串行布置的多裝配尺寸鏈組公差分配優化設計
2022-06-28 17:46:08張康鋒李蓓智王慶霞
制造業自動化 2022年6期
張康鋒,李蓓智,王慶霞
(東華大學 機械工程學院,上海 201620)
0 引言
在制造業中,公差分配是指在滿足零件裝配要求的前提下,按照一定的約束條件和優化準則,優化分配各組成環的尺寸公差,同時要盡量符合經濟性原則。目前,傳統的公差分配方法是通過結合零部件的設計手冊和設計經驗來確定的。對于一些高精密制造產業,現有的方法不能夠完全滿足公差分配要求,難以做到出廠產品一致性。另外,若分配給各個零件的公差范圍過大,則達不到裝配要求,若分配給各個零件的公差范圍過小,則會導致加工難度過大,成本急劇增加,因此進一步研究公差分配方法具有重要理論價值和意義。
近年來,國內外許多學者對公差分配方法展開了研究,并取得了一些成果。Tao等[1]提出了新的成本容差模型,該模型考慮了多種替代制造工藝對零件制造成本和質量損失的影響,結合蒙特卡羅仿真和自適應差分進化(SADE)的混合優化算法,在保證高裝配精度的前提下實現成本最小化;MarouaGhali等[2]提出了一種基于失效模式、影響和危害性分析(FMECA)和拉格朗日乘數(LM)方法的創新公差分配方法;Xinhui等[3]通過研究車門裝配偏差與制造成本的關系,提出集成制造成本和田口工序能力指數的公差分配模型,以粒子群優化算法求解裝配體關鍵特性的最優公差;劉鵬等[4]針對當前機床幾何精度建模忽視裝配過程中的調整量,以及機床公差分配時缺乏科學可行的方法問題,考慮裝配過程中的調整控制量,建立了更加準確的機床裝配精度模型,以自適應遺傳算法進行求解;吳文等[5]以制造成本和質量損失成本之和最小為目標函數,以概率邊界為約束,利用拉格朗日乘數法對公差分配進行求解;王瑜等[6]以加工成本和產品質量穩健性損失成本為目標函數,以模糊度可靠度和可取公差極限范圍為約束,利用遺傳算法實現了公差的多目標優化設計;鄭丞[7]等基于合作博弈理論和裝配產品公差穩健設計建模,提出基于Nash仲裁均衡的公差穩健設計方法。
以上研究對象主要針對單一裝配尺寸鏈,只需滿足最終封閉環的公差要求即可。但在實際某些零件的裝配過程中,需同時滿足多個裝配要求。因此本文將公差分配拓展到多裝配尺寸鏈。通過構建串行布置的多裝配尺寸鏈組,將每個裝配要求分配給其中一條裝配尺寸鏈,然后構建基于加工成本和質量損失的公差分配多目標優化數學模型,采用基于Pareto機制的快速非支配排序遺傳算法(NSGA-Ⅱ),利用MATLAB軟件進行模型的求解,進而得到多裝配尺寸鏈組的公差優化分配方案。
1 串行布置的多裝配尺寸鏈組構建
裝配尺寸鏈是指在機器的裝配關系中,由有關零件的尺寸或相互位置關系連接而成的封閉尺寸組。如圖1所示為航空航天產品復材箱體Z-J2型縱筋與環筋裝配示意圖,縱筋兩個槽口需同時與環筋進行裝配。與傳統的軸孔配合只需滿足一個間隙值目標不同,縱、環筋裝配后,環筋與縱筋槽口兩側均需滿足一定間隙。如圖2所示,采用傳統尺寸鏈構建方法,以縱筋第二槽口與對應環筋右側面的間隙為封閉環,其余為組成環構建裝配尺寸鏈。由于需同時滿足多個間隙值,采用傳統的公差分配方法難以計算。因此考慮將單個槽口與環筋重新構成裝配尺寸鏈進行公差分配的計算。如圖3所示,以縱、環筋每個右端間隙為封閉環,以縱筋槽口寬度,左端間隙,環筋寬度為組成環構建裝配尺寸鏈,將兩組尺寸鏈組合成為串行布置的多裝配尺寸鏈組,縱筋槽口與環筋的裝配尺寸鏈稱為成員尺寸鏈。進而基于加工成本—公差模型和質量損失模型對多裝配尺寸鏈組進行公差優化分配。
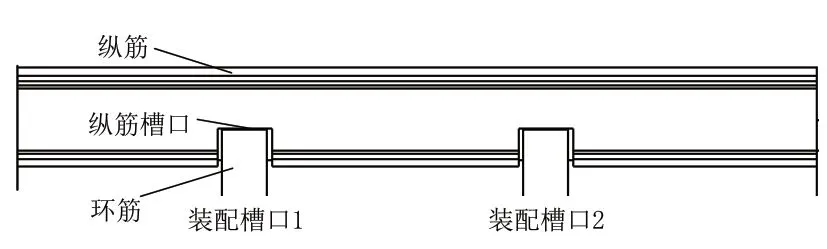
圖1 縱、環筋裝配示意圖

