鋁鎂機匣內間斷式深孔數控高效加工技術
2022-07-14 05:53:26鄧元山劉寧胡志星郭皓邦韋昌廣
金屬加工(冷加工) 2022年6期
鄧元山,劉寧,胡志星,郭皓邦,韋昌廣
中國航發南方工業有限公司 湖南株洲 412002
1 序言
航空發動機機匣深孔加工因存在排屑難、直線度要求高及刀具難設計等問題,所以加工效率普遍較低[1]。某型航空發動機附件傳動機匣深孔一直以來都靠鉆、鏜加工,需頻繁退刀排屑,占加工時間的80%,在空走刀的同時還需要降低轉速與進給速度,避免刀具將孔出口部位刮傷,這種加工方法不僅效率低,且孔的位置度、直線度難以保證,存在著零件報廢的質量風險。如果零件報廢,每件將損失10余萬元,造成的經濟損失較大,操作人員工作壓力較大,迫切需要對這種加工技術進行改進和創新,否則難以適應企業的快速發展。本文通過工藝整合優化、刀具改進和加工技術方案的優化等方法,攻克間斷式深孔數控加工的關鍵技術,在保證加工質量的同時大幅度提高了加工效率。
2 工藝難點分析
2.1 典型零件的加工要求
附件傳動機匣加工間斷式深孔的技術要求如圖1所示。孔的深度為,長徑比達到44∶1,該孔被中間181.7mm長的空心部分分割成兩段,前半段孔的直徑為,后半段孔的直徑為,兩段孔為同心孔,孔的表面粗糙度值Ra要求為1.6μm。
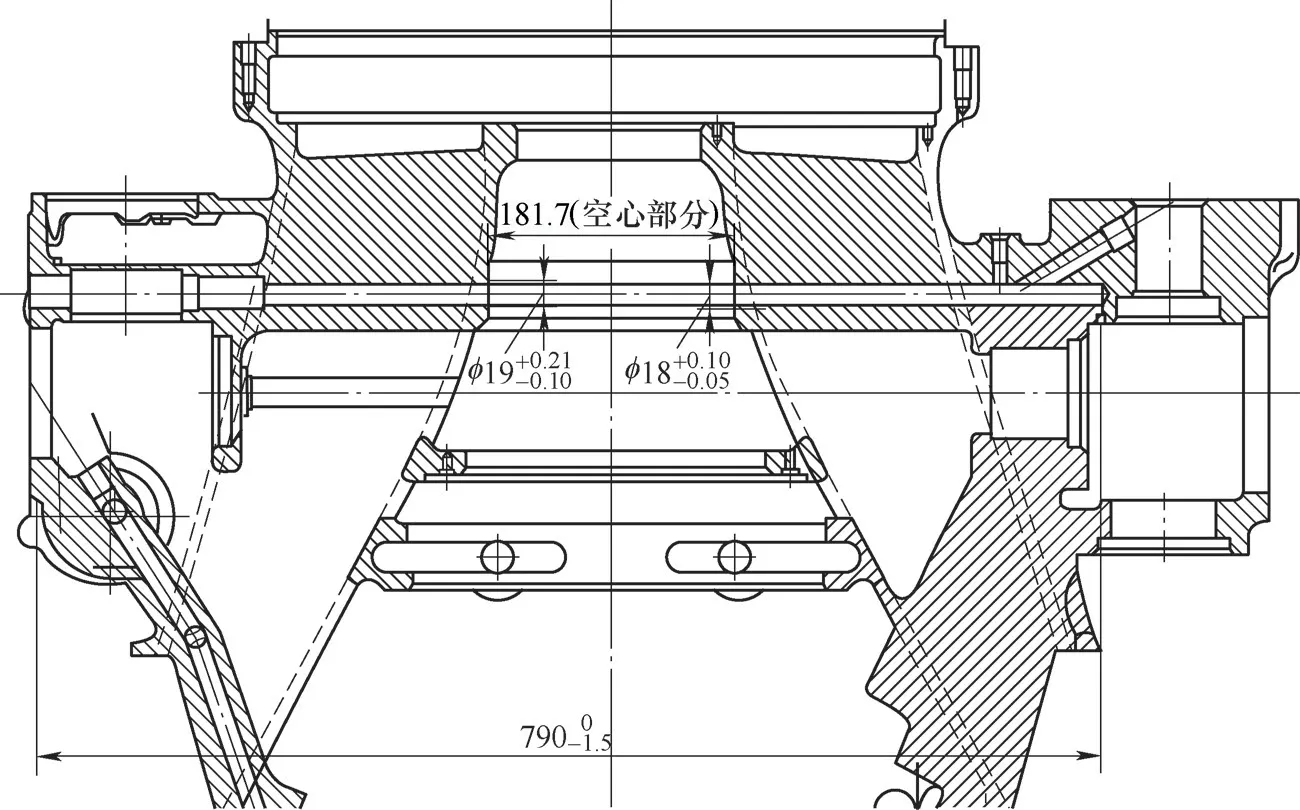
圖1 某機匣間斷式深孔技術要求
2.2 典型零件的加工難點
加工難點具體如下。
1)加工的2個孔為大長徑比深孔,加工所需的刀具非常細長、剛性差,排屑困難,加工效率低。
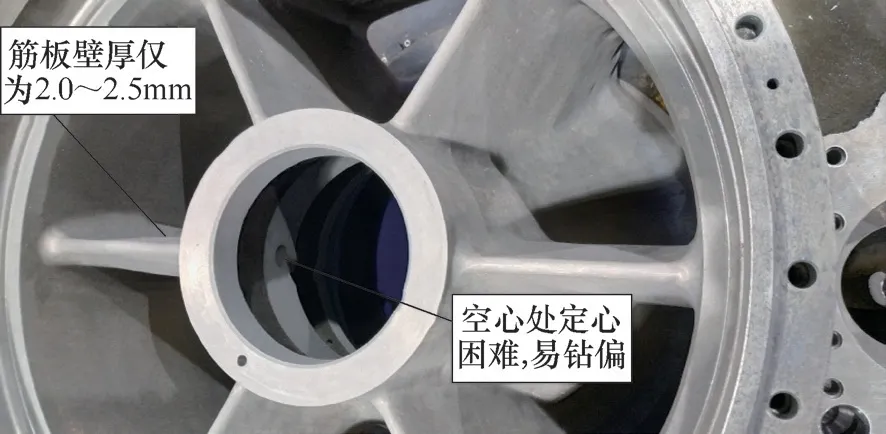
圖2 某機匣間斷式深孔加工示意
2)間斷式深孔加工如圖2所示,空心間斷處鉆頭定心困難,易鉆偏。該孔需穿過兩處筋板,加工后筋板壁厚僅為2.0~2.5mm,鉆孔位置控制不好就會鉆穿支板,導致零件報廢,屬于典型的難加工深孔類型之一。
3 深孔加工技術
