基于改進GA的血透管裝配線平衡優化
2022-06-28 17:46:16黃鵬鵬
制造業自動化 2022年6期
黃鵬鵬,郭 煜,程 洋
(江西理工大學,贛州 341000)
0 引言
近年來,隨著我國居民醫療衛生意識的增強,醫療器械的市場需求快速增長,短時期內醫療資源無法滿足市場需求,提高醫療器械的裝配線平衡率,減少生產資源的浪費,保證醫療器械高質高效的生產顯得尤為重要[1]。但目前大部分醫療器械制造企業仍然存在以下問題:一是,由于醫療器械產品的高質量要求特性,導致產品工藝繁復,排線難度大;二是,生產資源分配不合理,裝配線平衡率較低,造成生產資源的浪費;三是,大多數企業還僅僅基于傳統工業工程的運用,使得改善效果不及預期。因此,在醫療器械行業具有時代特殊性的態勢下,必須考慮如何通過傳統工業工程和現代智能算法的組合運用,進行仿真優化,合理安排工位數,在保證醫療產品質量穩定性的同時,提高產線平衡率,降低制造成本。
如何解決裝配線平衡(AssemblyLine Balance,ALB)是我國大部分醫療制造業面臨的主要問題。目前關于裝配線平衡的研究也多種多樣:在傳統工業工程方面,陳子旸等運用傳統工業工程方法改善裝配線平衡,提高設備使率、規范物料運輸流程,實現“一個流”的生產目標[2]。在精益計算方面,Ahmed Kadri等針對自行車共享系統中的單車調度問題,以最小不平衡狀態的車站的等待時間為目標。利用分枝定界算法求解,并在大量實例上進行了數值實驗,驗證了分支定界算法的可行性[3];在智能算法方面,趙祖陽等針對薄壁結構件加工路徑不合理問題,提出運用模擬退火算法,對加工路徑進行重規劃,并用MATLAB軟件對結果進行仿真實驗,找到最優銑削加工路徑[4]。司徒潔蕓等針對裝配線第Ⅱ類平衡問題,以最小生產節拍和各工位負荷均衡化為目標函數建立數學模型,提出一種改進遺傳算法對模型進行求解,結果表明:該方法可以有效提高工序分配的合理性[5]。
基于以上分析,本文以G公司的血透管動脈管路裝配線為研究對象,針對血透管動脈管路裝配線平衡率低的問題,運用傳統工業工程的手法對其工藝和工位安排進行分析,通過搭建以最大平衡率p和最小均衡指數SI為目標函數的血透管裝配線的數學模型,并基于現代智能算法[6~10],設計了一種改進遺傳算法對其工位數進行優化,再借助MATLAB軟件進行仿真和效果模擬,得到最優模擬工位數,最后根據優化后的數據,進行血透管裝配線的實際工位調度,對優化效果對比評價。
1 血透管動脈管路現狀分析
結合G公司的血透管動脈管路裝配線現狀,繪制了血透管動脈路裝配工藝流程圖如圖1所示。
由圖1可知,血透管動脈管路裝配線的工藝作業有22個操作和4次檢查。但要具體知道各作業間的次序關系,需根據工藝流程圖和實際的工時測定,繪制動脈管路作業次序表,如表1所示。
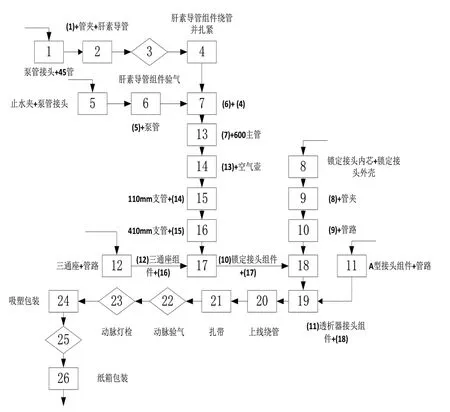
圖1 血透管動脈管裝配工藝流程圖
由表1可知各作業的作業時間及其緊前工序。為了更清晰的反映作業次序之間的約束關系,由表1得動脈管路作業優先順序圖如圖2所示。

