擺線齒插齒加工刀具刃形設(shè)計(jì)探究
2022-07-05 08:47:40殷少華劉文廣江增輝石岳林
科海故事博覽 2022年18期
關(guān)鍵詞:設(shè)計(jì)
殷少華 劉文廣 江增輝 石岳林
(1.杭州前進(jìn)齒輪箱集團(tuán)股份有限公司,浙江 杭州 311203;2.杭州而然科技有限公司,浙江 杭州 310051)
因?yàn)镽V 減速機(jī)擺線針輪的嚙合大小和傳動(dòng)性能之間產(chǎn)生精確的關(guān)聯(lián),所以傳統(tǒng)的齒輪加工方法并未在RV 減速機(jī)擺線針輪加工領(lǐng)域得到大規(guī)模的應(yīng)用。從理論上看,想要設(shè)計(jì)出和擺線針輪相吻合的刀具刃形,需要應(yīng)用包絡(luò)法加工擺線齒輪,因此,文中基于包絡(luò)原理加工齒輪,推導(dǎo)出擺線齒插齒加工刀具刃形形狀,為擺線齒輪的行星傳動(dòng)與插削工藝奠定基礎(chǔ)。
1 擺線齒插齒加工刀具刃形設(shè)計(jì)計(jì)算坐標(biāo)系
插齒加工插削運(yùn)動(dòng)主要是刀具沿自身軸線進(jìn)行的重復(fù)運(yùn)動(dòng),同時(shí),按照一定的傳動(dòng)比進(jìn)行旋轉(zhuǎn)運(yùn)動(dòng),根據(jù)這種關(guān)系,建立擺線齒插齒加工刀具刃形設(shè)計(jì)計(jì)算坐標(biāo)系。在x1y1z1坐標(biāo)系中建立擺線齒插齒齒面方程,此坐標(biāo)平面和刀具的端面產(chǎn)生重合現(xiàn)象;在x2y2z2坐標(biāo)系中建立刀具刀刃方程,此坐標(biāo)平面和單據(jù)的端面產(chǎn)生重合現(xiàn)象;機(jī)床的固定坐標(biāo)系是xcyczc、xwywzw,其中,z1軸為豎直狀態(tài),z2和z1處于平行狀態(tài),yc與yw軸共線,坐標(biāo)原點(diǎn)間距離為a0,工件與刀具分別處于角速度w1、w2進(jìn)行旋轉(zhuǎn),兩個(gè)旋轉(zhuǎn)角度分別為,工件和刀具均沿著自身軸線進(jìn)行直線運(yùn)動(dòng),距離為l,根據(jù)展成原理(包絡(luò)法),工件和刀具轉(zhuǎn)角之間滿足如下關(guān)系式:
其中:工件的齒數(shù)為Z1,刀具的齒數(shù)為Z2,當(dāng)?shù)毒咭灾本€運(yùn)動(dòng)的方式由主運(yùn)動(dòng)方式引起l距離的變化,擺線輪插削過程中,軸向運(yùn)動(dòng)并不會(huì)產(chǎn)生附加的轉(zhuǎn)動(dòng),同時(shí),也不會(huì)影響到展成運(yùn)動(dòng)的實(shí)際效果,所以在進(jìn)行擺線齒插齒加工刀具刃形設(shè)計(jì)過程中可以暫時(shí)忽略l距離產(chǎn)生的干擾,將l距離設(shè)置為0。
2 擺線輪齒形方程式
將和標(biāo)準(zhǔn)針輪向嚙合且不存在間隙的擺線輪齒形稱之為標(biāo)準(zhǔn)齒形,在選擇擺線輪幾何中心點(diǎn)作為原點(diǎn)、選擇通過原點(diǎn)并與擺線齒輪間對(duì)稱軸重合的軸線作為x軸,擺線輪標(biāo)準(zhǔn)齒形為外擺線等距曲線,在實(shí)際應(yīng)用過程中,擺線針輪轉(zhuǎn)動(dòng)過程中,為了補(bǔ)償制作誤差,便于進(jìn)行拆裝和良好的潤滑,擺線輪齒和針輪齒間必須存在嚙合間隙,因此,必須修正擺線輪齒形。
