齒輪快速滲碳工藝模式研究
2022-07-12 07:51:12張猛肖捷
金屬加工(熱加工) 2022年7期
關鍵詞:工藝
張猛,肖捷
陜西法士特齒輪有限責任公司 陜西西安 710077
1 序言
滲碳熱處理是利用化學反應,有時兼用物理方法改變鋼件表層化學成分及組織結(jié)構(gòu),以便得到比均質(zhì)材料更好的金屬熱處理工藝[1]。重型貨車變速器中常用的齒輪和軸類零件需經(jīng)過鍛造、正火、機加工后,再進行滲碳淬火和回火等加工工藝。零件表層為硬度較高的滲碳層,心部為具有良好綜合力學性能的組織,這些組織以及淬火后產(chǎn)生的殘余應力對軸和齒輪的力學性能有著決定性的作用[2]。目前,滲碳淬火在我公司應用普遍,也是較為成熟的一種熱處理工藝。由于機械零件的失效和破壞,大多發(fā)生在零件表層,因此特別在可能引起磨損、疲勞、腐蝕等條件下,提高工作零件表面層的性能顯得尤其重要。
2 理論架構(gòu)
2.1 傳統(tǒng)滲碳工藝
目前,參考相關熱處理手冊,生產(chǎn)現(xiàn)場采用的熱處理工藝參數(shù)見表1。
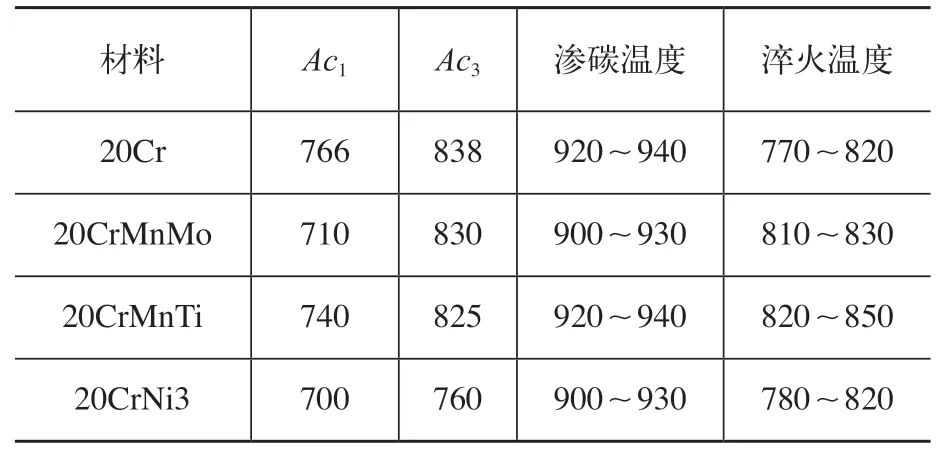
表1 常用滲碳材料臨界溫度與熱處理工藝參數(shù)[3] (℃)
以20CrMnTi材料為例,硬化層深要求為CZ2(0.84~1.34mm)的齒輪零件,滲碳工藝在可控式氣氛滲碳爐內(nèi)的滲碳溫度為925℃,碳勢為1.25%。