表1 動脈管路作業次序表
根據圖2的作業優先順序和現場調研繪制改善前實際工位圖如圖3所示。圖3的x坐標為改善前實際的工位數;y坐標左側為作業序號,y坐標右側為作業時間。
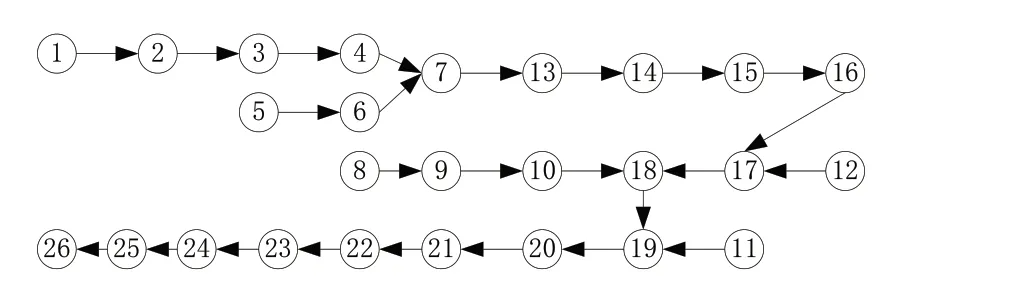
圖2 動脈管路作業優先順序圖
由圖3可知:改善前動脈管路裝配線作業26個,裝配工位數12個;生產節拍CT=10.3s,瓶頸工位是工位12。

圖3 改善前動脈管路實際工位圖
給出P和SI的計算公式,裝配線平衡率P:

式(1)中,sti為各工序作業時間;m為工位總數目;CT為生產節拍。
裝配線均衡指數表達式SI如式(2)所示:

由式(1)、式(2)得,實際裝配線平衡率P為74.70%,裝配線均衡指數SI為11.58。裝配線平衡損失率為25.30%,均衡指數過高,存在明顯的作業分配不均衡。
2 基于改進GA的平衡模型建立及求解
由上節可知,血透管動脈管路裝配裝配線平衡率低于80%,作業分配不均衡。針對此問題,本文做了以下模型假設:1)工序間除了作業優先關系的約束外,不存在其他約束;2)血透管動脈路裝配線可正常運行;3)各工位的工人操作、設備運轉正常進行,工人不允許跨工位作業;4)車間空間足夠。
2.1 模型構建
通過以上假設,建立以最大產線平衡率P和最小產線均衡指數SI的雙目標數學模型。并運用賦權法,通過賦于P和SI各自的權重系數,將雙目標問題轉換為單目標問題的線性組合,從而進行求解。又因為兩目標的一致性不同,故將均衡指數轉化為其倒數。從而將以最大平衡率P和最小均衡指數SI的雙目標函數就轉換成了求單目標函數F的最大值。最終得到血透管動脈管路裝配線的平衡數學模型:
式(3)中:
Tk:為第K個工位作業時間;
m:為工位數;
max(Tk):為最大作業時間;
CT:為生產節拍;
Φ1和Φ2:為P和SI的權重系數,此處取同等重要。定為Φ1=Φ2=0.5。
Δ:引入參數,為防止SI項分母為0,且SI應大于0,故取Δ=1。
針對此模型,給定一個無回路的有向圖R=(A,Q),節點A為作業的集合,A=(1,2,…,i,…,n),弧Q為作業間次序關系集,ti(i=1,2,…,m)表示節點i的作業時間,Sj為A的一個子集,表示第j(j=1,2,…,m)個工位的作業單元集合,產線平衡問題即為求解作業元素集合A的劃分問題。故約束條件可表示為:
1)所有作業必須被分配到工作站中:

2)各工位的作業時間應小于裝配線的生產節拍:

3)各作業工序必須滿足其作業優先關系約束:

2.2 模型求解算法
該平衡率模型是一個NP難題,智能算法在求解此問題時得到廣泛應用。因此,以一個改進的遺傳算法(Genetic Algorithm,GA)為算法框架對上述平衡數學模型進行求解。傳統GA算法具有容易操作、群體搜索性強等優點,但單種群的GA容易陷入局部最優解,為克服這一缺陷,此處設計了一個雙種群改進遺傳算法進行求解,具體算法流程如圖4所示。

圖4 雙種群改進遺傳算法流程圖
由圖4可知,首先同時初始化種群1和2,其次,兩種群各自進行選擇、交叉、變異和最優保留,并產生新一代子代。然后將兩種群間的最優個體和部分個體進行交換。加大了子種群的多樣性,跳出局部最優,實現全局最優解。具體算法設置如下:
1)編碼
此處采用自然數編碼,例如:給定染色體[1 2 4 5 3 6],表示6個作業分配的先后次序。即據圖2對動脈管路進行編碼。并隨機生成初始種群。
2)適應度函數
定義模型的目標函數為適應值函數Fit,即:
近年來,通過立足本地,走可持續發展路線,本專業與湖北心連心藥房、武漢九州通、杭州天天好等企業進行緊密合作,建立實習與就業一體化的合作機制,利用企業和學校兩種截然不同的教育資源,豐富教學內容,優化實踐項目,如社會藥房建立藥歷,即用藥檔案,對患者進行追蹤服務,這是以前藥學服務中所沒有的項目,如今在很多社會藥房都已經順利實施,這種改變是服務領域擴展的具體表現形式之一。校企合作,轉變了學生的就業觀念,擴展了藥學服務的領域,增強了畢業生的就業競爭力,也對培養符合社會需求的高職人才奠定堅實的基礎。