根據(jù)目前所了解到的國內(nèi)外參考資料、參考文獻(xiàn)來看,進(jìn)行擺線輪齒形修正的方法可以從以下三種修正法進(jìn)行演化:
1.移距修形法-采用此修正法進(jìn)行擺線輪加工是最簡單的,需要將磨輪向工作臺(tái)中心移動(dòng)微距,相當(dāng)于磨齒過程中針輪半徑從標(biāo)準(zhǔn)向縮小過渡,磨出的齒形的短幅系數(shù)將遠(yuǎn)遠(yuǎn)大于標(biāo)準(zhǔn)齒形短幅系數(shù)。
2.等距修形法-采用此修正法進(jìn)行擺線輪加工,機(jī)床調(diào)整要在參數(shù)上選擇和加工標(biāo)準(zhǔn)齒形一致的標(biāo)準(zhǔn)。
3.轉(zhuǎn)角修形法-采用此修正法進(jìn)行擺線輪加工相對(duì)繁瑣,磨齒的時(shí)間需要延長,不能單獨(dú)使用,機(jī)床調(diào)整和加工標(biāo)準(zhǔn)齒形一致,在磨出標(biāo)準(zhǔn)齒形之后需要將分齒機(jī)構(gòu)和偏心機(jī)構(gòu)進(jìn)行聯(lián)系剝離,然后再撥動(dòng)分齒機(jī)構(gòu)齒輪,促使擺線輪工件經(jīng)過微小角度改變上一次磨削的初始位置。

在設(shè)計(jì)擺線輪插齒刀刃形的過程中,為了促使擺線輪和針輪嚙合產(chǎn)生同等的嚙合間隙,可以將修形后的擺線輪齒形作為理論的修形,根據(jù)輪齒傳動(dòng)設(shè)計(jì)的三種修正法,建立基于以上三種修正方法的擺線輪齒齒形修正方程式并不難,除了轉(zhuǎn)角修形法不能獨(dú)立使用之外,其他兩種方法均可以與其他修形法聯(lián)立使用。
因此,得出修形后的擺線輪齒形方程為公式1。
3 插齒刀理論刃形計(jì)算
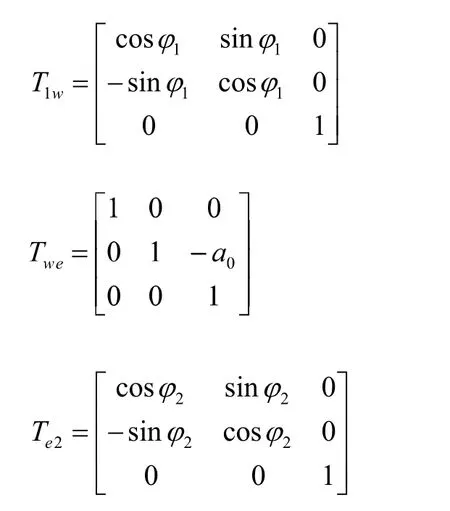
插齒刀理論刃形是工件齒形的嚙合齒形,在點(diǎn)A進(jìn)行接觸的是工件與切削刃,此時(shí)的相對(duì)運(yùn)動(dòng)速度為v,工件與切削刃的公法矢為n,從修形后的擺線輪齒形方程可以得出點(diǎn)A 在x1O1y1的坐標(biāo)系坐標(biāo)為(x1y1),設(shè)置點(diǎn)A 在x2O2y2坐標(biāo)系坐標(biāo)為(x2y2),可以得出:

其中:
T12是x1O1y1坐標(biāo)系至x2O2y2坐標(biāo)系的變換矩陣。
T1w是x1O1y1坐標(biāo)系至xwOwyw坐標(biāo)系的變換矩陣。
Twe是xwOwyw坐標(biāo)系至xcOcyc坐標(biāo)系的變換矩陣。
Tc2是xcOcyc坐標(biāo)系至x2O2y2坐標(biāo)系的變換矩陣。
經(jīng)由修形后的擺線輪齒形方程,可以得出在x1O1y1的坐標(biāo)系里表示的擺線輪齒面法向方向?yàn)椋?/p>
其中:T1c是x1O1y1的坐標(biāo)系至xcOcyc坐標(biāo)系的變換矩陣。
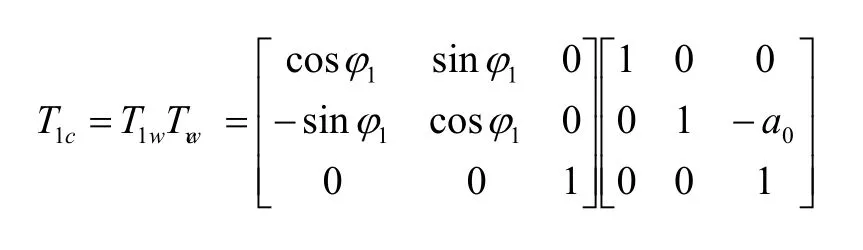
工件上點(diǎn)A 速度為v1=r1×w1,v1是平面xpOpyp的內(nèi)矢量,在x1O1y1坐標(biāo)系內(nèi)部有r10=(x1,y1,0),在xwywzw坐標(biāo)系內(nèi)有w1=T1wr10w1,同理可證,可以求出xcOcyc坐標(biāo)系內(nèi)表示刀具點(diǎn)A 速度的v2,進(jìn)而得出相對(duì)的運(yùn)動(dòng)速度為:
通過聯(lián)立工件和刀具轉(zhuǎn)角間關(guān)系式、修形后的擺線輪齒形方程式、未知參數(shù)、擺線輪齒面的法矢、相對(duì)運(yùn)動(dòng)速度求解方程組中的、,進(jìn)而代入刀具刃形設(shè)計(jì)計(jì)算公式,得到插齒刀理論刃形方程[1]。
4 某型號(hào)RV 減速器擺線針輪減速機(jī)插齒刀刃形設(shè)計(jì)
以某一型號(hào)RV 減速器擺線針輪減速機(jī)為例進(jìn)行插齒刀的刃形設(shè)計(jì),主要參數(shù)如下:Ze為38.9;Zp為29.8;a/mm 為0.99;rp/mm為53.5;rrp/mm為2.35;Δrp/mm為-0.009;Δrrp/mm為0.014;為0,驗(yàn)證上述設(shè)計(jì)的合理性。根據(jù)參數(shù)進(jìn)行插齒刀齒齒數(shù)的設(shè)計(jì),確定齒數(shù)為22,將參數(shù)代入公式修形后的擺線輪齒形方程求出擺線輪的齒面方程式,進(jìn)而求得擺線輪齒面任一切削刃接觸時(shí)產(chǎn)生的轉(zhuǎn)角,代入插齒刀刃形計(jì)算公式求出插齒刀刃形方程。插齒刀刃形一旦在某一瞬時(shí)點(diǎn)為與擺線輪齒形產(chǎn)生接觸,伴隨切削工具與工件作相對(duì)展成運(yùn)動(dòng)和刀具向工件旋轉(zhuǎn)的徑向移動(dòng)切削運(yùn)動(dòng),完成齒面全面加工。
5 擺線輪插齒刀刀面設(shè)計(jì)方法
5.1 直齒齒輪設(shè)計(jì)
這種設(shè)計(jì)方法產(chǎn)生的刀具結(jié)構(gòu)相對(duì)簡單,在進(jìn)行加工的過程中刀具軸和工件軸之間狀態(tài)為平行情況,并不需要將角度進(jìn)行擺動(dòng),所以直齒齒輪設(shè)計(jì)的工件經(jīng)常采用這種刀具進(jìn)行加工。直齒插齒刀的實(shí)際切削刃形一般采用的是理論刃形,為了科學(xué)提升插齒刀的具體切削性能,可以科學(xué)設(shè)計(jì)刀面形狀,促使插齒刀具備合理的切削角度。
可以將插齒刀的前刀面設(shè)計(jì)成由若干成形直線擬合成的自由曲面,其中每條成形直線主要根據(jù)插齒刀刀刃各點(diǎn)切削速度和切削前角進(jìn)行計(jì)算之后產(chǎn)生。可以將成形直線的方向矢量設(shè)置為,切削前角設(shè)置為,切削速度矢量設(shè)置為v,切削刃切線方向矢量設(shè)置為te,將N設(shè)置為基面Pr和主剖面P0產(chǎn)生交線的單位方向矢量,根據(jù)下面的式子求出:
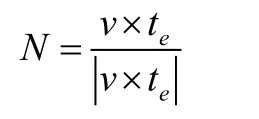
在主剖面P0內(nèi)構(gòu)造單位矢量。
促使其和單位方向矢量N間的夾角設(shè)置為。

根據(jù)插齒刀切削刃方程與各點(diǎn)成形直線矢量構(gòu)造若干條成形直線,采用自由曲面擬合成形直線,進(jìn)而獲得插齒刀的前刀面。插齒刀后刀面由若干條隨刀具軸線方向往刀具實(shí)體收縮的理論刃形構(gòu)造求得,其中,每條理論上的刃形r1,r2,r3……在通過漸次運(yùn)動(dòng)減小中心距a0,這個(gè)結(jié)果根據(jù)插齒刀理論刃形計(jì)算過程得出,擬合樣條曲面進(jìn)行理論刃形之后獲得插齒刀后刀面。