圖1所示為傳統(tǒng)滲碳工藝控制曲線,一般為零件入爐后開始升溫約3h,溫度達到925~930℃目標值后快速升高碳勢,20min后碳勢達到1.25%,零件至此進入快速滲碳階段。經(jīng)過4~5h快速滲碳后,程序控制逐步降低溫度至830℃,碳勢至0.9%,降溫3~4h,而后完成淬火及出爐,整個工藝過程結(jié)束,生產(chǎn)周期為10~12h。
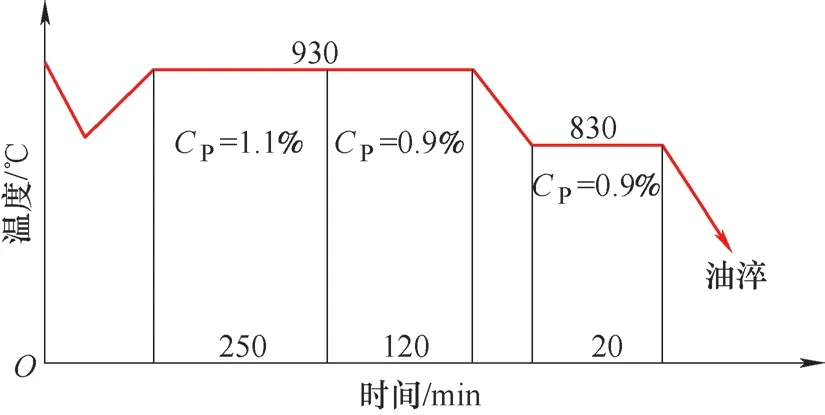
圖1 傳統(tǒng)滲碳工藝控制曲線
2.2 齒輪滲碳金屬學原理探索
(1)典型金屬晶體結(jié)構(gòu) 金屬晶體的結(jié)合鍵是金屬鍵,由于金屬鍵沒有方向性和飽和性,因此使多數(shù)金屬晶體都具有排列緊密、對稱性高的簡單晶體結(jié)構(gòu)。最常見的典型金屬通常具有面心立方、體心立方和密排六方三種晶體結(jié)構(gòu)[4],如圖2所示。
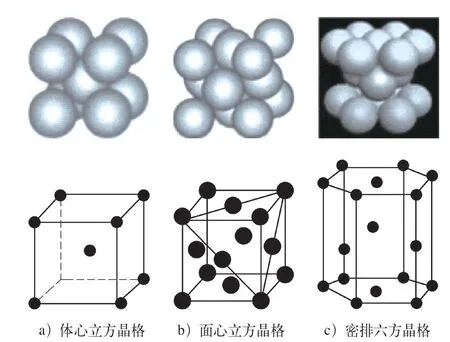
圖2 三種晶體結(jié)構(gòu)
(2)滲碳時晶格類型的轉(zhuǎn)變 零件在升溫至一定溫度發(fā)生奧氏體轉(zhuǎn)變時,晶格由α-Fe(體心立方)變?yōu)棣?Fe(面心立方),滲碳時碳存在于鐵原子的八面體間隙中。α-Fe、γ-Fe和碳的原子半徑分別為0.125nm、0.129nm和0.077nm。α-Fe的八面體間隙半徑r=0.019nm,γ-Fe的八面體間隙半徑r=0.053nm,可見碳原子半徑是γ-Fe間隙半徑的1.45倍,是α-Fe間隙半徑的4倍左右[5],碳原子在γ-Fe中的溶解度更大,因此滲碳熱處理一般在材料完全奧氏體化的前提下進行。