3.1 原加工工藝方案
深孔加工原工藝方法(見圖3)為:φ24m m埋鉆(埋平孔的端面)→φ10mm中心鉆(鉆中心孔)→φ16mm鉆頭粗加工前半段孔→φ19mm鏜刀鏜正孔口處做引導→φ19mm平底埋鉆(加工φ19mm孔徑部分,同時埋平間斷處φ18mm的孔端面)→φ18mm長鉆頭慢速加工此深孔→φ18mm埋鉆精修φ18mm孔。
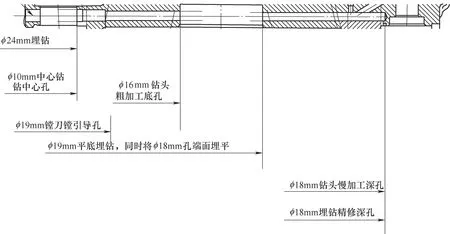
圖3 間斷式深孔加工原工藝方法示意
3.2 加工方法存在的問題
1)刀具多,工步多,以及刀具切削參數低。該孔加工時間長達150min,效率非常低,間斷式深孔刀具加工數據統計見表1。
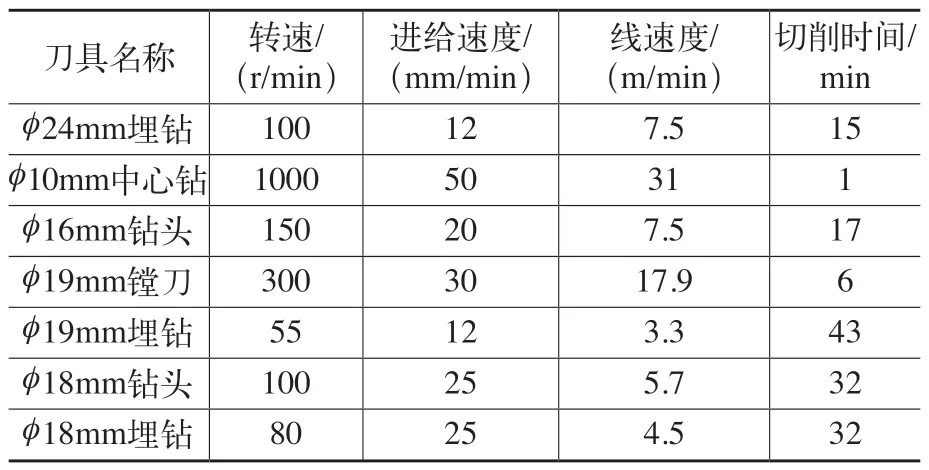
表1 間斷式深孔刀具加工數據
2)孔超差損失大。麻花鉆定心差、排屑難,鉆孔精度低、容易鉆偏,質量不穩定,1年損失近30萬元。
4 鋁鎂機匣間斷式深孔加工新方案
4.1 加工新方案
設計新的深孔加工方案如圖4所示。
(1)改變引導孔加工方法 將埋端面、加工中心孔、粗鉆和鏜孔這4個工步改為三刃鉆1步加工。利用三刃鉆定心好的特點且孔位精度可達到0.03~0.1mm,可實現原工藝方法中4把刀的加工效果,且比原工藝方法效率提高了7倍。
(2)改進深孔加工鉆頭 使用φ18mm槍鉆代替φ18mm長麻花鉆。槍鉆具有較強的優勢,其剛性好,轉速可以達到3000r/min,刀具帶內冷、易排屑,加工時不反復循環退刀,以及切削線速度高等,可使加工速度提升10倍以上,同時也可提高孔的位置精度及表面質量。
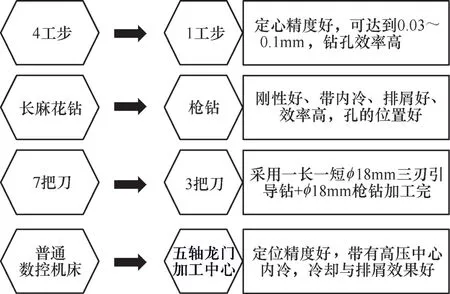
圖4 設計的新加工方案
(3)減少加工刀具 將原來7把刀加工縮減至3把刀完成。分別采用長200mm、410mm兩把φ18mm三刃引導鉆加工引導孔,使用φ18mm槍鉆加工間斷孔。改進前后刀具方案對比如圖5所示。
