發射水缸基座改裝施工技術及質量管控
2022-07-06 03:59:06青島前進船廠山東青島266042
機電設備 2022年3期
關鍵詞:變形
(青島前進船廠,山東青島 266042)
王 滔
0 引言
發射水缸是魚雷發射系統中的重要組成部分,發射系統的設備原理以及技術狀態是保證技術先進性的重要組成部分,隨著時代發展,裝備的更新換代越來越快,新技術的應用對后續裝備發展具有重要的意義。某艇改裝魚雷發射系統,需更換發射水缸,因發射水缸技術狀態發生變化且尺寸改變,原發射水缸基座已不適合,需在艇上改裝發射水缸基座。此項工程裝備更新完全改變了原有技術原理及狀態,實現裝備性能跨越式提升,施工工序復雜,工作量大,安裝精度要求高,也是該項技術首次應用在艇上,對原艇的技術狀態裝備邊界借口要求較高,在施工過程中必須采取科學合理的施工技術和質量管控措施才能確保順利、優質的完成[1]。
1 基座組成及要求
發射水缸基座由上基座、下基座、過渡法蘭組成。過渡法蘭焊接面要求緊靠艙壁面,法蘭中心通過原水缸中心線。下基座安裝面要求與艇基準面平行,安裝面在原水缸中心線下方785 mm位置,基座縱向中心線與原水缸中心線向艇中偏3°。新設備的技術狀態以及外形參數均發生了比較大的變化,數據的核對、校對以及對邊界尺寸的要求比較高,因此對原發射水缸的狀態確認要求相應變高[2]。
2 施工要求及控制措施
2.1 原發射水缸拆卸、出艙
發射水缸位于艏部壓載水艙內,原設備出艙以及換新設備進艙需要在壓載水艙殼板上開設工藝孔,工藝孔尺寸應能同時滿足新、舊發射水缸和基座可進出水艙的要求。根據現場測量原發射水缸及其基座的外形尺寸,核對周圍結構連接面,按照圖紙資料給出的新發射水缸及其基座的外形尺寸,兼顧考慮吊運設備所需空間,最終確認工藝孔尺寸為4 400 mm×2 000 mm,工藝孔開設前為預防水艙殼板變形可應在開孔四周100 mm位置安裝加強結構。所有結構切割位置以及焊裝位置滿足結構規范相關要求。
因新基座以原發射水缸中心線為基礎進行定位、安裝,所以發射水缸拆卸時不能整體拆卸出艙。需先拆除中間拉桿,待找出水缸中心線并作好標識后,再拆卸剩余部件。
對原水缸中心線和艇基準面幾何關系進行核對,將艇基準面通過兩臺激光經緯儀進行平移,從艙內通過線的折射反射原理引出至船塢側壁,再通過三維共線共面的關系在船塢壁以及船塢底找出三維平面,發射水缸中心線位置因為周邊已經有大開口,可利用開口通過激光經緯儀作出中心線,核對此中心線和艇基準面的相對關系,并與原圖紙進行核對以及數據分析,對裝備長時間使用后的技術狀態應做跟蹤。
核對后發現因為艇服役后長期使用會有艇體變形等因素影響,原發射水缸中心線位置和原圖紙有偏差,通過與艇方核對基準平臺標校情況以及歷史使用情況,認為原發射水缸中心線定位能滿足使用要求,不需要再做調整,則繼續沿用原發射水缸中心線作為換裝設備的中心線。按照原中心線位置劃好定位線和定位點用于后期安裝[3]。
2.2 原設備基座的切割
原設備基座與水艙底板和艙壁連接,切割時為不傷及底板和艙壁,切割時基座底部應預留3 m m~5 mm,切割完成后,再對預留根進行打磨處理,打磨結束后清理干凈。
2.3 原過渡法蘭的切割
新過渡法蘭與原過渡法蘭同心,切割舊法蘭前應以原法蘭中心線(即發射水缸中心線)為基準在艙壁上劃十字基準線,然后再沿原法蘭焊縫進行切割,切割時務必不能傷及母材。