2.3 快速滲碳工藝方案建立
根據(jù)金屬材料熱處理理論研究得出,可用于滲碳處理的低碳合金鋼(以20CrMnTi材料為例)在升溫至Ac1(約740℃,奧氏體化初始溫度)以上并繼續(xù)加熱,便滿足發(fā)生奧氏體轉(zhuǎn)變的條件,隨著溫度繼續(xù)升溫至Ac3(約825℃,奧氏體化終了溫度),隨著剩余滲碳體溶解達到奧氏體均勻化,具有面心立方晶格類型的奧氏體具有較大的八面體間隙半徑,便滿足了零件表面滲碳的初步條件;升溫至Ac3以上30~50℃,即達到本工藝方案所涉及的齒輪表面“預滲碳”的初始溫度,隨著溫度繼續(xù)升高,碳在奧氏體中的擴散系數(shù)增加,最終升溫至925℃,達到高溫快速滲碳的恒溫溫度,也是“預滲碳”的終了溫度。整個過程持續(xù)1.3~1.6h,完全結(jié)合在零件升溫過程中,旨在通過升溫階段獲得一定化學層深來縮短高溫滲碳階段的工藝時間,從而達到提高生產(chǎn)效率的目的。
3 試驗驗證
3.1 工藝調(diào)整
根據(jù)炭黑極限(見圖3),合理調(diào)整升溫階段(主要為870~925℃階段),碳勢曲線如圖4所示。圖4中,藍線是改進前碳勢設定曲線,綠線是改進后碳勢設定曲線,紅線為爐膛溫度變化曲線。在870℃溫度條件下,20CrMnTi材料零件已經(jīng)滿足滲碳的條件,此時開啟的“預滲碳”過程能夠有效提高零件表面碳含量,達到滲碳處理的工藝要求。
