基于Plant Simulation平臺(tái)的鋁擠壓生產(chǎn)線系統(tǒng)調(diào)度仿真實(shí)現(xiàn)
2022-07-01 10:11:52王富強(qiáng)
重型機(jī)械 2022年3期
王富強(qiáng),楊 妮,吳 鐸,金 璐
(1.中國(guó)重型機(jī)械研究院股份公司,陜西 西安710018;2.西安理工大學(xué) 自動(dòng)化與信息工程學(xué)院,陜西 西安 710048; 3.陜西省復(fù)雜系統(tǒng)控制與智能信息處理重點(diǎn)實(shí)驗(yàn)室,陜西 西安 710048)
0 前言
隨著我國(guó)制造業(yè)的快速興起,現(xiàn)代制造業(yè)更加趨向于智能化、精益化和個(gè)性化定制的發(fā)展方向,其中鋁擠壓生產(chǎn)尤為突出。近幾年來,中國(guó)鋁加工行業(yè)結(jié)合市場(chǎng)和科學(xué)發(fā)展的需求,使傳統(tǒng)鋁擠壓型材已經(jīng)逐步完成了向現(xiàn)代化鋁擠壓型材的轉(zhuǎn)變,部分企業(yè)的技術(shù)水平和生產(chǎn)工藝已經(jīng)達(dá)到國(guó)際領(lǐng)先水平。其中具有代表性的遼寧忠旺集團(tuán),該集團(tuán)主要從事鋁加工產(chǎn)品的研發(fā),包括工業(yè)鋁擠壓業(yè)務(wù)、深加工業(yè)務(wù)和鋁壓延業(yè)務(wù)等等。但是在實(shí)際鋁加工生產(chǎn)中,依然還沿用著傳統(tǒng)的調(diào)度方法。隨著鋁加工件數(shù)的增加,傳統(tǒng)單一的按批次調(diào)度加工,已經(jīng)不能滿足車間的日常生產(chǎn)需求。為了提高生產(chǎn)設(shè)備的利用率和縮短整體加工時(shí)間,運(yùn)用遺傳算法對(duì)鋁擠壓生產(chǎn)線的加工次序進(jìn)行優(yōu)化。在對(duì)工件進(jìn)行調(diào)度優(yōu)化的基礎(chǔ)上,利用Plant Simulation軟件對(duì)整個(gè)加工過程進(jìn)行仿真模擬,可以實(shí)現(xiàn)整體加工系統(tǒng)的可視化,實(shí)時(shí)顯示各個(gè)鋁加工工件的加工步驟和零件狀態(tài)、以及倉(cāng)庫(kù)資源的動(dòng)態(tài)信息,能夠更加真實(shí)的反映出實(shí)際的工件生產(chǎn),預(yù)測(cè)可能出現(xiàn)的故障及問題,從而更好的指導(dǎo)車間生產(chǎn)。
1 鋁擠壓生產(chǎn)線模型
1.1 問題描述
遼寧忠旺集團(tuán)的125 MN鋁擠壓生產(chǎn)線主要生產(chǎn)高性能大型工業(yè)型材,其生產(chǎn)線布局如圖 1所示。

圖1 鋁擠壓生產(chǎn)線布局
