常壓高低溫測量兩種方式。
2.1 真空高低溫測量方式
真空高低溫測量時一般采用太陽模擬器或燈陣加熱,產品在真空罐內,相機根據測量條件置于罐外或罐內,產品或相機需能旋轉以便于拍攝和保證測量精度。該測量方式的優點是測量溫度范圍寬,但需要考慮加熱籠對攝影靶標的遮擋。
2.1.1罐外測量
當真空罐體設計及產品布局滿足相機在罐外測量條件時,如罐體有玻璃窗且罐內有可安裝產品的旋轉機構(如圖3 所示),則測量工作相對簡單:使真空罐內的產品旋轉,人工手持或采用機械裝置固定相機在罐外透過光學玻璃進行拍攝(如圖4所示)。因為旋轉機構要在極低背景溫度下運行,所以需對其進行主動熱控。

圖3 產品旋轉機構Fig.3 The rotation mechanism for the product
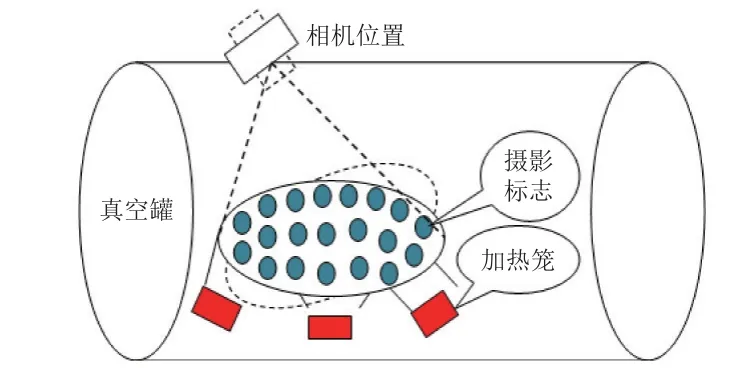
圖4 罐外測量拍攝布局示意Fig.4Schematic diagram of photography layout for measurement out side of the tank
2.1.2罐內測量
相機置于罐內進行測量時,需對相機做專門防護(如圖5 所示),還需配備相機運行機構或產品旋轉機構,并且需要考慮拍攝布局、線纜的走線布局和防護等。圖6 所示為真空罐內的測量系統。
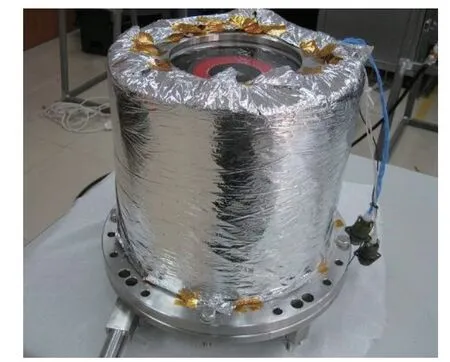
圖5 相機防護裝置Fig.5 The camera guard
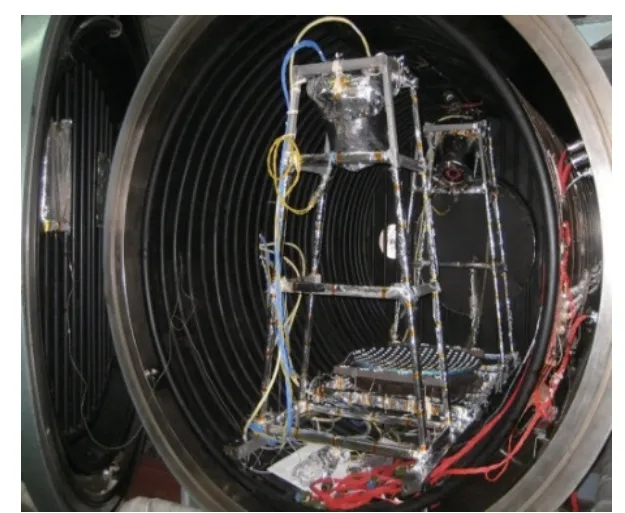
圖6 大型真空罐中的攝影測量系統Fig.6 Photogrammetric system in large vacuum tank
2.2 常壓高低溫測量方式
目前,國外對于高精度衛星天線的熱變形測試主要在真空環境中進行,但是其試驗成本高、試驗周期長、占用資源多,嚴重制約了熱變形測試工作在眾多型號中的普遍推廣。大量工程實踐經驗表明,在符合標準要求的情形下可采用常壓高低溫熱變形測量進行模擬測試。常壓高低溫測量是指測量在高低溫箱里進行,溫度范圍相對較窄(低溫-100℃是極限),需保證低溫下相機鏡頭不結霜、不結露,溫控難度較大。
2.2.1人工測量
當溫度條件在人員和設備可承受的范圍內(-60~+60℃)時可采用人工測量方式:對相機和人員做簡單防護,然后人手持相機進入高低溫箱拍攝,提前設計并驗證好攝站位置、拍攝角度和照片數量。人工測量的每次拍攝時間控制在15min之內。
2.2.2自動測量
當溫度條件超出人工測量可以耐受的溫度范圍時(-60℃以下或+60℃以上)須采用自動測量方式。自動測量中,需對相機做專業防護(將測量相機置于防護罐中),還要設計相機拍攝的行走機構和攝站位置(如圖7 和圖8 所示),并對線纜進行防護。拍攝工作全程須在人員監控下進行。