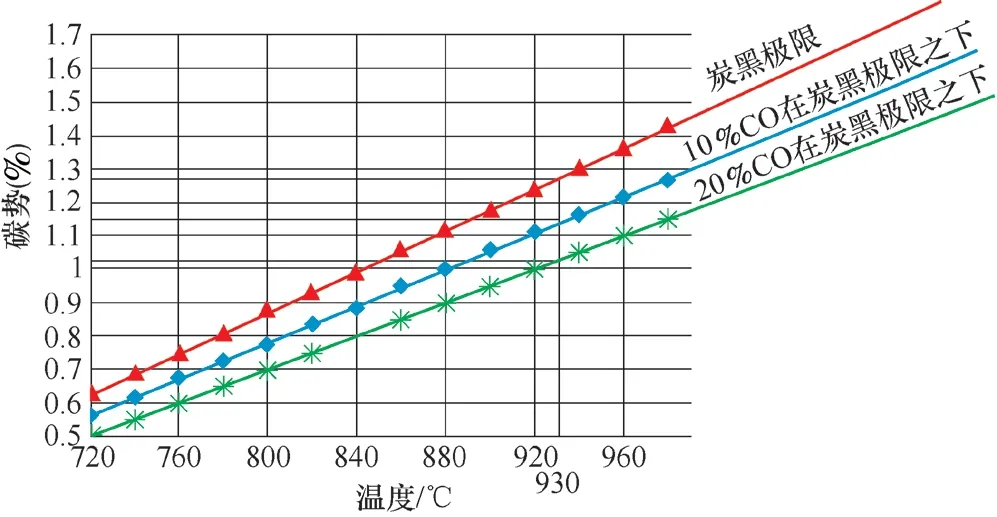
圖3 溫度-炭黑極限
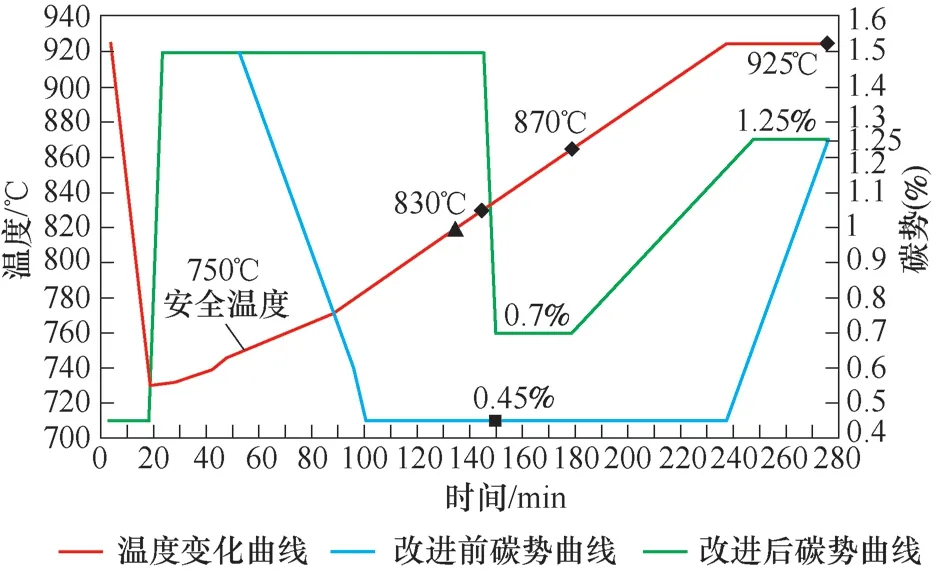
圖4 溫度-碳勢曲線示意
3.2 預滲碳效果驗證
為驗證“預滲碳”工藝效果,開展了三輪工藝對比驗證。
1)試驗件隨爐升溫達到925℃后,立即將試驗件放置于淬火臺上,并在安全氮氣保護下冷卻90s(試驗件降溫至淬火溫度)后淬火,檢測半齒高處硬化層深。
2)待試驗件隨爐升溫達到925℃后,立即降溫,使零件隨爐冷卻,檢測化學層深。
檢測結(jié)果見表2、表3,零件能夠在“預滲碳”工藝中獲得約0.40mm的硬化層深或0.55mm的化學滲碳層深度,效果明顯,而且預滲碳階段能夠達到的層深已經(jīng)接近CZ1要求的下限,因此該工藝模式對于硬化層深要求較薄、強滲周期較短的零件改善效果更加突出,效率提升非常明顯。
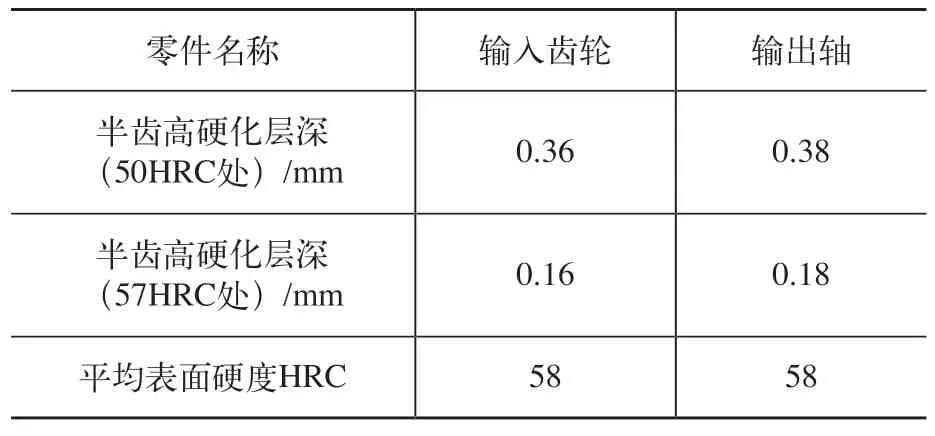
表2 20CrMnTi鋼試件硬化層深檢測結(jié)果
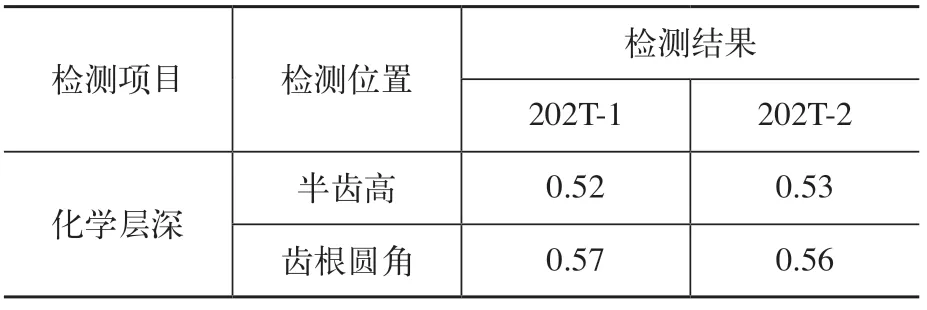
表3 化學層深檢驗結(jié)果 (mm)
化學層深金相檢測結(jié)果如圖5所示。
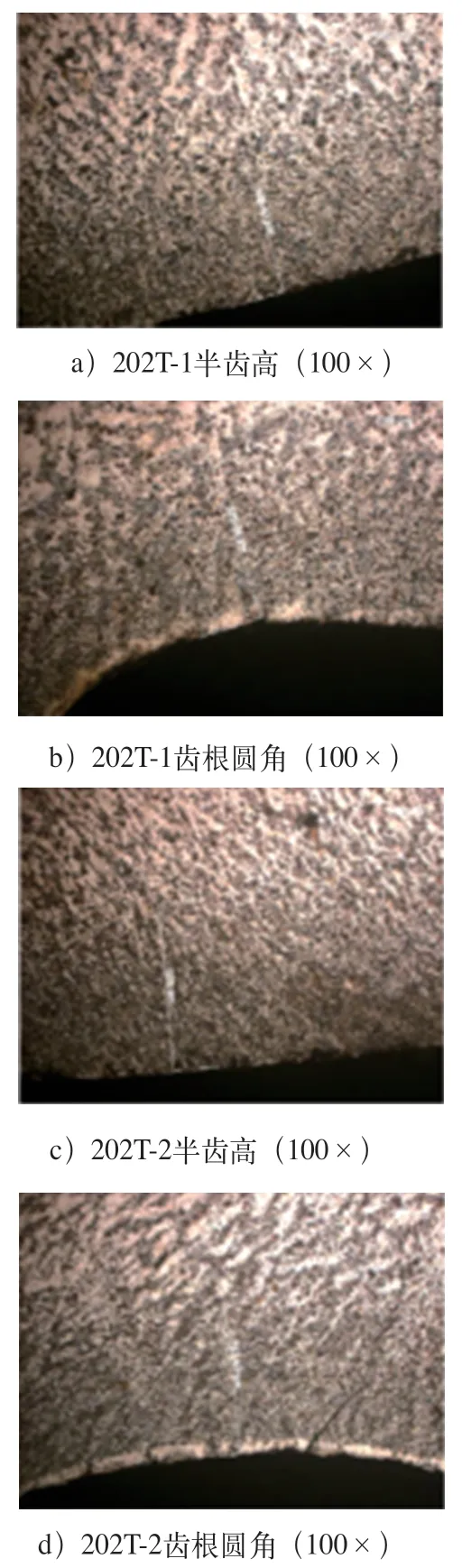
圖5 化學層深金相檢測結(jié)果
3.3 生產(chǎn)效率前后對比