(4)更換加工設備 原加工設備為無內冷也無外冷的臥式四軸加工中心,因冷卻和排屑效果差而制約切削參數的選取。改進后選用帶有高壓中心內冷的五軸龍門加工中心,冷卻、潤滑與排屑效果好,為高速加工奠定了基礎。
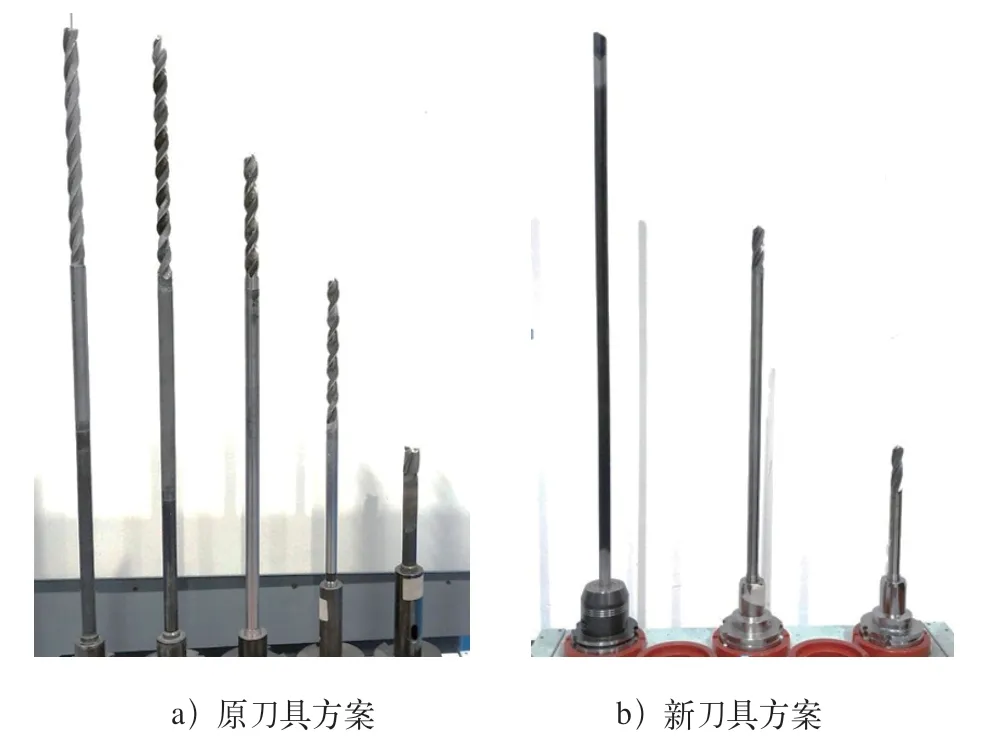
圖5 改進前后刀具方案對比
4.2 槍鉆與引導鉆的匹配要求及引導孔加工深度
對于較大長徑比的深孔加工,使用槍鉆時需要配精度合適的引導鉆[2]。對于使用的φ18mm槍鉆,自身精度應控制在±0.01mm,引導鉆孔徑公差也應控制在±0.008mm。除了制造精度外,槍鉆與引導鉆之間的間隙值也非常重要,因為間隙過大,則引導孔就失去了準確引導的作用。根據加工試驗,引導孔與槍鉆的配合間隙應控制在0.01~0.02mm。
引導鉆一般切削刃較短、剛性好,但鉆孔的深度較淺。為了使引導孔能夠保證槍鉆加工不偏,起到最佳的引導效果,參照普通鉆床加工深孔時使用的鉆套長度進行加工試驗,試驗得出:引導孔的深度應為槍鉆直徑的2.5~3倍,如加工φ18mm深孔,引導孔深度為54mm較合適。
4.3 程序編制
僅依靠上述加工方案無法實現孔的加工,還需要將方案轉換成機器識別的語言,即進行數控程序編制。編制程序需要全面考慮,如刀具的安裝、刀具的加工順序、刀具的走刀路徑、切削參數及是否干涉等[3],既要保證加工質量,也要提高加工效率、增加刀具壽命且安全易操作。
(1)槍鉆加工程序要點 槍鉆加工指令選擇CYCLE83[4],但在執行CYCLE83前還應使槍鉆平穩準確地進入到引導孔中。首先使用S50低轉速、F200慢進給執行G01指令,進入已經加工好的引導孔,進入的深度為48mm,然后起動內冷,準備再執行CYCLE83。CYCLE83中的轉速提升至S600,進給速度為F90,且需將CYCLE83指令首次鉆削深度設為1倍徑,即18mm,首次進給率設為50%,即F45;加工時,采用斷屑方式,回退距離設為0,加工到指定深度后,快速回到引導孔深度位置,轉速降至S50,循環指令結束,再使用G01指令,設進給速度為F3000快速退出。
