淺析卷板機故障原因與檢修措施
2022-07-14 09:02:20金祥鵬
設備管理與維修 2022年9期
關鍵詞:設備
金祥鵬
(中石化寧波工程有限公司,浙江寧波 315207)
0 引言
壓力容器是將筒體、封頭、內(nèi)部構件和外部構件等根據(jù)設計要求通過焊接制作完成,筒體和封頭通過卷板機用金屬材料加工而成,相對而言,筒體使用金屬材料的量比較大。卷板機是壓力容器制造的關鍵設備。
1 卷板機使用情況
1.1 現(xiàn)有卷板機設備
中石化寧波工程有限公司目前使用的卷板機基本是兩種結構,早期購買的上輥平移結構,后期購買的下輥平移結構,近期購買的卷板機又有新的結構形式。現(xiàn)有卷板機情況如表1所示。
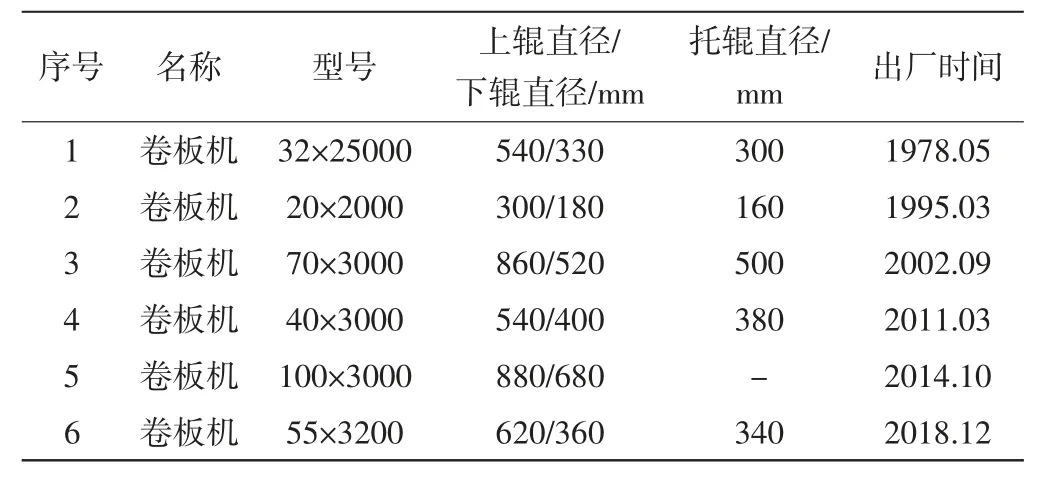
表1 卷板機設備明細
1.2 故障現(xiàn)象
建廠初期的一臺32 mm卷板機是國外進口的屬于當時比較先進的設備,卷板機機組重量42.6 t,整體體積較小、結構緊湊,該進口設備采用全液壓動力系統(tǒng),液壓控制靈活、數(shù)字顯示直觀、操作比較方便。該設備在使用中曾經(jīng)出現(xiàn)過卷板機下輥軸承座開裂故障,原因是加工的鋼板超出設備使用要求。當時對進口設備比較重視,出現(xiàn)問題后立即組織人力物力搶修,快速恢復了生產(chǎn)能力。
2000年,單位擴大產(chǎn)能改造并新建廠房,配套購置一臺70 mm卷板機(圖1),該設備機組重196 t,結構形式與32 mm卷板機相似,壓力容器制造能力有了很大提高,卷板機也一直處于良好運行狀態(tài)。2007年該設備曾經(jīng)出現(xiàn)過主油缸漏油現(xiàn)象,托輥無法調(diào)節(jié),經(jīng)過分析和拆卸處理,發(fā)現(xiàn)主油缸密封圈橡膠老化失效,定制相應尺寸的密封圈進行更換,托輥調(diào)節(jié)機構檢修后調(diào)節(jié)效果明顯好轉。隨后在工期緊、任務重情況下,用70 mm卷板機超負荷卷制一批鋼板,在卷制過程中逐漸出現(xiàn)機架固定螺栓松動、減速箱固定螺栓松動現(xiàn)象,每隔2~3天就需要緊固一次。運行一個月后,托輥軸承壓蓋螺栓斷裂,軸承壓蓋變形,軸承碎片從軸承座里掉出,下輥軸承座局部開裂(圖2)。經(jīng)過分析評估后找專業(yè)單位投標報價檢修,按現(xiàn)場觀察到的損壞情況估算報價。設備解體后發(fā)現(xiàn)托輥4根直徑200 mm軸頭斷了3根(圖3),其中有一處損壞后有銹蝕現(xiàn)象,說明使用時可能已經(jīng)損壞。

