永磁直流電機碳刷磨損和PWM 控制頻率關系的研究
2022-07-02 00:49:34邱棟,江海
汽車電器 2022年6期
關鍵詞:機械
邱 棟, 江 海
(博世汽車部件(蘇州) 有限公司底盤控制系統工程部, 江蘇 蘇州 215024)
1 背景介紹
隨著汽車技術自動化、 電氣化、 智能化的普及程度越來越高, 電機在汽車工業中得到了廣泛的應用。 永磁直流電機因其設計成熟、 控制簡易, 而且成本相對于無刷直流電機存在巨大的優勢, 因而在汽車各個控制系統中均有大量使用。
底盤控制系統的ESP液壓泵電機目前仍以永磁直流電機作為主流電機。 隨著智能駕駛的逐步提高, 對于ESP液壓泵電機的使用壽命要求也越來越高。 早期ESP液壓泵電機的工作壽命只需幾十個小時即可滿足要求, 而目前電機的工作壽命需要幾百小時甚至上千個小時才能滿足要求。 永磁直流電機的壽命往往取決于碳刷的長度, 因而汽車科技的發展對電機碳刷磨損的研究提出了新的應用需求。
本文以ESP 液壓泵系統中使用的永磁直流電機作為研究對象, 通過設置不同的試驗條件研究碳刷的磨損情況。 在不改變系統使用條件的情況下, 通過優化電機的PWM的控制頻率來降低電機的有效電流RMS值, 從而將碳刷磨損控制在合理的范圍內。 該研究成果不僅可以預測現有電機的使用壽命, 而且為下一代電機的碳刷設計提供了理論基礎。
2 磨損機理分析
摩擦學的機理非常復雜, 因而影響電機碳刷磨損的因素也非常繁多。 一般來講, 可以將碳刷的摩擦分為3種類型: 無電流作用下的純機械磨損、 電流作用下的機械磨損、 純電氣磨損。
1) 無電流作用下的純機械磨損與碳刷和換向器材料,接觸面的形狀及粗糙度, 接觸面的壓力, 以及轉速、 溫度、濕度等因素密切相關。
2) 電流作用下的機械磨損除了和影響純機械磨損的因素相關之外, 另外一個重要的因素就是電流的存在會導致接觸面局部溫度快速升高。 試驗研究表明: 在ESP液壓泵極限工作情況下, 碳刷的溫度可達240℃, 從而會急劇加速機械磨損的程度。
3) 由于換向器的存在, 在電流換向時會產生火花甚至環火現象。 這種現象會逐步腐蝕碳刷和換向器的表面, 從而造成碳刷的磨損, 這類磨損稱之為電氣磨損。 在電機設計定型的情況下, 可以近似認為電氣磨損隨著電流的增大而增大。