3)選擇
采取隨機競爭的方式進行選擇算子的設計。
4)交叉
交叉算子使用兩分割點雜交法進行設計,隨機選擇分割點的位置后,交換父代的左右兩邊,例如:

5)變異
變異算子采取隨機產生變異點的方式進行設計。即產生隨機變異點的位置,選擇變異段后,利用優先度矩陣重新生成另一部分。
6)種群間個體交換
通過選擇、交叉、變異后,保留各自種群的最優個體并進行交換,剩余個體進行隨機交換。
7)參數設定
給定兩初始種群的個數n1、n2相等,為防止函數過早收斂,種群1的交叉概率pc1和變異pm1概率值應較大;為求得全局最優解,種群2的交叉概率pc2和變異概率pm2值應較小;故算法的各項參數設置如下:
n1=n2=1 0;p c1=0.6,p c2=0.4;p m1=0.4,pm2=0.08,迭代次數為100;在兩種群個體交換時,設定交換數目NumExc=5。
2.3 結果分析
根據上節模型求解的雙種群遺傳算法,借助MATLAB軟件,根據上節的參數設定,分別就工位數目m=5,6,7,8,9時的裝配線,編寫程序進行模擬求解。圖5為模擬產線工位數m=5時的結果,圖5(a)為m=5時工位拓撲圖,圖5(b)為m=5時算法收斂圖,圖5(c)為m=5時作業分配圖。由圖5(b)可知,m=5時算法收斂值為0.9515,即血透管動脈管路裝配線的裝配線平衡率為P=95.15%;圖5(c)與圖3含義一致。由圖5(c)可知,在工位數m=5時,產線生產節拍為CI=19.4s。由式(2)求得血透管動脈管路工位數m=5時的均衡指數為SI5=2.78
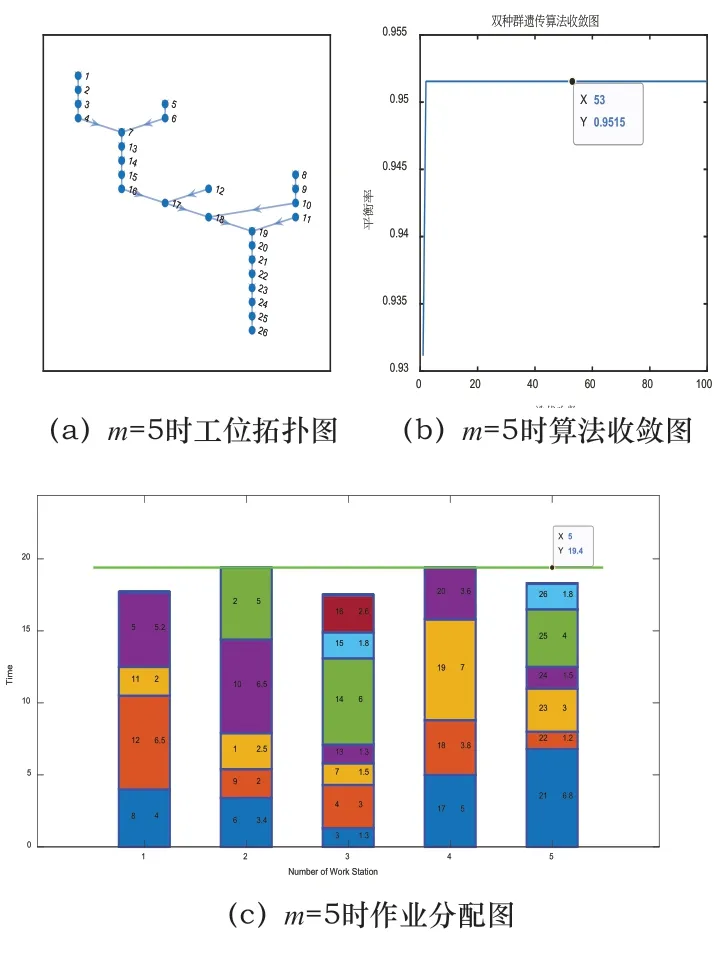
圖5 m=5時結果圖
同理,對工位數目m=6,7,8,9的進行模擬計算,經過統計分析可得,血透管動脈管路的模擬優化結果如表2所示。
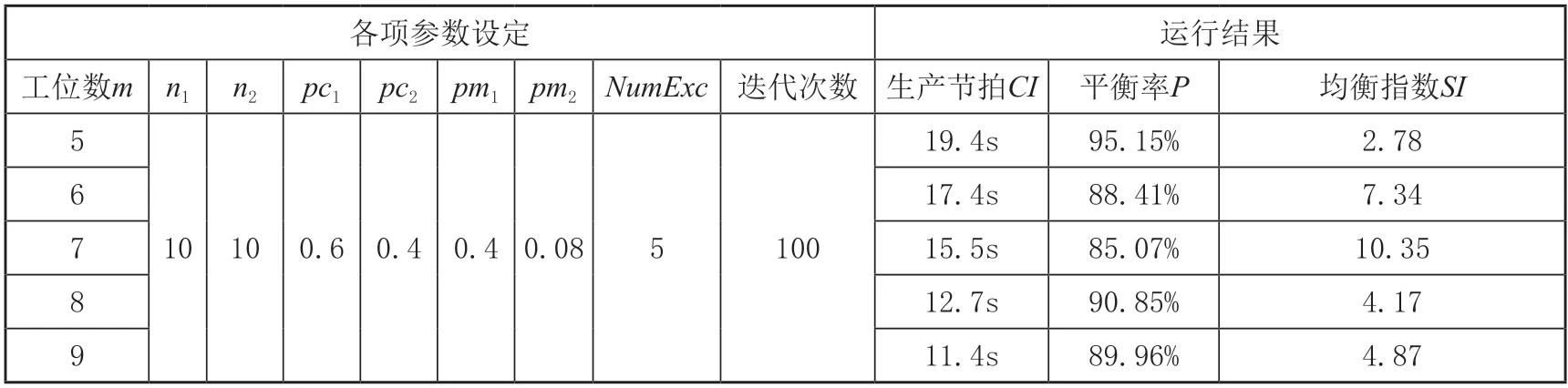
表2 血透管動脈管路工位優化結果統計表
據工位優化結果統計表可知:當工位數為5,6,7,8,9時,平衡率均高于85%,即理論的平衡率都可達到85%以上,說明改善有效。動脈管路裝配線模型以最大平衡率P和最小均衡指數SI為目標,而當動脈管路產線工位數m=5時,求得maxP=95.15%,minSI=2.78。即模擬最優工位數為m=5。由此可得,改善后對實際動脈管路裝配線工位安排如表3所示。根據此模擬結果,結合產線實際情況,對其進行實際排線模擬,可得預估實際的改善效果如表4所示。