生產(chǎn)線由擠壓前部、主體、后部三部分組成。其中擠壓前部設(shè)備包括上料臺(tái)、鋁錠加熱設(shè)備;擠壓后部設(shè)備包括冷卻系統(tǒng)、飛鋸系統(tǒng)(中間鋸、輪道及牽引機(jī))、拉伸或彎曲系統(tǒng)(固定端、移動(dòng)端)、成品鋸系統(tǒng)(成品鋸、定尺臺(tái))、淬火、檢驗(yàn)平臺(tái)。被加工材料在生產(chǎn)線上的加工順序?yàn)椋轰X錠加熱→擠壓→淬火→拉伸→成品鋸→定尺→包裝,共7道工序。隨著工件數(shù)的增加,實(shí)際生產(chǎn)中如果采用單一的按批次加工,則會(huì)導(dǎo)致生產(chǎn)系統(tǒng)的資源浪費(fèi)和加工總時(shí)間延長(zhǎng)。因此在所有工件都滿足加工流程的前提下,合理的分配系統(tǒng)中的各種資源[1],以總加工周期最短為目標(biāo),對(duì)這些加工次序進(jìn)行優(yōu)化排序,從而能有效提高生產(chǎn)系統(tǒng)的效率,增加企業(yè)的經(jīng)濟(jì)效益[2]。
2 基于Plant Simulation的系統(tǒng)仿真模型
2.1 Plant Simulation軟件
數(shù)字化制造引領(lǐng)著當(dāng)今制造業(yè)的潮流,作為數(shù)字化制造領(lǐng)域領(lǐng)先的系統(tǒng)軟件,Siemens(西門子)公司的Plant Simulation是一款關(guān)于車間生產(chǎn)、優(yōu)化調(diào)度、物流運(yùn)輸?shù)鹊姆抡孳浖3嗽诟叨酥圃鞓I(yè)外,該軟件在離散制造業(yè)尤其是中小型企業(yè)也得到了普遍的應(yīng)用[3]。該軟件依托網(wǎng)絡(luò)、多媒體等在內(nèi)的計(jì)算機(jī)技術(shù)、通信軟件等科技技術(shù),提供一種友好的人機(jī)交互界面,將常見的加工機(jī)器、傳送帶、物料運(yùn)輸小車等模型集成并可視化,構(gòu)建完整的計(jì)算機(jī)仿真系統(tǒng),將復(fù)雜系統(tǒng)的模型模塊化,從而形成物理模型和虛擬模型相互統(tǒng)一的仿真環(huán)境。
在日常的車間生產(chǎn)中,由于工件數(shù)較多,難以實(shí)現(xiàn)對(duì)所有可能的排產(chǎn)順序進(jìn)行生產(chǎn),所以選取最優(yōu)排產(chǎn)方案。生產(chǎn)之前在虛擬環(huán)境中對(duì)加工車間的加工次序進(jìn)行合理安排是非常有必要的。因此,利用Plant Simulation仿真軟件,搭建與實(shí)際生產(chǎn)系統(tǒng)相對(duì)應(yīng)的虛擬平臺(tái),并通過在計(jì)算機(jī)虛擬環(huán)境中對(duì)每一次不同的排產(chǎn)順序進(jìn)行模擬,對(duì)比所有的模擬結(jié)果,找到最優(yōu)解,生成最優(yōu)調(diào)度的甘特圖,用于指導(dǎo)實(shí)際的加工生產(chǎn)。利用該軟件,不僅能實(shí)現(xiàn)加工次序的優(yōu)化調(diào)度,還可以對(duì)人員管理進(jìn)行合理排班,更加貼合現(xiàn)實(shí)工廠的生產(chǎn)環(huán)境,從而最大程度的提高生產(chǎn)效率,增加工廠經(jīng)濟(jì)效益。
2.2 仿真模型的建立
2.2.1 基于Plant Simulation的鋁擠壓機(jī)生產(chǎn)系統(tǒng)建模
在Plant Simulation軟件中的基本建模對(duì)象分為4類:物流對(duì)象、信息流對(duì)象、用戶接口對(duì)象、移動(dòng)對(duì)象[4]。
