鋁合金精密模鍛件折疊缺陷分析及改善措施
2022-07-07 11:21:18冉林果唐玉婷
鋁加工 2022年3期
冉林果,唐玉婷
(西南鋁業(集團)有限責任公司,重慶 401326)
0 前言
作為鍛造產品生產過程中的主要報廢缺陷,折疊缺陷的占比高達到70%~80%。而鋁合金精密模鍛件因其形狀復雜,更容易在鍛造過程中產生折疊缺陷而導致報廢。本文以某7A04模鍛件為例對鋁合金精密模鍛件折疊缺陷的成因進行了詳細分析和闡述,并提出有效的解決方案。該鋁合金精密模鍛件是某機型的定型產品,因其存在大量非加工面,形狀復雜、薄壁多筋,圓弧多且小,經常因折疊缺陷造成產品報廢,并且在后期使用過程中,產品表面出現了類似“裂紋”的細小折疊缺陷,嚴重影響了產品質量和使用安全。
1 折疊缺陷形成機理
折疊缺陷是塑性加工時外力將坯料已氧化的表層金屬匯流貼合在一起壓入工件而造成的缺陷。模鍛件折疊缺陷的形成機理是:在模鍛變形過程中,金屬變形流動遵循最小阻力定律,向最小阻礙方向流動,致使模鍛件局部區域內的表面金屬向鍛件內部流動,這種從表面向鍛件基體的流動使表皮的氧化層、潤滑劑等雜質一起折入鍛件基體形成表面折疊[1]。折疊可能是由兩股(或多股)金屬對流匯合而形成;也可能是由一股金屬的大量急速流動將鄰近部分的表層金屬帶著流動,兩者匯合而形成的;也可能是由于變形金屬發生彎曲、回流而形成;還可能是部分金屬局部變形,被壓入另一部分金屬內而形成[2]。折疊缺陷的產生分為三個過程:表面折波→生成折疊→折疊發展。在折疊的初生階段,其尾端成小圓角狀,如經大量變形之后其尾端可成尖裂狀或叉形開裂狀,極為嚴重的折疊會把模鍛件的整個筋型穿斷。折疊主要出現在模鍛件的內圓弧處和十字接頭處,偶爾也出現在筋側和筋頂等近表層位置[3]。
對存在折疊缺陷的模鍛件進行低倍組織檢查時,可以發現從模鍛件表面到鍛件內折疊構成一條明顯的黑線,稱之為折紋。從模鍛件表面到折紋結束的距離即折紋的長度稱為折疊深度。折疊屬于近表層缺陷,由表面向鍛件深處擴展,造成鍛件金屬局部的不連續[4],呈現“由表及里、表面呈線狀”分布特征,外觀形貌與裂紋相似。通過掃描電鏡觀察和金相組織觀察,折疊斷面無明顯斷裂特征,能譜分析普遍顯示氧含量較高,折疊面存在較厚的氧化層,折疊兩側金屬流線不連續且紊亂。在模鍛實際生產過程中,高溫金屬在模具中的流動環境非常復雜,始終存在金屬流動不均勻的情況。所以,在模鍛中折疊缺陷幾乎不可避免,只是大小和數量上存在一定差別。生產實踐充分證明在模鍛件產品中經常出現兩種類型的折疊,一種是典型表面折疊,另一種是細小表面折疊[5]。典型表面折疊與鍛件基體金屬本色有區別,折疊處呈黑色直線或曲線狀(見圖1),特征明顯,通過常規蝕洗后常規目視可有效檢出[6]。細小表面折疊是與鍛件基體結合嚴實、“開口”細小、深度較淺(一般在3 mm以內),蝕洗后通過常規目視不易發現的折疊缺陷(見圖2),需要通過熒光滲透檢驗或者渦流檢測等特殊手段才能有效檢出。

圖1 模鍛件表面典型折疊

圖2 細小折疊缺陷
2 精密模鍛件折疊缺陷形成原因
本文以7A04鋁合金精密模鍛件為例闡述精密模鍛件折疊缺陷的形成原因。7A04精密模鍛件是從主體伸出3個帶槽支臂的高筋、薄壁、形狀復雜的模鍛件(見圖3),且存在大量非機加表面。該精密模鍛件具有以下特征:一是橫截面變化劇烈,A-A截面最大尺寸為171.3 mm,最小尺寸為10 mm,相差17倍;二是具有多個型槽,且最薄處僅有10 mm;三是具有34處圓角,最小圓角半徑7 mm。因其具有的上述特征,該鍛件在鍛造生產過程中金屬流動不暢,容易產生折疊。