按照參考文獻[2]的研究數據, 碳刷的總工作時長在140~700h范圍內, 純機械磨損占總磨損的比例在10%~15%左右, 電流作用下的磨損占比在50%~65%左右, 而電氣磨損占比在20%~40%左右。
3 試驗參數設計及結果分析
作者在平時的試驗中發現, 不同的電機控制方式和控制頻率會對電機的測試壽命 (碳刷磨損) 存在非常顯著的影響。 進一步研究發現, 不同的控制方式和控制頻率實際上影響了電機的有效RMS值, 從而影響了碳刷磨損。
為了簡化研究變量和模型, 在本文中將第2章中的碳刷磨損簡單分為兩類: ①純機械磨損, 此類磨損和電流值大小無關; ②由于電流存在而產生的磨損, 包括電氣磨損。
首先設計了不同負載和不同控制頻率下的DOE試驗。試驗條件如表1所示。
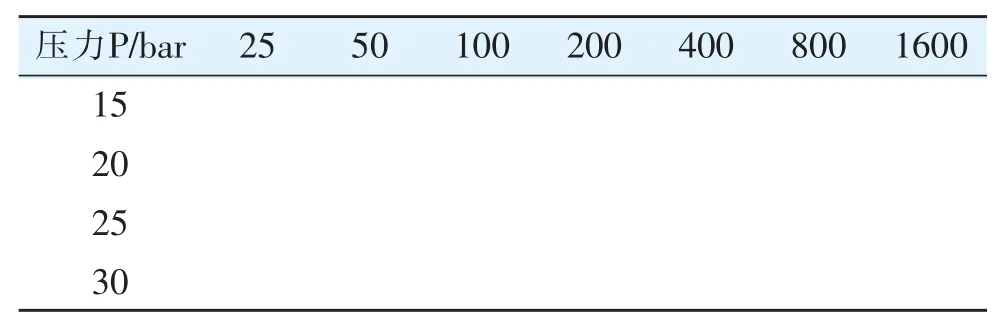
表1 電機PWM控制頻率Hz
DOE試驗數據處理結果如圖1~圖2所示。 可以看出, 在不同負載壓力的條件下, 隨著電機控制頻率的增加, 電流值顯著下降 (從紅色區域到藍色區域)。 進一步抽取一固定負載條件下僅控制頻率變化的曲線繪制成右邊的對數圖像,可以看出在1000Hz以內, 電流值隨著控制頻率的增加近似成直線下降趨勢; 當控制頻率大于1000Hz后, 雖然控制頻率大幅增加, 但是電流值幾乎不再發生變化。
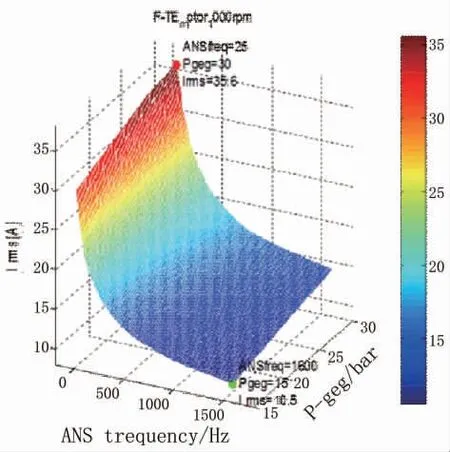
圖1 在不同負載壓力的條件下,電機控制頻率與電流值的關系
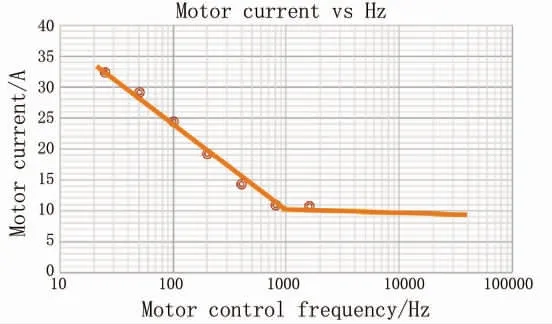
圖2 DOE試驗數據處理結果
進一步分析表明, 如圖3~圖5所示, 當控制頻率較低時, 電機的轉速波動較大, 因而電機的峰值電流也會較大,從而導致RMS電流值較大。 而當控制頻率較高時, 電機轉速平穩, 電流波動很小, RMS電流值也就較小。
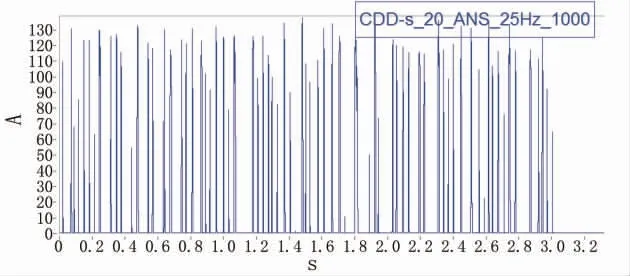
圖3 控制頻率25Hz
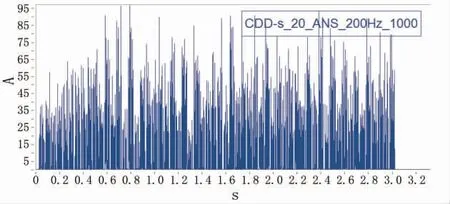
圖4 控制頻率200Hz
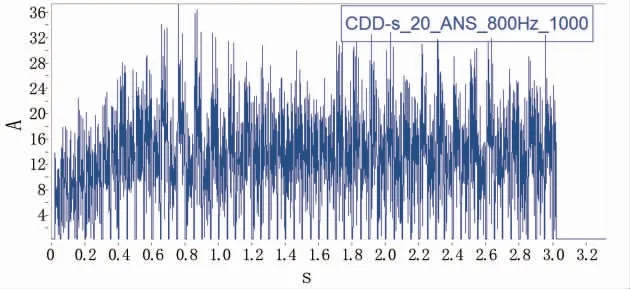
圖5 控制頻率800Hz
由圖3~圖5分析結果可以清晰地理解電機PWM控制頻率是如何影響電機的RMS電流的。 為了進一步研究電流值如何影響碳刷的磨損, 作者收集了過往大量的試驗數據,繪制成碳刷磨損和電流值的關系圖, 如圖6所示。
