某型機大部件對接裝配協調及容差分配技術研究
2022-07-08 22:23:18張盛銳許恒超
探索科學(學術版) 2022年1期
張盛銳 許恒超 王 健
中航工業西安飛機工業(集團)有限責任公司 陜西 西安 710089
1 基于協調及變形誤差的特殊功能對接區域工藝容差分析
1.1 工藝能力分析
工廠進行資源轉換的關鍵要素是生產,生產過程需綜合考慮質量、時間、成本和數量等因素的影響在綜合成本最低的前提下形成有競爭性的生產過程。工藝容差分析主要考慮企業的工藝能力和設計能力。
(1)制造流程和工藝。制造流程和工藝的最主要因素的取決于整個生產全流程的設計能力。這種因素的具體包含內容如下:工藝方法的選擇,企業的設計,制造工藝過程的分析,加工企業的選擇,加工能力和工藝的全面配套、生產管控和物流的安排。
設計機械加工工藝規范時,必須在加工零件的各個環節規定公差帶保證最終的制造符合性。當設計基準與工藝基準一致時,過程尺寸公差由加工過程中有關制造過程所采用的加工工藝能達到的經濟性確定。此方法是在經驗積累的基礎上設計的表格中進行選取,它與實際制造的工藝方案所能達到的精度并不能保持一致。若設計基準與工藝基準不一致時,為達到零組件的設計要求,需對設計尺寸轉化為工藝尺寸,把設計要求換算成各個工序尺寸,并合理分配公差要求。因為在生產過程中,能夠影響工藝方案誤差的因素相當復雜的,有系統誤差和隨機誤差;在實際加工過程中一批零件的加工參數也不能保證完全一致,在正常波動的同時但伴隨著異常波動。傳統的容差分配方法很難保證最終加工產品尺寸與實際制造能力匹配,在傳統的容差分配方案中,有的過程工藝能力較高,而有的過程工藝能力無法滿足。
(2)工序能力。工序能力是指生產過程在控制狀態下的實際制造能力,即從過程人員、過程設備機器、原材料、工藝方法、工序環境等質量因素充分考慮并規范,并在穩定生產狀態下所實現的工序過程質量的能力,這是一種工序本身的一致性和再現性或能力體現。工序加工能力是制造過程分析的基礎,此能力可用加工過程質量特性值的波動大小來體現。工序加工能力的作用主要表現在以下幾個方面:1)實際生產過程中,選擇經濟性良好并合理的加工方案。即通過對質量標準的符合性預測,確定加工過程的工藝裝備、工藝方法和過程檢測方法。2)工序之間的相互關系協調。工藝設計時,要明確各道加工過程的加工余量、定位基準等,掌握每道工序的加工能力最終實現合理的工藝設計。3)對工序質量保證能力的驗證。考慮加工過程影響質量缺陷的因素,提前預判工序不合格率,控制工藝過程實際加工質量。4)為市場營銷、開發設計提供數據支撐。
1.2 工藝容差分析
在以往的容差分析中,將零件工藝誤差視為與設計公差重合,這與實際情況有較大差異。實際上,為了在加工中有一定的質量裕度,即讓工序能力有一定的儲備,在工藝設計時通常使工藝誤差小于設計公差,且由于加工設備的精度不足或刀具的磨損等原因,工藝誤差往往呈現為偏態分布。因此,在進行容差分析時,必須考慮具體的加工環境所形成的工藝誤差及其均值漂移的分布類型。
尺寸誤差t可表示為:t=Ps±tp。式中:Ps為工藝誤差均值漂移,即工藝誤差的分布中心(均值)相對于設計公差帶中心的偏移量;tp為工藝誤差,即某尺寸的加工實際值與工藝誤差均值的差值。
工序能力Pc是指一道工序穩定生產的能力,通常用正態分布標準差σn的6倍表示,即:Pc=6σn。工序能力指數Cp是指某道工序的加工精度能滿足產品公差要求的程度,即:

(1)當各組成環工藝誤差tp及工藝誤差均值漂移ps均為對稱分布時,封閉環尺寸誤差近似為正態分布,此時取K0=1。
(2)當tp及ps為對稱分布或無序非對稱(偏態方向不同)分布、且組成環個數n≥5時,按中心極限定理,封閉環尺寸誤差亦近似為正態分布,取K0=1。

將零件尺寸誤差分為工藝誤差和工藝誤差均值漂移,并針對具體的加工環境所產生的工藝誤差和工藝誤差均值漂移的統計分布形式進行容差分析,是一種面向企業能力的容差分析方法,其分析結果更符合實際情況。裝配尺寸鏈的封閉環的靈敏度系數;δi表示第i個組成環的誤差,可分為:正向誤差和反向誤差,當δi≥0時,該組成環的誤差為正向誤差,當δi<0時,該組成環的誤差為反向誤差。
設裝配尺寸鏈組成環的個數為n-1,影響組成環的因素m(影響組成環的因素有裝配性能、加工成本、裝配工藝性等,則令m=3),與設計、工藝、制造相關的、參與決策容差分配方案的工程技術人員有l人。記n-1個裝配尺寸鏈組成環為:
Cp L1,Cp L2,…,Cp Ln-1
m個影響因素(即優化目標)為:
P1,P2,…,Pm
各優化目標P1,P2,…,Pm對每個組成環影響的最大值由矩陣A給出,即