5.2 斜齒齒輪設(shè)計(jì)
斜齒齒輪設(shè)計(jì)刀面相對(duì)直齒齒輪設(shè)計(jì)復(fù)雜,在進(jìn)行加工的過程中刀具軸需要進(jìn)行一定程度的角度擺動(dòng)。在切削過程中,斜齒齒輪設(shè)計(jì)的刀具可以產(chǎn)生割動(dòng)的效果,根據(jù)斜齒齒輪設(shè)計(jì)的斜齒刀具能夠更加便捷地進(jìn)行刀面形狀的優(yōu)化,促使刀具的角度更加科學(xué)。因此,斜齒齒輪設(shè)計(jì)在某些情況下是十分必要的,當(dāng)插齒刀的刀具設(shè)計(jì)為斜齒時(shí),在進(jìn)行實(shí)際切削的過程中,切削刃僅需要將端截面保持為理論刃形,構(gòu)造方法多樣化。斜齒齒輪前刀面設(shè)計(jì)和上文中直齒齒輪前刀面設(shè)計(jì)的方法一致,在后刀面的設(shè)計(jì)過程中,后刀面主要由若干隨刀具軸線方向往刀具實(shí)體螺旋收縮的理論刃形構(gòu)成,進(jìn)而形成刀具的后角、螺旋角,在進(jìn)行加工的過程中,刀具軸的擺角和刀具的螺旋角相等。
6 仿真與驗(yàn)證
針對(duì)插齒刀刃形設(shè)計(jì)實(shí)例所給出的某一型號(hào)RV 減速器擺線針輪減速機(jī)擺線輪工件參數(shù),設(shè)定插齒刀前角為10°、后角為5°、齒數(shù)為16 齒,根據(jù)插齒刀理論刃形計(jì)算方法求出插齒刀前后面,利用CAD 軟件建立三維參數(shù)化模型。
為了科學(xué)驗(yàn)證插齒刀刃形設(shè)計(jì)的合理性,證明此設(shè)計(jì)能夠促使插齒刀造型誤差極大程度減小,提升精密程度,利用Vericut 數(shù)控加工仿真軟件進(jìn)行插齒刀切削仿真,根據(jù)插齒加工運(yùn)動(dòng)學(xué)模型和刀具3D 模型建立切削仿真基礎(chǔ)模型,為了解決切削仿真過程中可能會(huì)出現(xiàn)的求解效率低下、網(wǎng)格質(zhì)量不高、仿真算力不足等問題,通過數(shù)控程序進(jìn)行切削模型的調(diào)試與控制,便于得到高效、高質(zhì)量的模型。仿真結(jié)束之后,使用Vericut 數(shù)控加工仿真軟件對(duì)得到的仿真插齒刀工件進(jìn)行模型誤差分析,得到插齒刀齒形誤差分布情況,齒形誤差的最大數(shù)值達(dá)到0.008mm,結(jié)果滿足設(shè)計(jì)要求,通過切削仿真和齒形誤差分析,證明插齒刀刃形的設(shè)計(jì)方法科學(xué)有效[2]。
7 結(jié)論
文中采用插齒加工的仿真方法推進(jìn)擺線針輪減速機(jī)的加工進(jìn)度,根據(jù)擺線輪方程和插齒加工運(yùn)動(dòng)原理建立刀具刃形設(shè)計(jì)計(jì)算坐標(biāo)系,根據(jù)擺線針輪減速機(jī)擺線輪齒形方程進(jìn)行刃形方程的推導(dǎo),設(shè)計(jì)插齒刀刃形。經(jīng)過計(jì)算實(shí)際案例、仿真證明,文中所提出的插齒刀刃形設(shè)計(jì)切實(shí)方法可行,建立了刀具的三維模型,同時(shí)利用Vericut 數(shù)控加工仿真軟件對(duì)得到的仿真插齒刀工件進(jìn)行模型誤差分析,仿真和誤差分析結(jié)果證明設(shè)計(jì)方法正確無誤。
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