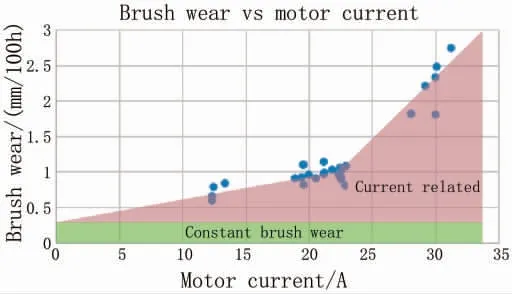
圖6 碳刷磨損和電流值的關系圖
試驗數據的電機工作時長均在300~700h之間, 碳刷設計相同且電機工作條件 (轉速、 負載等) 類似, 主要區別就是PWM控制頻率不同。 圖6中碳刷磨損值表示為每100h碳刷的磨損長度。 由圖可見, 碳刷磨損隨著電流的增加而增加。 在電流為0時, 這部分碳刷磨損就是純機械磨損, 它是一個固定值 (圖中綠色部分), 不隨電流的增加而增加。另一部分 (淺紅色) 為電流相關的磨損, 它隨著電流的增大而成指數增大。
作者的研究結果和參考文獻[2]不同的是, 純機械磨損占比和電流值關系非常大。 當有效電流為10A時, 純機械磨損占總磨損的50%左右; 而當電流為30A時, 電流相關的磨損大幅增加, 純機械磨損僅占總磨損的13%左右, 這與參考文獻[2]中的結果是一致的。 這可能是由于文獻[2]中研究的電機的設計和工作條件與作者研究的不同而造成的。
4 結論
本文通過不同條件下直流電機的碳刷磨損研究, 發現了碳刷磨損量和電流以及PWM控制頻率之間的關系, 具體結論如下。
1) 電機的PWM控制頻率對有效電流值會產生顯著的影響。 控制頻率在1000Hz以內, 電流值隨著控制頻率的增加近似成直線下降趨勢; 當控制頻率大于1000Hz后, 雖然控制頻率大幅增加, 但是電流值幾乎不再發生變化。
2) 碳刷磨損隨著電流的增加而增加。 碳刷的磨損包含兩部分: 純機械磨損是一個固定值, 不隨電流的增加而增加。 電流相關的磨損 (因電流而導致的機械磨損和電氣磨損), 隨著電流的增大而成指數增大。
本文中的碳刷磨損和控制頻率模型具有實際應用意義。根據碳刷磨損模型, 可以預測現有設計在不同工況下的碳刷磨損情況, 從而可以避免電機的過度使用。 同時該模型也為新的電機設計提供了理論基礎, 可以用來指導電機碳刷的設計及選型。 由于電流值對電子元器件的發熱有顯著影響, 根據控制頻率對電流的影響, 可以選擇合適的控制頻率來降低電機的電流值。 在平衡控制頻率和電流值的情況下, 選擇合適的電子元器件, 可以有效降低電機控制器(ECU) 的成本。
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