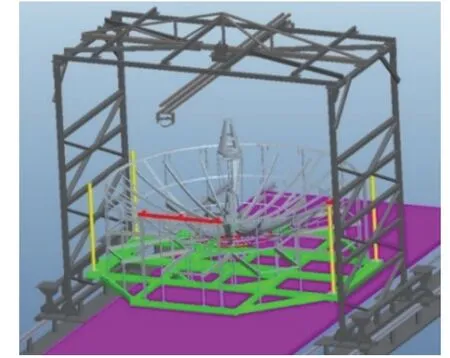
圖7 自動測量相機行走結構Fig.7 Walking structure of automatic measurement camera
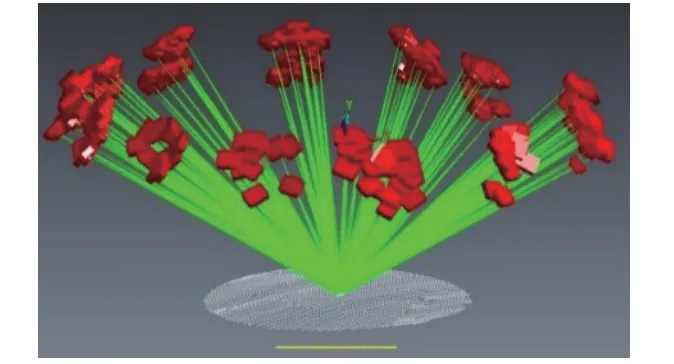
圖8 自動測量攝站位置Fig.8 The positions for automatic gauging station
3 衛星天線熱變形測量的一般流程
衛星天線的高低溫熱變形測試均在特定的高低溫環境(箱、罐)中進行,主要過程和方法如下:
1)根據測試需要和天線具體構造,選擇攝影所需的由耐高低溫回光反射材料制成的標志點,并在整個天線上粘貼足夠的單點標志點和編碼標志點(如圖9 所示);
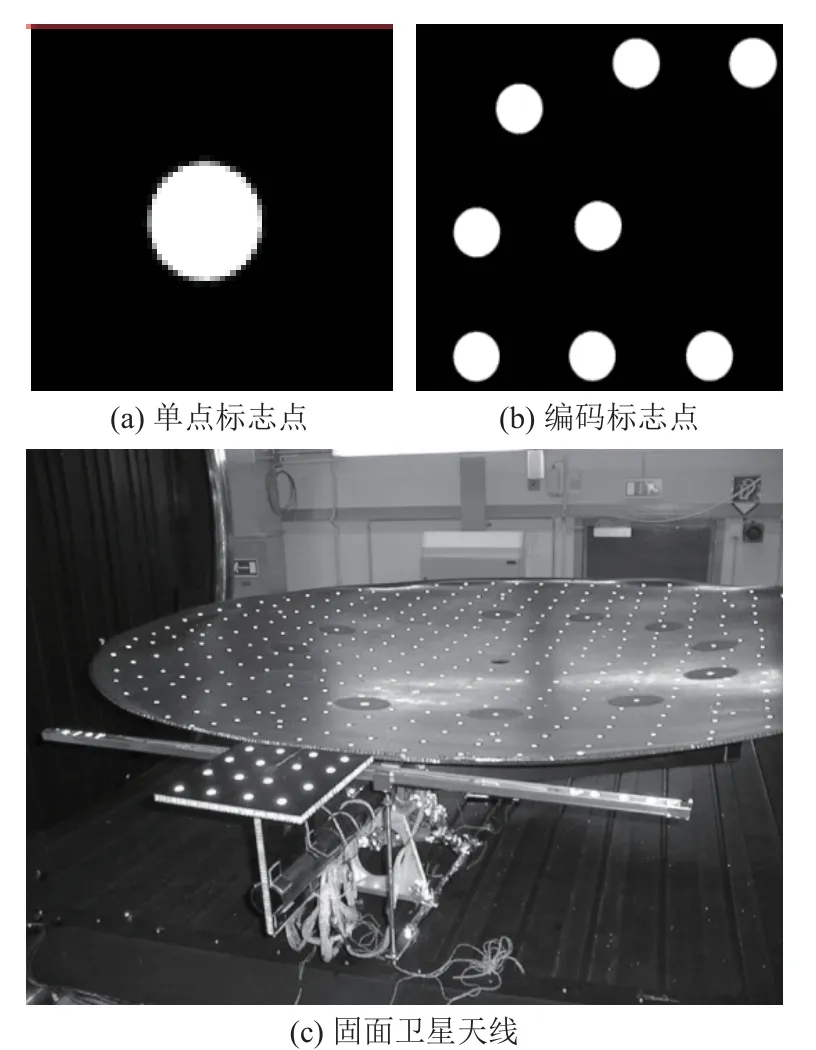
圖9 攝影靶標及粘貼有編碼標記點的衛星天線Fig.9Photographic target and the satellite antenna affixed with code target
2)根據真空罐或高低溫箱和試驗的具體情況,搭建滿足攝影測量正常開展所需的架構及設施;
3)根據試驗溫度及環境裝備對相機和人員進行安全防護準備;
4)按照測試方案,在溫度循環升降的不同節點對天線進行攝影(如圖10 所示),每次攝影分別按相機正位、繞光軸旋轉90°等不同姿態獲取每個標志點的圖像;

圖10 循環測試示意Fig.10 Schematic diagram of cycling test
5)攝影測量數據處理,得到標志點的三維坐標;
6)型面精度分析、型面熱變形計算與分析。
4 熱變形測量關鍵技術
4.1 相機防護技術
相機防護裝置與相機在極端溫度條件下的工作能力密切相關。美國GSI 公司針對在熱真空環境下的測試需要研發了一種相機保護罐——I-CAN罐可以順利完成測量工作。
圖11 所示是西安空間無線電技術研究所設計制造的相機防護裝置并已應用于實踐,其工作原理是將測量相機置于防護罐中并輔以熱控裝置,從而保證測量相機始終處于常溫常壓的工作環境下;測試結果表明該裝置的適宜性和結構穩定性等性能指標滿足高低溫環境下試驗測試的要求。由于此類罐狀防護裝置帶有光學窗口,由折射定律和光學成像的幾何原理可知,在原有光路中增加光學介質,會使光線在經過不同折射率的介質(空氣和光學窗口)時發生改變,導致成像點位置改變,即在相機的成像面上的像點坐標發生變化,從而影響測量精度,所以必須對相機進行標定。
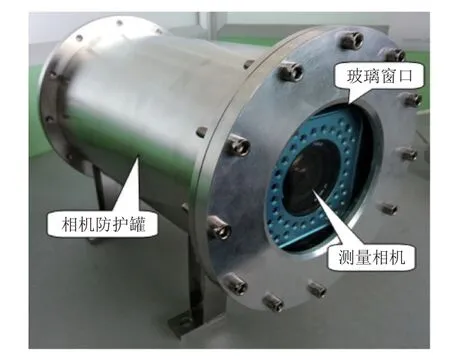