表3 改善后工位安排表

表4 模擬實際改善后效果表

3 血透管動脈管路優化方案評價
對血透管動脈管路裝配線優化前、經改進GA模擬優化后以及模擬裝配線實際改善效果三項分析匯總得,動脈管路裝配線平衡優化前后對比表,如表5所示。
由表5可知:優化前裝配線的平衡率僅為74.70%,均衡指數高達11.58。在經過改進GA模擬優化后,裝配線理論平衡率高達95.15%,平滑指數降至2.78。在對其進行實際裝配線模擬排產后,裝配線實際改善平衡率為86.90%,裝配線均衡為7.46,這表明,血透管動脈管路裝配線改善后較改善前的平衡率有明顯提高,均衡指數有明顯下降,改善效果較好。

表5 動脈管裝配線平衡優化前后對比
4 結語
本文以血透管動脈管路裝配線為研究對象,針對其裝配線平衡率低的問題,運用傳統工業工程的手法,分析其裝配線工藝和工位現狀,求得改善前的裝配線平衡率P和均衡指數SI。其次,以最大裝配線平衡率P和最小產線平衡指數SI為目標構建裝配線數學模型,結合智能算法,設計一個雙種群的改進遺傳算法對模型求解,并借助MATLAB進行仿真和模擬優化,求得目標函數最優解下的最優工位數,最后模擬實際排產,驗證了模型和算法的有效性。但模型只考慮了產線的排線改善,未考慮空間和人員技能等方面,這為今后的研究提供方向。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
現代企業(2015年2期)2015-02-28 18:45:09