圖2 傳統尺寸鏈構建
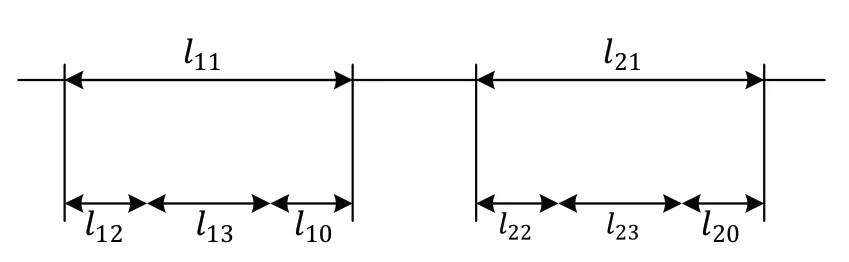
圖3 串行布置的多裝配尺寸鏈組
2 數學模型
2.1 加工成本-公差模型
目前國內外許多學者對零件加工成本與公差的關系展開了深入研究。加工成本-公差模型主要可分為以下幾種:指數模型、負平方模型、冪指數模型、倒數模型、多項式模型和復合模型等[8]。本文選用負平方模型建立加工成本-公差模型。設串行布置的多裝配尺寸鏈組含n個成員尺寸鏈,設第i個成員尺寸鏈由N個組成環組成,則多裝配尺寸鏈組中第i(1≤i≤n)個成員尺寸鏈的第j(1≤j≤N)個組成環的加工成本可以表示為:

式(1)中:tij為第i個成員尺寸鏈第j個組成環的公差值;a1,a2為待定系數。它們與加工過程中的具體因素有關,如零件材料,加工方法,零件批量大小,零件結構等。
2.2 質量損失函數
著名日本學者田口玄一第一次提出了質量損失概念,他將質量損失作為連續變量,零件的質量損失隨著零件公差值偏離目標值增大而增大。質量損失函數L(x)可表示為:

式(2)中,x為質量特性值,y為零件公差目標值,k為質量損失系數。
當尺寸公差呈對稱雙向分布時,x-y=t/2,因此可以得出:

則在多裝配尺寸鏈組中,第i個成員尺寸鏈的第j個組成環的質量損失函數可以表示為:
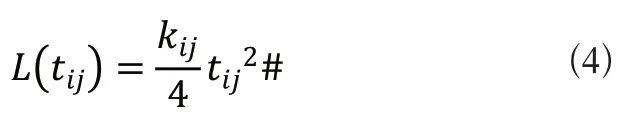
式(4)中,kij為第i個成員尺寸鏈第j個組成環的質量損失常數,i=1,2,...,n,j=1,2,...,N。
2.3 多裝配尺寸鏈組約束條件
1)成員尺寸鏈公差約束
裝配尺寸鏈是由零件尺寸(組成環)和裝配要求(封閉環)構成的。在裝配過程中,尺寸鏈的封閉環公差對零件的加工尺寸具有重大影響。裝配公差約束可以選用兩種方法:極值法和統計法。本文以極值法公差分配為依據,成員尺寸鏈中的組成環與封閉環具有如下約束關系:

式(5)中,tij第i個成員尺寸鏈第j個組成環的公差值,ti0第i個成員尺寸鏈封閉環公差。因此,多裝配尺寸鏈組成員尺寸鏈公差約束為:
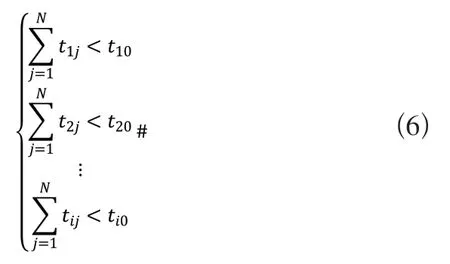
式(6)中,i取1~n。
2)原裝配尺寸鏈公差約束
串行布置的多裝配尺寸鏈組是由原裝配尺寸鏈轉換而來,需滿足原裝配尺寸鏈裝配要求,以極值法引入裝配約束條件,其中不參與多裝配尺寸鏈組的組成環以原始公差進行賦值,其表達式為:

式(7)中,Ti為原裝配尺寸鏈的第i個組成環,T0為原裝配尺寸鏈的封閉環。
3)加工能力約束
在實際加工過程中,受限于機器人,機床等設備的加工精度、運動性能和功能指標等因素,需將公差的取值極限考慮進去,即裝配尺寸鏈中各組成環的公差不能超過加工設備的加工能力,其表達式為:

式(8)中,tijmin和tijmax分別為第條成員尺寸鏈第個組成環加工能力公差上極限和下極限。
2.4 模型建立
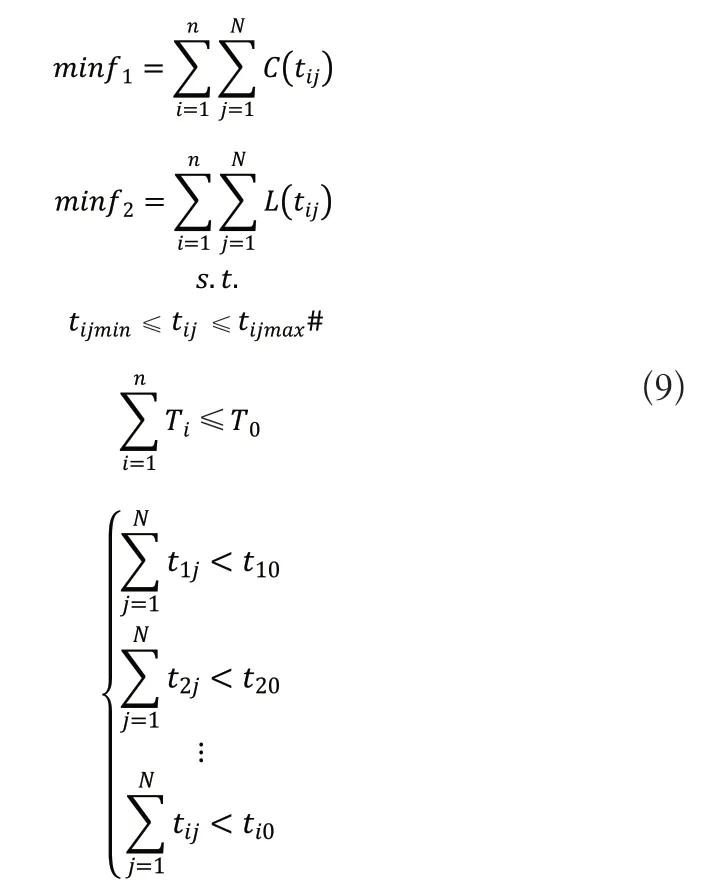
綜上所述,以總加工成本和總質量損失兩個函數作為優化目標,以成員尺寸鏈公差、原裝配尺寸鏈公差,加工能力作為約束條件,建立串行布置的多裝配尺寸鏈組公差優化分配模型。模型的表達式為:
3 基于Pareto最優概念的多目標優化問題求解
針對多目標優化問題求解,一些傳統的優化算法如粒子群算法、遺傳算法、螞蟻算法等通常將多目標問題轉化為單目標問題后進行求解,計算時常常陷入局部最優,導致這些傳統的優化算法很難找到使多個目標函數同時取得最優的解。意大利經濟學家維弗雷多·帕累托在1896年首次提出了非支配解概念,后被稱為Pareto最優解概念,目前,有大量學者對基于Pareto最優解概念求解多目標優化問題進行了研究。
與傳統的優化算法不同,Pareto遺傳算法得出的Pareto最優解并非唯一的,而是由多個解形成的最優解解集,最優解集在空間中形成的曲面稱之為Pareto前沿[9]。一般多目標優化問題可以表示為如下形式:
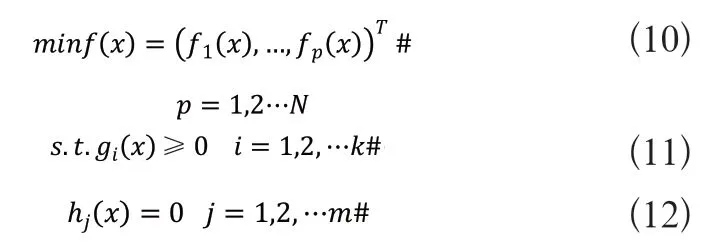