槍鉆首次鉆深設為18m m,且進給速度下降50%,目的是平穩地加工引導鉆鉆后的鉆尖,在引導孔的“約束”下,達到定心的作用。槍鉆在鉆的過程中并不是一鉆到底,而是變速地鉆每一段深度,進給速度從F90→F0→F90,目的是很好地進行斷屑,同時留有時間將切斷的切屑排出深孔外,可釋放槍鉆的加工應力,提高刀具的使用壽命。
(2)長引導鉆加工時的注意事項 采用S600、F360的快速擴孔方式,穿過第一層已加工孔,其目的是:修正孔位和已加工孔與引導鉆的配合間隙,防止引導鉆卡滯憋斷。
(3)切削液的控制要求 加工時一定要注意檢查切削液的壓力與流量,內冷壓力一般為2~5MPa。要確保切削液清潔、干凈、無變質,切削液箱上液位指示器顯示液位應在正常范圍內[5],加工中注意觀察冷卻是否正常,否則會發生卡滯斷刀現象,導致零件報廢。
5 結束語
利用具有成熟技術的槍鉆,搭配合適的引導鉆,摸索出最佳的引導孔加工尺寸,并通過合理設計數控程序,創新了某航空發動機鋁鎂機匣內間斷式深孔加工的解決方案,解決了加工穩定性與加工效率問題。其中的關鍵技術點在于槍鉆與引導孔的配合間隙及引導孔加工深度的正確選擇;還要注意數控加工程序編制的關鍵點和細節,從而提高刀具的使用壽命。
利用新方法對機匣進行加工試驗驗證,孔的直線度由原來的0.2~0.4mm,提高到0.05~0.1mm;表面粗糙度值Ra由3.2μm降低至1.6μm;原來加工時間150min,現在減少至18min,效率提高7倍。整個加工過程輕快、平穩,無異響,零件質量和效率都有很大提升。該技術已在我公司鋁鎂機匣加工中得到全面推廣應用。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
甘肅教育(2020年14期)2020-09-11 07:57:42
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32