2 基于最優化方法中的廣義非線性多目標規劃方法
提出了面向裝配性能、加工成本和裝配工藝性等多目標的裝配容差綜合優化模型,如下式所示。
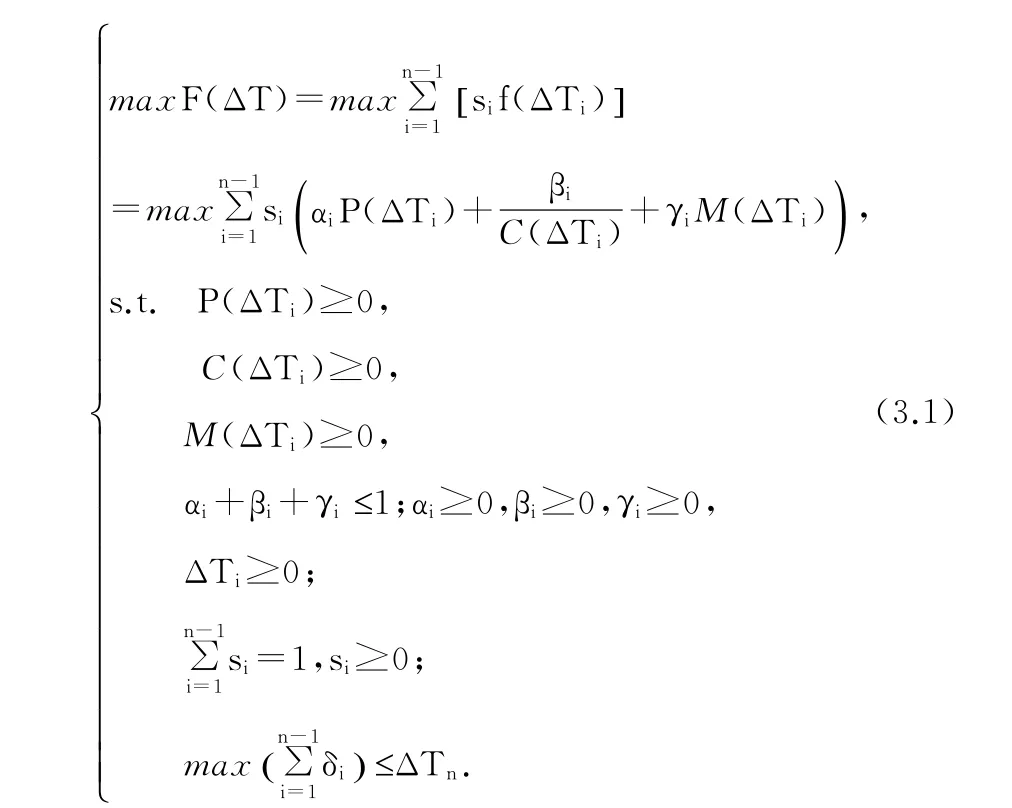
式中,P(ΔTi)、C(ΔTi)、M(ΔTi)分別表示第i個組成環的面向裝配性能、面向加工成本、面向裝配工藝性的容差優化模型;αi、βi、γi分別表示裝配性能、加工成本、裝配工藝性對組成環影響系數;ΔT1,ΔT2,…,ΔTn-1分別表示n-1個組成環的容差值,ΔTn表示裝配尺寸鏈的封閉環的容差值;si表示第i個組成環對
或如表1所示,其中:aij為組成環Cp Li相對優化目標Pj的性能分值且0≤aij≤1且∑mj=1aij=1,i=1,2,…,n-1,j=1,2,…,m。
如果裝配性能P1、加工成本P2、裝配工藝性P3為優化目標,那么各優化目標P1,P2,P3對每個組成環影響的最大值矩陣A可表示為:

令W?En-1+表示閉凸錐,W表示各不同的優化目標之間的重要程度,即在設計、工藝、制造等工程技術人員進行群體決策過程中,各決策參與者共同承認的、表明各屬性權重之間關系的一種偏好,例如:



3 某型機裝配協調與容差分配協調總體原則
1)以產品數字量定義為基礎,裝配協調采用數字量與模擬量相結合的方式。
2)帶有理論外形或協調關系的機加結構件的制造,以飛機的理論數模為原始依據,數控加工過程中結合數控檢測方法。
3)型架夾具的設計以飛機三維數模和各個型架之間協調數據集為原始依據,型架夾具在與飛機在相同的設計坐標環境下,應用三維設計技術,最后形成工裝產品集。
4)在飛機工藝裝備的制造/安裝過程中綜合應用數控加工、數字化檢測和激光跟蹤儀等技術。
4 分析結果與總結
我們對零件進行2000次模擬裝配,并規定公差目標的合格范圍。然后將每一次裝配所得到的公差目標的測量值進行匯總和分析,即可得到以下圖表和數據。

圖1 支座節托上(左)與雙耳鉸鏈上(右)孔的同軸度
1)支座節托上的孔與開鎖座動筒的同軸度:根據下圖我們可以得到絕大部分均為合格品,且所有不合格品均±3?mm在范圍之外,故在我們目前給定的公差下,此公差目標符合要求。其中,對公差目標影響最大的為安裝支座的工裝上銷的位置度公差,其次是支座上與開鎖座動筒裝配的孔的公差。
2)單耳鉸鏈上的孔與雙耳鉸鏈上孔的同軸度:根據下圖我們可以得到絕大部分均為合格品,且所有不合格品均在±3?mm范圍之外,故在我們目前給定的公差下,此公差目標符合要求。其中,對公差目標影響最大的為安裝單耳鉸鏈的工裝上銷的位置度公差,其次是安裝雙耳鉸鏈的工裝上銷的位置度公差。
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
小星星·閱讀100分(低年級)(2015年10期)2015-10-22 08:30:04