圖11 相機+防護罐示意Fig.11 Schematic diagram of the camera and the protective tank
4.2 高低溫環境下相機標定技術
高低溫環境下相機的高精度標定技術至關重要。對放入保護罐中的相機進行重新標定就是將鏡頭前的防護玻璃也一并納入到攝影測量系統中。同時,受高低溫影響的相機內部構件不可避免地會發生不同程度的變形從而影響測量精度,因此,對相機的標定會頻繁進行。程志強等基于對相機的標定,研究了相機防護罐對攝影測量精度的影響,結果表明:在將玻璃引起的光路折射歸入相機徑向畸變模型之后可得到與無玻璃時基本一致的結果。這說明通過相機標定可以滿足攝影測量在高低溫環境下的高精度應用。
目前工業攝影測量領域常用的標定方法是相機光束法自標定,即將測量過程中取得的控制點的像點坐標、待定點的像點坐標以及其他內、外業量測數據的一部分或者全部均視作觀測值,基于共線條件方程,整體求解各觀測值的最或然值。傳統攝影測量學中稱之為使用附加參數的自檢校技術。相關文獻指出,將附加參數處理成自由未知數一般是不合適的,通常把它處理成帶權的觀測值。目前光束法自標定技術在常溫環境下的應用已比較成熟。高低溫環境下采用附加參數的光束法自標定方法可以將防護罐的光學玻璃看作相機鏡頭的一部分,實現兩者的“固連”,并彌補由此產生的絕大部分誤差。相關試驗證明,此種方式是可行的。
4.3 高低溫環境下自動測量技術
由于人員對高低溫環境的耐受程度有限,在進行較寬溫度范圍的熱變形測量時須采用機械裝置帶動相機拍攝來實現自動測量。相比于常溫常壓下的人工測量,自動測量需要解決3 個問題:1)相機的防護,前已述及;2)相機運行及角度調整;3)相機拍攝的遠程控制及照片的自動下傳。
相機的運行及角度調整可以通過提前規劃好測量網形,再將放有相機的防護罐整體安裝在帶有旋轉機構的可轉動桁架上,實現相機的多角度多方位測量。相機拍攝的遠程控制及照片的自動下傳則由貫穿高低溫箱內外的數據傳輸電纜實現。柏宏武等應用上述自動測量方案結合相機自標定技術對衛星天線熱變形測量系統的研究表明,其測量精度可以達到甚至優于0.020mm。
采用自動測量技術,成功地拓寬了常壓下高低溫熱變形測量的溫度范圍。通過對測量網形的優化設計和測量相機的精密標定,能夠滿足5m 以下天線產品在-100~100℃溫度范圍內20μm 的高精度測量需求。
5 誤差影響因素分析
高低溫環境超出了設備和人的正常工作狀態要求,需要采取有效的防護措施;另外基準尺、標識點也會因溫度變化而變形。這些影響因素都會使高低溫條件下的測量誤差增大。
5.1 數字相機成像系統及其標定誤差