物流對(duì)象是指生產(chǎn)類物流對(duì)象和運(yùn)輸類物流對(duì)象的總稱,主要包括原材料庫(kù)和加工機(jī)床等。這些模塊作為系統(tǒng)中的主要組成部分,是車間生產(chǎn)時(shí)不可或缺的重要對(duì)象。其中物流對(duì)象按照不同的要求可以分為控制和框架類物流對(duì)象、生產(chǎn)類物流對(duì)象、運(yùn)輸類物流對(duì)象和資源類物流對(duì)象等四種[5]。
信息流對(duì)象是指系統(tǒng)進(jìn)行控制、收集和傳遞信息的對(duì)象,主要包括Endsim模塊,該模塊是用來控制整個(gè)仿真系統(tǒng)的停止,是由Plant Simulation軟件自帶的SimTalk語(yǔ)言編譯而成。
用戶接口對(duì)象是指控制者和仿真模型之間的聯(lián)系紐帶。既可以用來顯示仿真模型的詳細(xì)信息,也可以作為一種工具用來控制仿真模型,其作用是顯示鋁擠壓材料的各步驟具體加工時(shí)間。
移動(dòng)對(duì)象是指在位置不固定,可以隨生產(chǎn)需要發(fā)生移動(dòng)的對(duì)象,常見的有傳送器上的代加工零件和物流運(yùn)輸小車。
遼寧忠旺的125 MN鋁擠壓實(shí)際生產(chǎn)線在Plant Simulation軟件上搭建仿真平臺(tái)如圖 2所示,與此相對(duì)應(yīng),系統(tǒng)的三維生產(chǎn)線模型如圖3所示。鋁擠壓生產(chǎn)的步驟為:鋁錠加熱→擠壓→淬火→拉伸→成品鋸→定尺→包裝。根據(jù)實(shí)際需要在淬火和冷床加工步驟之間可以加入傳送帶對(duì)鋁加工工件進(jìn)行牽引,在檢驗(yàn)平臺(tái)和最終的成品庫(kù)之間加入機(jī)器人進(jìn)行挑選檢驗(yàn)。

圖2 二維鋁擠壓生產(chǎn)線

圖3 三維鋁擠壓生產(chǎn)線
2.2.2 基于Plant Simulation的鋁擠壓機(jī)生產(chǎn)調(diào)度系統(tǒng)模型
按照實(shí)際生產(chǎn)中的鋁擠壓加工工藝流程,鋁擠壓原材料會(huì)按照相應(yīng)型號(hào)和生產(chǎn)工藝流程形成不同的生產(chǎn)批次在鋁擠壓生產(chǎn)車間進(jìn)行加工。基于多批次加工的鋁擠壓生產(chǎn)線調(diào)度問題可以描述為:J個(gè)批次的工件在M臺(tái)機(jī)器上完成對(duì)N道工序的加工計(jì)劃。本文在滿足生產(chǎn)約束的條件下,以生產(chǎn)線加工工期最小為調(diào)度目標(biāo)得到最優(yōu)的各批次的排產(chǎn)順序。可建立模型為
f=min{Cmax}=min{max(Cj)}j∈{1,2,3,…,J}
式中,Cj,n為工件j的完工時(shí)間。
在生產(chǎn)作業(yè)中每個(gè)批次均為連續(xù)加工,即該工件在當(dāng)前工序加工完成后即可送到該批次工藝流程中下一個(gè)工序進(jìn)行加工。批次生產(chǎn)過程中存在3個(gè)約束,其中Tj,n為工件j的工序n上的加工時(shí)間;Sj,n為工件j的工序n上的開工時(shí)間。