式(9)中,x為d維決策向量,f(x)為目標向量,N為優化目標數量;gi(x)和hj(x)分別為第i個不等式約束和第j個等式約束。
基于Pareto架構,Deb K等[10]對非支配排序遺傳算法(NSGA)進行了改進,提出了帶精英策略的非支配遺傳算法(NSGA-Ⅱ)。該算法引入了精英策略,保證在進化過程中某些優秀種群個體不會被遺棄,提高了優化精度。NSGA-Ⅱ的基本思想為:
1)隨機產生規模為N的初始種群,非支配排序后通過遺傳算法的選擇、交叉、變異三個基本操作得到第一代子代種群;
2)從第二代開始,將父代種群與子代種群合并,進行快速非支配排序,同時對每個非支配層中的個體進行擁擠度計算,從而組成新的父代種群;
3)通過遺傳算法的基本操作產生新的子代種群:依此類推,直到滿足程序結束的條件。
NSGA-Ⅱ流程圖如圖4所示。
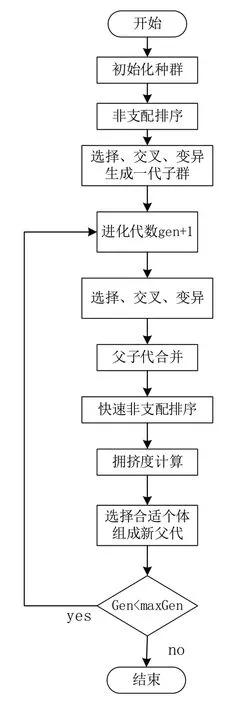
圖4 NSGA-Ⅱ流程圖
4 實例分析
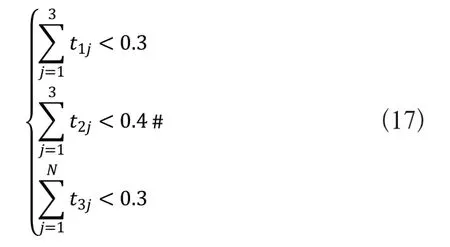
本文以某航天企業產品復材箱體中的Z-J3型縱筋(3槽口)與環筋裝配為例進行驗證。原裝配尺寸鏈和串行布置的裝配尺寸鏈組如圖5和圖6所示,其中成員尺寸鏈為三個縱筋槽口與環筋的裝配尺寸鏈。設原裝配尺寸鏈中的組成環尺寸為Li,封閉環為L0;設串行布置的多裝配尺寸鏈組中第個成員尺寸鏈第個組成環的尺寸為lij,公差值為tij,根據企業設計書要求,各成員尺寸鏈封閉環公差要求分別為必須小于0.3mm,0.4mm,0.3mm。原裝配尺寸鏈封閉環需小于1mm。
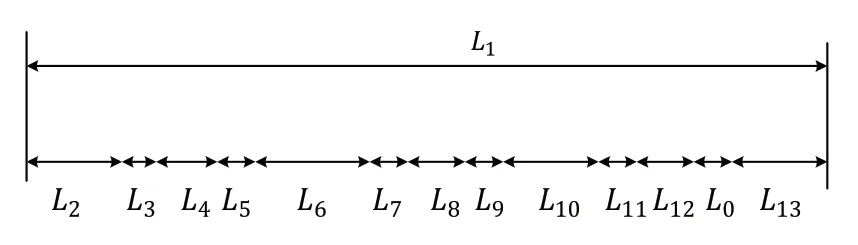
圖5 Z-J3型縱、環筋裝配尺寸鏈