高低溫環境下,數字相機的性能直接影響到測量精度。影響相機成像質量的因素包括相機自身的結構穩定性、分辨率,以及對相機的高低溫防護及內部參數的標定等。實踐證明,單色CCD影像傳感器的測量型相機在幾何、光學和結構穩定性等方面性能優秀,幾何畸變小的相機,其像素所表達的實際點位半徑也小,三維空間坐標的計算結果相對更精確。高低溫環境下,因加入了相機防護裝置,改變了相機光路介質,所以必須進行加裝后的幾何畸變誤差檢校,以確保相機成像系統的準確性。
5.2 攝影測量標志質量及其圖像中心定位的誤差
攝影測量標志質量的好壞及其圖像中心定位的準確性也是高精度測量結果的直接影響因素之一。為此要根據實際測量需求選擇高質量人工測量標志及與其相適應的高精度中心提取定位算法(軟件系統)。測量標志最為廣泛使用的是定向回光反射標志(RRT),按厚度不同有3mm、6mm 和9mm等規格。RRT 具有如下特性:隨著光源偏差角增大,標志的反光能力迅速降低(見圖12)。因此,為得到較小的光源偏差角,常選用環形閃光燈作為攝影時的輔助光源,從而保證相機光軸與閃光燈光軸同軸。而且隨著光線入射角的增大,尤其超過50°以后,標志的反光能力迅速降低,所以光線入射角不能太大,一般不超過60°,否則標志成像效果很不理想。
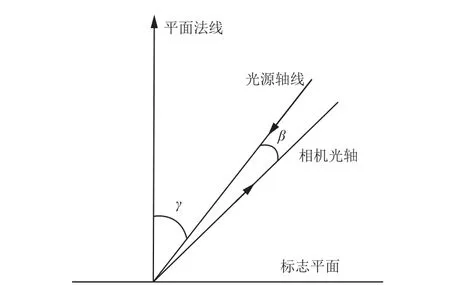
圖12 RRT 特性示意圖Fig.12 Schematic diagram of RRT characteristics
粘貼的攝影靶標在高低溫情況下有時會出現變形、脫落、污染被測物的情形;在工程實踐中也曾出現不同加工工藝的靶標最后在平差解算時呈現系統性偏差的現象。因此對靶標加工工藝有嚴格要求,保證測量時其背面無殘留不干膠,并且要求其規格和加工工藝一致,以避免由于靶標厚度不均勻可能帶來測量誤差。
5.3 攝影輔助光源強度不適宜引起的誤差
由于不同類型的照明光源在同等環境條件下輸出的閃光強度會有所不同,所以不適宜的光強反映在成像像片上會直接影響攝影成像質量以及標志圖像中心提取定位的精度。長期研究和實踐表明,環形微距閃光燈(見圖13)具有無陰影、無暗角和穩定性好的特點,最適合定向回光標志的反射效能和成像需求。研究表明,閃光燈的形狀也會對測量重復性產生影響,如表1 所示,值得注意的是,此種情形是一般性的,非高低溫狀態下所特有。

表1 閃光燈對攝影測量精度的影響Table1 Influence of flash lamp on photogrammetric accuracy

圖13 環形閃光燈Fig.13 Ring Flash
在測量過程中有時還會出現諸如閃光燈亮度變化、閃光部位變化等由于閃光燈電池電量變化、閃光燈性質不穩定導致的測量結果重復性不達標的情況,需注意在拍攝前檢查電池電量,必要時做專業維修。
5.4 基準尺長度標定誤差