(1)如果同一批次工件當(dāng)前有加工工序, 則該工序的完工時(shí)間等于該工序開工時(shí)間與加工時(shí)間之和, 否則完工時(shí)間等于開工時(shí)間。
Cj,n=Sj,n+Tj,n
(j=1,2,3,…,J;n=1,2,3,…,N)
(2)同一工件的上一道工序完工時(shí)間和下一道工序開工時(shí)間的關(guān)系,即需要等待上一道工序加工完成后才能進(jìn)行下一道工序加工。
Cj,n≤Sj,n+1
(j=1,2,3,…,J;n=1,2,3,…,N)
(3)任何一道工序的完工時(shí)間減去其開工時(shí)間不能小于其加工時(shí)間。
Cj,n-Sj,n≥Tj,n
(j=1,2,3,…,J;n=1,2,3,…,N)
本文采用配置為Windows 10系統(tǒng),Core i5-7300 CPU,在Plant Simulation16.0.0版本上進(jìn)行模擬仿真,為實(shí)現(xiàn)調(diào)度系統(tǒng)的仿真及優(yōu)化,圖 2的GAWizard為GA模塊工具箱用來運(yùn)行遺傳算法;甘特圖為輸出最優(yōu)方案的甘特圖Endsim、material、Mac_ProcTime、jiya_time為GA模塊工具箱、加工工件的控制程序、數(shù)據(jù)包、工藝路線及其時(shí)間等模塊,機(jī)器部分主要含有11臺(tái)加工設(shè)備、源以及緩沖存儲(chǔ)區(qū)等。
3 基于遺傳算法的鋁擠壓生產(chǎn)調(diào)度系統(tǒng)實(shí)現(xiàn)
3.1 染色體編碼
本文采用基于工序的編碼方式,即一條染色體表示一組工序的加工順序,工序上的每一個(gè)基因,為加工工件的每一道工序。解碼時(shí)則先根據(jù)每一條染色體的基因上的表示工件號(hào)碼的數(shù)字在該條染色體的基因次序中出現(xiàn)的順序,計(jì)算出該工件目前加工的工序;再根據(jù)該工件的目前加工的工序確定目前加工所使用的機(jī)器及所需的加工時(shí)間。
3.2 適應(yīng)度值計(jì)算
遺傳算法基因被選擇遺傳的機(jī)會(huì)取決于所組成的染色體適應(yīng)度大小[6],如何使用遺傳算法的解與求解問題的解進(jìn)行匹配是使用遺傳算法求解問題的關(guān)鍵。對(duì)于鋁擠壓生產(chǎn)線問題,在最短時(shí)間內(nèi)完成對(duì)所有批次工件的加工是求解的目標(biāo),即Makespan的最小值。所以遺傳算法中的適應(yīng)度函數(shù)設(shè)置為最大完工時(shí)間的倒數(shù)。
3.3 選擇操作
選擇操作是使適應(yīng)度值高的個(gè)體遺傳到下一代,體現(xiàn)了遺傳算法中的“優(yōu)勝略汰”思想,避免了過早收斂導(dǎo)致?lián)p失優(yōu)良的基因。選擇算子采用經(jīng)典的輪盤賭方法,即每個(gè)個(gè)體被選中的概率與其適應(yīng)度值的大小成正比,個(gè)體的適應(yīng)度值越大被選擇的概率就越大,反之亦然。
3.4 交叉操作
本文采用了基于工序的編碼方式,為了防止由于任意交叉產(chǎn)生非法解的情況,所以采用了部分映射交叉法(Partially Mapping Crossover,PMX)進(jìn)行交叉操作[7]。其步驟為:①隨機(jī)產(chǎn)生兩個(gè)交叉點(diǎn),交換兩個(gè)染色體的兩個(gè)交叉點(diǎn)之間的基因;②若交換后的交叉點(diǎn)基因部分與交叉點(diǎn)之外的基因部分不沖突,則保留該交叉操作;③若基因部分發(fā)生沖突,則在交換基因的集合中利用部分映射尋找替換基因,從而產(chǎn)生新個(gè)體。