圖3 7A04鋁合金精密模鍛件
該鍛件為上世紀90年代年的定型產品,采用鐓粗制坯,預鍛2火,終鍛2火,預鍛、終鍛后再進行工序洗修、熱處理和成品檢查。具體工藝流程如下:制坯→預鍛1火→蝕洗→目視檢查→修傷→預鍛2火→蝕洗→目視檢查→修傷→終鍛1火→蝕洗→目視檢查→修傷→終鍛2火→蝕洗→目視檢查→修傷→熱處理→成品檢查。
該鍛件折疊產生的原因如下:
(1)模鍛件形狀復雜,屬于薄壁、多高筋、多凹圓角、圓角小的高精密模鍛件,模鍛件各斷面變化大,非常不利于金屬平穩流動,在模鍛過程中金屬劇烈流動造成大面積表層金屬錯位流動形成折疊。
(2)預壓模、終壓模匹配性不佳。模鍛件模具于1992年設計制造,未經仿真模擬驗證,局部金屬分配不合理。
(3)受目視檢查局限(一般只能發現0.1 mm開口缺陷),致使部分細小表面折疊缺陷在修傷工序未被去除。
(4)修傷工序不徹底,凹坑、尖角等缺陷未修復圓滑,修傷處的寬深比未達到要求,在后續模鍛過程中易壓合形成折疊。
(5)長期服役造成鍛造模具存在內腔焊接修復和模具型腔局部變形,加劇了金屬流動不暢,致使預壓模同終壓模的匹配性進一步變差,增大了折疊缺陷產生的概率。
根據折疊產生機理,采用仿真模擬對該模鍛件產生折疊部位進行分析,得到了該模鍛件折疊缺陷產生區域(見圖4灰顯)。其中4個支臂內凹槽彎角筋型處,它處于整個鍛件的拐角處,縱向筋條和橫向筋條上金屬分別有縱、橫流動,這兩個不同方向的金屬流動易形成金屬錯層,容易形成折疊。因側面筋肋根部凹槽圓角處形狀復雜,位于多個幾何形狀連接的轉彎交匯處,該區域金屬流動方向易發生紊亂,容易形成折疊。通過模擬和實物驗證充分證實了折疊產生區域的推論(見圖5)。

圖4 模擬產出的折疊區域
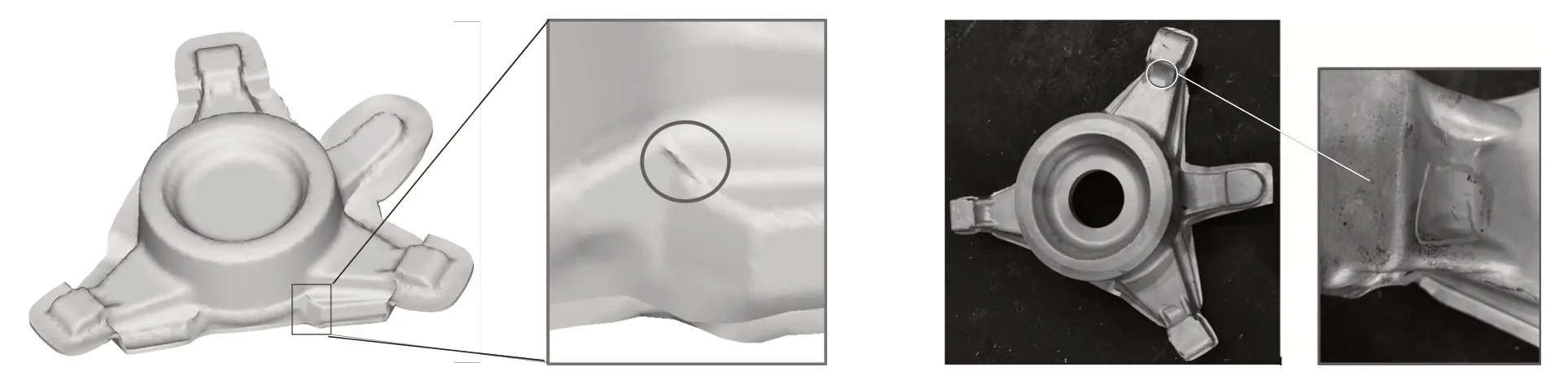
圖5 鍛件終鍛后出現的表面折疊
3 折疊缺陷改善措施
針對該鍛件的折疊形成原因,采取了以下措施:
(1)根據終鍛件重新設計預鍛模,結合模擬仿真技術,對預鍛模進行了優化。對比舊模具預鍛件與新模具預鍛件(見圖6),可發現改良后的新模具預鍛件無深型槽,薄壁,金屬分配更合理,有利于金屬流動,從而提升預鍛與終鍛模的匹配性,減少折疊缺陷產生。

圖6 新舊模具預鍛件模擬圖對比
(2)模鍛后的制品經蝕洗處理(酸堿洗),逐件進行表面檢查,排除目視可見的典型折疊缺陷。
(3)優化檢查方法。在每一火終鍛后增加熒光滲透檢驗工序,充分檢出細小表面折疊,提升修傷質量。檢查方法優化前后工藝流程對比見表1。

表1 模鍛件檢查方法優化前后工藝流程對比
(4)采用整體熒光滲透檢驗和局部渦流檢測相結合的方式進行成品檢查,確保細小表面折疊缺陷可有效檢出。
4 效果驗證
對新模具進行模鍛工序仿真模擬,從坯料到預鍛再到終鍛,均顯示金屬流動順暢,有效減少了鍛件表面折疊的產生。模擬仿真顯示:預鍛件在成形初期,3個支臂端頭可能會出現輕微折疊,在型腔充填完全時折疊會排出到毛邊區域。終鍛成型過程中,折疊缺陷產生較少(其中深色為已充型區域,圈示為未充型區域),在實際生產過程,淺色區域會形成輕微折疊(見圖7)。

圖7 新模具預鍛件模擬圖
通過3批次共30件新模具的試制生產,該模鍛件成品的折疊缺陷明顯減少,沒有出現因折疊缺陷導致報廢的情況,證明措施有效。
5 結論
(1)模鍛件在生產過程中可能會出典型折疊和細小表面折疊2種折疊缺陷,其最大區別在于開口程度和深淺程度不同。
(2)形狀復雜、斷面變化大、薄壁、多高筋、多凹圓角、圓角小之類的精密模鍛件在生產過程中產生折疊缺陷是不可避免的。
(3)提升預鍛模具與終鍛模的匹配性,對減少折疊缺陷產生有一定效果。
(4)熒光滲透檢驗和渦流檢測對于細小表面折疊缺陷的有效檢出具有良好效果。