在高低溫變形測試開始前要在專業計量部門、選擇高精度基準尺長度標定方法對基準尺進行精確標定,同時獲得基準尺熱膨脹系數,并根據測量需要對基準長度進行修正。目前試驗得知,無論碳纖維還是微晶玻璃基準尺,其在-100~100℃溫度變化區間的長度變化量都在10μm 左右,均可應用于高低溫試驗。
據文獻[13]所述,基準尺誤差對天線變形及型面測量精度影響較小,以基準尺最大誤差(非標定誤差)0.034mm 為例,基準尺誤差對天線型面測量精度的影響小于0.005mm,對變形量測量精度的影響小于0.027mm。
5.5 測量網形誤差
測量網形(見圖14)幾何結構的構形強弱,如被測物體的尺寸、攝影距離、像片的重疊度、像片的數量、攝影相機的交會角(攝站布局)以及光線的入射角等,是需要重點考慮的測量精度影響因素。文獻[39]指出,像點坐標精度一樣時,測量網形布設不同會導致測量結果的精度相差10 倍。在工程實踐中逐漸總結出以下幾何構形原則:
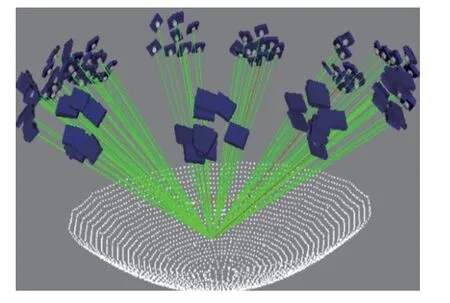
圖14 測量網形示意Fig.14 Schematic diagram of survey net
1)被測物體有多大,攝影距離就有多遠。
2)盡可能在不同位置的每個攝站都拍攝到被測物的所有標志點,且拍攝中心對準被測件中心。若受空間條件限制,單張像片無法完全覆蓋待測件,則盡可能使相鄰像片間有較多公共點重疊(理論上最少4 個公共點)。
3)被測物上每個標志點的攝影光線交會角在60°~120°之間。
4)對被測目標物上每個標志點的光線入射角<45°。
5.6 外部環境因素引起的誤差
溫度、濕度、熱流、大氣抖動、地板振動等因素在高精度測量中均會不同程度地對測量系統及其測量結果造成不利影響,如常壓低溫測量時高低溫箱內濕度過大會引發的鏡頭表面結霜,在一定程度上影響到測量的準確性。因此需在測試時對這些環境因素一并考慮并有效避免其影響。
6 熱變形測量現存問題
因為衛星天線的高低溫熱變形測量為相對變形測量,所以需要通過基準點(公共點)將各個工況下的測量數據變換到同一坐標系下比對。但是基準點的分布經常位于天線型面內部很小的區域內,這樣勢必會帶來坐標系轉換誤差,而且誤差隨著基準點分布占比愈小而愈大。這里列舉一個比較極端的例子。我國某航天單位在肋管變形測量中通過部分公共點(也稱基準點,見圖15 藍色區域)來進行坐標系的統一和后續變形計算分析,由此導致了“鋸齒形的”測量誤差比對結果(見圖16),其中,3 組數據是在同一工況間隔時間極短的情形下采集。由圖可見,重復性測量精度竟然在肋的外端達到甚至超過0.050mm,而在點253 之后由于是基準點故重復性精度良好。由此可見,基準點分布不合理造成坐標系轉換誤差,影響到數據測量結果。同樣的問題在天線型面數據處理中也會遇到,尤其是當型面精度要求很高時,這一點便不可忽略。目前,該問題已受到研究人員的關注并做出了積極的探索。