3.5 變異操作
本文采用了基于工序的編碼方式,為了防止由于隨機(jī)變異產(chǎn)生非法解的情況,所以采用互聯(lián)變異方式進(jìn)行變異操作[8]。互聯(lián)變異的主要原理是隨機(jī)選擇兩個(gè)位置,交換這兩個(gè)位置上的基因,完成變異操作,得到一個(gè)新的染色體個(gè)體。如個(gè)體[1,2,3,4,5,6,7,8,9],隨機(jī)選擇3、6位置,交換后的個(gè)體為[1,2,6,4,5,3,7,8,9]。
根據(jù)遺傳算法相關(guān)操作的設(shè)置,可以將遺傳算法的總體步驟進(jìn)行總結(jié),其流程圖如圖 4所示。

圖4 GA算法流程圖
4 仿真結(jié)果及分析
為了驗(yàn)證本文提出的算法在鋁擠壓生產(chǎn)線上的實(shí)際性能,在Plant Simulation平臺(tái)搭建了模型并利用實(shí)際生產(chǎn)中的生產(chǎn)數(shù)據(jù)進(jìn)行測(cè)試。
4.1 按批次進(jìn)行排產(chǎn)
首先采用實(shí)際生產(chǎn)中按批次進(jìn)行加工的排產(chǎn)方式進(jìn)行測(cè)試,其排產(chǎn)結(jié)果如圖 5所示。圖中第一列為MU,即需要加工的工件;第二列為每個(gè)工件需要加工的數(shù)量;第三列為工件的名稱;第四列為其屬性;第五列為初始的排產(chǎn)順序,即按批次進(jìn)行加工的排產(chǎn)順序;第六列為進(jìn)行優(yōu)化后的排產(chǎn)順序,因?yàn)檫€未進(jìn)行優(yōu)化,所以排產(chǎn)順序與初始的排產(chǎn)順序相同。

圖5 優(yōu)化前排產(chǎn)順序
按照此順序進(jìn)行排產(chǎn),總共耗時(shí)1小時(shí)02分34秒,甘特圖結(jié)果如圖 6所示。圖中橫軸代表加工時(shí)間,縱坐標(biāo)代表不同的加工機(jī)器,不同顏色的色塊代表不同的加工工件。圖中第一行從左向右依次表示J1、J2、J3、J4、J5、J6、J7、J8、J9、J10、J11、J12、J13、J14、J15、J16、J17、J18、J19、J20。

圖6 優(yōu)化前甘特圖
4.2 用GAWizard算法優(yōu)化后進(jìn)行排產(chǎn)
用遺傳算法對(duì)鋁擠壓生產(chǎn)線工序進(jìn)行優(yōu)化,對(duì)遺傳算法的參數(shù)進(jìn)行優(yōu)化設(shè)置如圖 7所示。圖中優(yōu)化方向設(shè)置為向最小值的方向優(yōu)化;世代數(shù),即迭代次數(shù)設(shè)置為1 000;世代大小,即種群大小設(shè)置為200;優(yōu)化參數(shù)設(shè)置為對(duì)20個(gè)工件的順序進(jìn)行優(yōu)化;適應(yīng)度計(jì)算設(shè)置為按表格,表格中設(shè)置為按最大完工時(shí)間進(jìn)行適應(yīng)度計(jì)算。