圖6 串行布置的多裝配尺寸鏈組
本文通過式(1)的負平方模型來描述縱、環筋裝配過程中各公差與加工成本的關系,在企業協助下,對生產廠中實際生產數據進行擬合,得到縱、環筋多裝配尺寸鏈組的模型參數值a1,a2如表1所示。
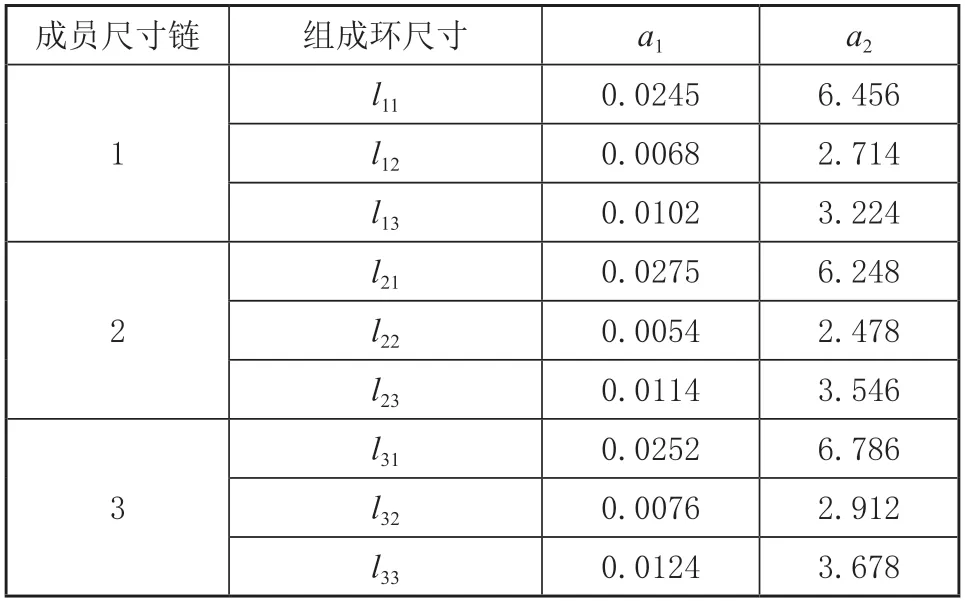
表1 各組成環參數
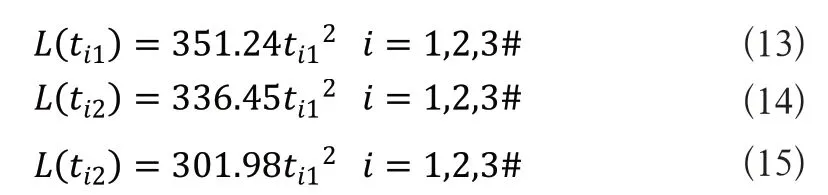
同時在企業幫助下,統計了多裝配尺寸鏈組的質量損失成本。其中,成員尺寸鏈中的對應位置組成環具有相同質量損失常數,所有公差皆為雙向對稱分布,質量損失成本函數如式(13)~式(15)所示:
基于以上分析,可得縱、環筋裝配尺寸鏈組的加工成本—質量損失的公差優化模型如下:
目標函數:

約束條件:
1)成員尺寸鏈裝配公差約束
2)原裝配尺寸鏈裝配公差約束

3)加工能力約束

使用MATLAB軟件迭代300次后求解結果如圖7所示。從Pareto前沿圖中可以發現曲線在總制造成本f1<120時,總質量損失的變化幅度遠遠大于總制造成本的變化,在此階段減少總制造成本將會造成總質量損失急劇增加,導致質量損失過大;當曲線在120<f1<160時,改變總制造成本對總質量損失具有顯著影響:增加總制造成本,總質量損失明顯降低;減少總制造成本,總質量損失明顯增大;當曲線在f1<160時,增加總制造成本并不能使總質量損失明顯減少,若執意追求零件質量,會導致總制造成本大大增加,而質量損失減少非常緩慢。

圖7 Pareto最優前沿
5 結語
本文以航天產品復材箱體中的縱筋與環筋裝配為研究對象,構建了縱、環筋串行布置的多裝配尺寸鏈組,基于加工成本—公差模型和質量損失模型,以成員尺寸鏈公差,原裝配尺寸鏈公差和加工能力為約束條件,建立了串行布置的多裝配尺寸鏈組多目標公差優化分配數學模型。采用帶精英策略的非支配排序遺傳算法(NSGA-Ⅱ)在MATLAB軟件中進行求解,從而得到分布均勻的總制造成本—總質量損失Pareto前沿曲線圖,曲線圖中的點集可為公差分配方案提供多種解決方案和理論依據,從而統籌兼顧產品的質量和成本。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
河南電力(2021年5期)2021-05-29 02:10:00
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
電影(2018年12期)2018-12-23 02:18:48
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