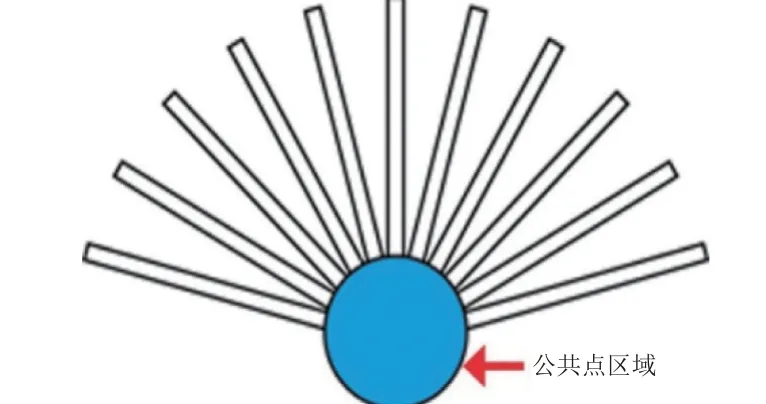
圖15 衛星天線肋管變形測量示意Fig.15Schematic diagram of distortion measurement of satellite antenna rib tube

圖16 三組偏差比對結果Fig.16 Comparison among three groups of measured deviations
此外,關于天線型面誤差的評定也需要進一步規范,目前業內對此還未有統一的標準,對此需要有更加深入的總結研究。
7 總結與展望
隨著航天科技發展及高頻天線越來越多的應用,對衛星天線型面精度的要求越來越高,例如HERSCHEL-3.5m 天線要求其型面精度優于6μm。目前衛星天線高低溫熱變形測量大多采用工業攝影測量的方式,在真空罐或高低溫箱中進行。影響和制約衛星天線變形測量精度的因素很多,大致可分為攝影測量系統自身因素和測量環境因素兩類。如何一方面提高攝影測量系統自身精度,另一方面最大限度滿足攝影測量條件從而發揮出目前攝影測量系統的最佳潛能,提高整體測量精度,成為當前共同的研究課題和努力目標。另外,關于衛星天線熱變形測量目前還未有行之有效的標準,只能以常溫常壓下通過精度檢定的測量系統在高低溫環境下的測量重復度作為必要條件。此外,對于衛星天線的型面精度的評定亦沒有統一的切實可行的標準;數據處理仍然是這一領域的難題之一。
對于衛星天線熱變形測量重點研究方向有以下建議:
1)衛星天線變形的在軌測量和在軌型面調整。在軌測量可實現對衛星天線工作性能的實際檢驗,可為之后的天線設計和加工積累準確數據;將在軌熱變形測量與在軌型面調整相結合可實現天線型面在軌長時間工作。
2)衛星天線變形在線測試和型面實時調整,二者相結合可加速衛星天線制造工業的產出。
3)將攝影熱變形測量和激光干涉測量相結合以真正實現衛星天線變形的無接觸式測量。
此外,如何建立行之有效的天線型面精度評價體系,提高天線型面的加工精度也是今后需要努力的方向。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
科技傳播(2019年22期)2020-01-14 03:06:28
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
北京航空航天大學學報(2017年5期)2017-11-23 05:54:08
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