圖7 GA算法參數(shù)選擇
運(yùn)行遺傳算法進(jìn)行優(yōu)化,得到遺傳算法進(jìn)化迭代的性能圖如圖8所示。圖中橫軸代表迭代次數(shù),縱軸代表適應(yīng)度值,從圖中可知隨著迭代次數(shù)的增加,適應(yīng)度值逐漸收斂到最優(yōu)解,即為該擠壓機(jī)生產(chǎn)線模型下的最小化最大完工時(shí)間。

圖8 GA算法性能圖
經(jīng)過遺傳算法的優(yōu)化,得到該鋁擠壓生產(chǎn)線模型的最優(yōu)調(diào)度方案為9、16、19、18、4、7、2、11、1、12、13、3、15、20、5、10、6、17、8,如圖 9所示。圖中第一列為MU,即需要加工的工件;第二列為每個(gè)工件需要加工的數(shù)量;第三列為工件的名稱;第四列為其屬性;第五列為初始的排產(chǎn)順序,即按批次進(jìn)行加工的排產(chǎn)順序;第六列為進(jìn)行優(yōu)化后的排產(chǎn)順序。
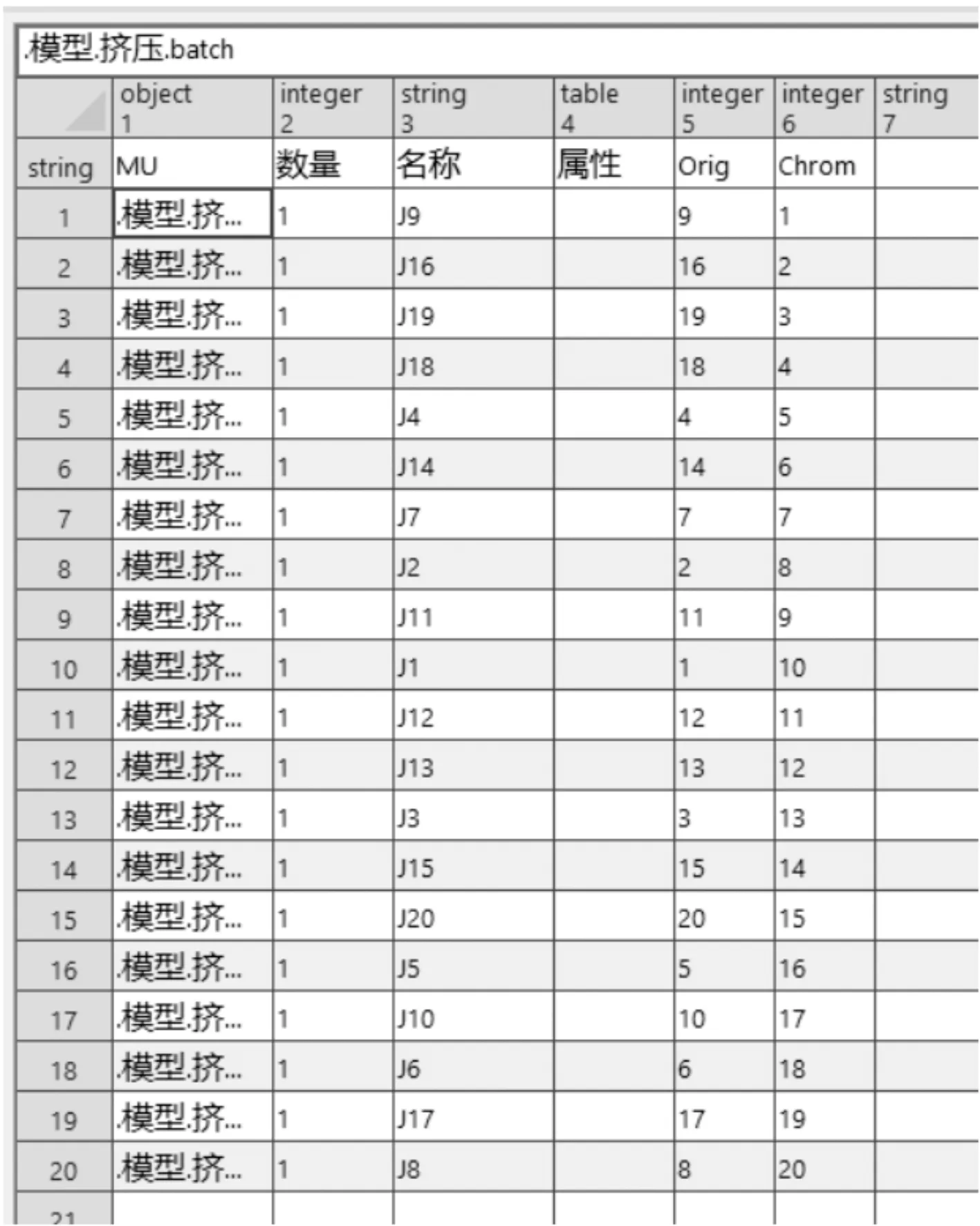
圖9 優(yōu)化后排產(chǎn)順序
按照該排產(chǎn)方案進(jìn)行加工,總需耗時(shí)51分43秒。繼續(xù)運(yùn)行MyGant程序,得到如圖 10所示最優(yōu)解調(diào)度甘特圖。圖中橫軸代表加工時(shí)間,縱坐標(biāo)代表不同的加工機(jī)器,不同顏色的色塊代表不同的加工工件。圖中第一行從左向右依次表示J9、J16、J19、J18、J4、J14、J7、J2、J11、J12、J13、J3、J15、J20、J5、J10、J6、J17、J8。

圖10 優(yōu)化后甘特圖
通過上述對(duì)比分析,經(jīng)過遺傳算法優(yōu)化后,該鋁擠壓生產(chǎn)線生產(chǎn)模型只需要51分43秒就可完成加工,對(duì)比未優(yōu)化前需要1小時(shí)02分34秒,減少了10分鐘51秒,排產(chǎn)效率提高了17.34%。結(jié)果表明,利用本文所用的調(diào)度方法對(duì)縮短鋁擠壓生產(chǎn)線上的工件加工時(shí)間是有效的。
5 結(jié)論
本文以Plant Simulation仿真軟件為基礎(chǔ),對(duì)遼寧忠旺集團(tuán)的125 MN鋁擠壓生產(chǎn)線的車間布局及加工次序進(jìn)行模擬仿真,并對(duì)工件加工次序進(jìn)行優(yōu)化,以實(shí)現(xiàn)最短總加工時(shí)間的目標(biāo)。在生產(chǎn)車間排產(chǎn)調(diào)度問題的優(yōu)化求解中,對(duì)比了加入GA優(yōu)化算法前后的不同總加工時(shí)間,仿真結(jié)果表明該方法的確縮小了生產(chǎn)車間的總工期,為工業(yè)生產(chǎn)排產(chǎn)問題提供了新的解決方法。后續(xù)的工作則是將仿真優(yōu)化后的工件加工次序,用于指導(dǎo)實(shí)際的鋁擠壓生產(chǎn),從而提高生產(chǎn)效率,增加工廠經(jīng)濟(jì)效益。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09
汽車零部件(2014年11期)2014-09-18 11:57:16