20CrMnTi材料CZ2齒輪在Aichelin多用爐執(zhí)行FOCOS 8#程序,連續(xù)抽樣對比工藝改進前后各30爐次生產(chǎn)總時間的數(shù)據(jù)變化(見圖6)。新工藝方案的介入,使得生產(chǎn)周期縮短接近50min,降幅超過8%,改進效果十分明顯。
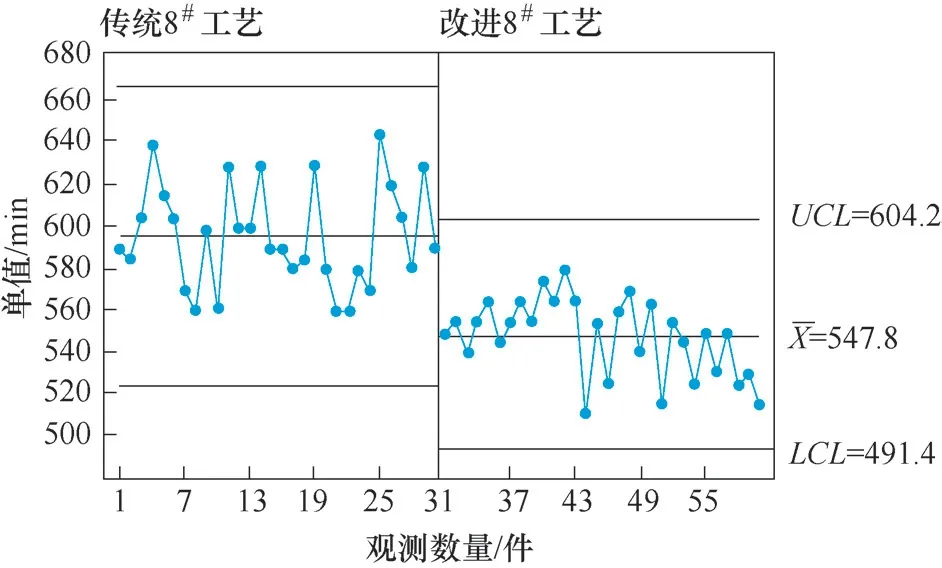
圖6 FOCOS 8#程序工藝周期改進前后對比
4 結(jié)束語
由于“預滲碳”工藝過程匹配在零件升溫的過程中,所以提供給零件表面一定滲碳層深度的同時,能夠縮短傳統(tǒng)熱處理工藝中高溫保溫升碳勢和高溫滲碳的時間,平均高溫保溫時間減少15%~20%,生產(chǎn)效率提高6.0%~8.0%,并且節(jié)約大量的電耗和機輔料,具有較高的經(jīng)濟價值。
通過將熱處理實踐經(jīng)驗和金屬學原理進行深度結(jié)合,充分利用零件在升溫階段的金相組織和晶格類型變化,為零件升溫過程匹配出一條能夠滿足滲碳條件且不超出設備炭黑極限的碳勢曲線。不僅打破了傳統(tǒng)熱處理工藝高溫滲碳的工藝思路,在零件升溫階段便獲得一定程度的化學層深,分擔了高溫滲碳的工作量,而且可大幅縮短整個工藝周期,實現(xiàn)節(jié)能降本、提質(zhì)增效,有利于打造資源節(jié)約型、環(huán)境友好型生產(chǎn)車間。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