2.4 新過渡法蘭的裝配、焊接
新過渡法蘭焊接面與緊靠壁板,另一面為傾斜面,法蘭上艇裝配應在法蘭上作出定位十字定位線,上艇裝配時法蘭上定位十字線應與艙壁上十字線對應。
因法蘭焊接量大,為減少焊接變形,焊接工作由兩名焊工采用對稱分段以及內外焊接交替的方式進行焊接。焊接之前做好分段標記,對工藝進行學習和宣貫,過程中嚴格按照工藝要求執行,特殊過程記錄表以及過程變形監測均按照策劃工作進行。過程數據隨時記錄,焊接的順序及法蘭分段焊接區域見圖1。
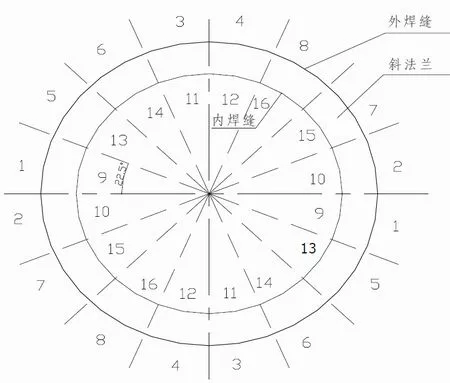
圖1 焊接的順序及法蘭分段焊接區域
同時焊接過程中需隨時監測法蘭的變形量,根據變形情況隨時調整焊接順序。為監測變形量,在斜法蘭上均布的4點設置變形測量標識板,如圖2所示,可分別測量焊接時斜法蘭水平位移和垂直位移。出現數據偏移的時候反向調整焊接次序和方向,應力拉伸在過程中隨時通過敲擊消除,必要時利用超聲波應力消除儀進行應力消除。
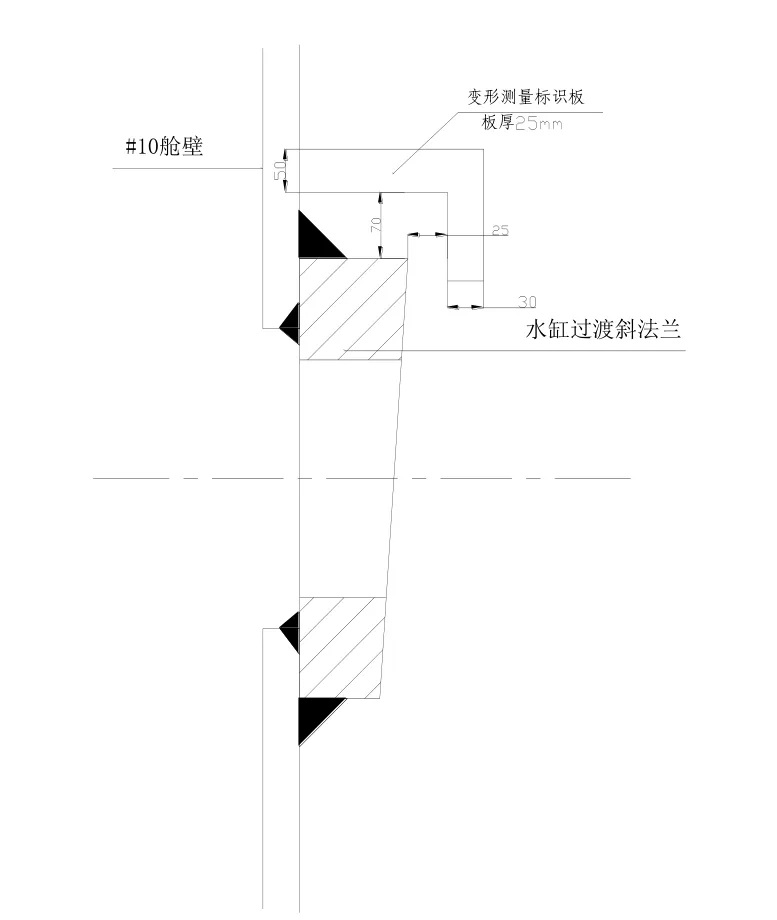
圖2 變形測量標識板(單位:mm)
2.5 下基座裝配、焊接
下基座安裝面要求與艇基準面平行,安裝面在原水缸中心線下方785 mm位置,基座縱向中心線與原水缸中心線向艇中偏3°。
利用前期延伸至船塢壁以及地面的基準面,測量核對下基座安裝位置,核對后劃線,按照要求偏移3°后劃好定位點十字線。
下基座為設備廠家提供的整體基座,需整體上艇安裝,下基座上艇前,在校準平臺上劃出縱向和橫向中心標識。艇上基座定位線由原水缸中心線反至水艙地板上,通過電腦模擬給出原水缸中心線向艇中偏3°及橫向中心的數據,根據模擬數據劃線。基座上艇后通過定位十字線確定基座的位置,隨后焊接固定。
下基座定位完成后,利用千斤頂,調節基座安裝面高度,制作T形樣板尺用于監測基座在裝配及焊接過程中安裝面的變化情況,樣板尺使用及形式見圖3。
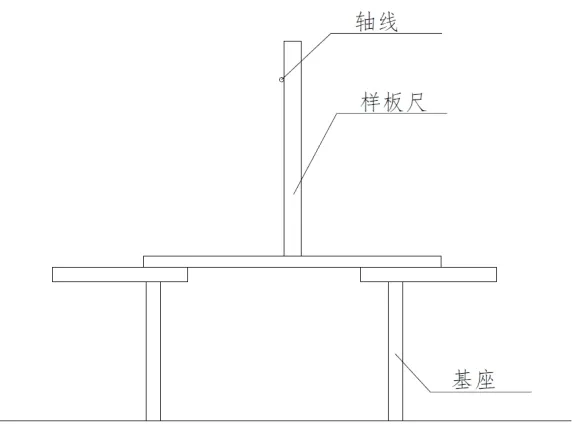
圖3 樣板尺使用及形式
基座位置調整完畢后,用裝配馬固定基座,然后將基座焊接在底板上,焊接過程利用樣板尺,隨時監測安裝面至中心線的高度,如高度出現變化,調整焊接順序和焊接技術參數。
2.6 上基座裝配、焊接
上基座縱向中心線與原水缸中心線向艇中偏3°,上基座安裝在水艙頂板上,上基座定位方式同下基座。下基座焊接完畢后,新發射水缸吊運至艙內與下基座研裝完成后,研裝上基座并點焊固定。發射水缸吊運出艙,焊接上基座。
2.7 焊后檢查
上、下基座及過渡法蘭焊接結束后,安裝發射水缸,安裝完畢后再核對一遍技術狀態后按照試驗大綱進行各項試驗,裝備試驗結束后,回裝水艙殼板,為確認水艙密性,殼板回裝后對水艙進行氣密性試驗。
2.8 性能試驗
塢內工程安裝完畢后,該艇進行了性能以及可靠性試驗,試驗記錄翔實,技術狀態均能滿足設計要求。
3 結論
本文闡述了發射水艙基座的裝配、焊接工作。新舊裝備對比技術狀態發展差距較大,外形區別大,施工過程數據要求精準,通過分析各階段工程的注意事項,提出解決方案,最終完成該項工程。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36