圖1 70 mm卷板機

圖2 70 mm卷板機下輥軸承座裂紋

圖3 70 mm卷板機托輥軸頭斷裂
2 原因分析
2.1 卷板機使用中的故障分析
分析卷板機使用中出現(xiàn)的問題,前兩次是超限使用引起卷板機的損壞。另一方面是操作技能問題。部分操作人員退休、轉崗、離職,使設備操作銜接出現(xiàn)問題。
2.2 擴大產(chǎn)能后的故障分析
2010年本單位另一個新廠建成,壓力容器制造由兩地三廠完成。原生產(chǎn)基地負責比較繁瑣復雜的工作,需要投入大量的技術力量完成技術要求較高的零配件制作及部分200 t以下壓力容器的制造,兩個分廠負責較大噸位壓力容器制造。其中輔助功能弱的分廠可以生產(chǎn)1000 t以下的壓力容器,另一個分廠配套齊全,可以整體出廠2000多噸的壓力容器,這里配置了卷制能力達到100 mm的卷板機,可以卷制較厚的金屬材料。這臺100 mm卷板機采用下輥平移結構,沒有托輥結構,結構相對簡單,購置費用也相對較低。在使用過程中出現(xiàn)過下輥平移油缸100 mm直徑軸頭斷裂、上輥液壓馬達損壞等問題。經(jīng)分析認為是該設備鋼板壓頭垂直受力較大,平移油缸軸頭克服不了上述現(xiàn)象產(chǎn)生的水平分力而拉斷軸頭。液壓管路振動引起漏油也是該設備的常見問題。經(jīng)過分析決定采取增加彈性連接、增加液壓管路固定點、提高液壓管路固定點受力能力等辦法進行維修處理。
本單位一臺40 mm的卷板機與100 mm卷板機結構相似,只是多了一套托輥,該設備在使用中出現(xiàn)過平移油缸支座焊接處開裂、托輥滑道中銅滑板變形移位等問題,分析原因也是垂直受力較大引起水平分力超限造成零部件損壞。
2.3 主要原因
分析卷板機出現(xiàn)問題的原因,超負荷使用是一方面,操作技能也是卷板機損壞的主要原因。70 mm卷板機正常使用基本沒有出現(xiàn)問題,只在超限卷制鋼板后出現(xiàn)軸頭斷裂,100 mm卷板機下輥平移油缸軸頭斷裂也是超限所致,而40 mm卷板機平移油缸支座焊道開裂也說明卷板機承受不了卷板產(chǎn)生的應力而出現(xiàn)斷裂,這些問題也與人員操作技能有關。
3 采取的措施和方法
3.1 有效覆蓋
在卷板機的使用上堅持標準要求,按照規(guī)定的曲線要求操作,超出卷板機能力范圍的任務要另外選擇設備。隨著購置卷板機規(guī)格的不斷增加,卷板機卷制板材的能力不斷增加,目前卷制金屬材料基本都可以有效覆蓋,超限使用的情況得到改善。卷制板材超限可采取加熱降低其屈服強度來滿足卷板機使用要求,也可以購置壓力機等專用設備滿足壓制需要,還可以采用協(xié)作的方式解決。在工期與費用問題上,在利與弊的衡量問題上應長遠考慮,保證卷板機的長期使用才能持續(xù)完成生產(chǎn)任務。
3.2 管理措施
從卷板機使用中發(fā)現(xiàn)該設備的管理問題比較突出。生產(chǎn)能力的增加,要求各方面管理能力的提升,需要有比較全面的設備管理人員,懂技術會管理的人員有限,如何平衡才能達到最佳效果,需要不斷摸索總結。在實踐中總結出的管理措施包括實施每周集中檢查制度,在工作量超負荷狀態(tài)下的信息通報預警,設備管理增加檢查頻次,增加視頻系統(tǒng)的網(wǎng)上督查等。
3.3 人員管理
卷板機設備管理的關鍵是操作人員的管理。老員工在長期的工作中積累了豐富的經(jīng)驗,除了對新員工的傳幫帶,還要不斷學習才能彌補操作技術短板。在分包商設備操作人員的管理上,應保證人員盡可能固定,選擇學習能力較強的人員,有利于設備的運行與維護。由于分包商的人員不穩(wěn)定,及時了解人員信息尤為重要,同時要建立分包商設備操作人員變動上報機制和分包商人員變動的檢查機制,還要有對分包商設備管理的獎罰機制,以確保分包商設備管理工作的有序開展。
3.4 重點、難點工作
卷板機維修中的重點、難點工作需要在長期維修管理中摸索經(jīng)驗,但卷板機這樣比較復雜的專業(yè)設備還要找有大型卷板機維修經(jīng)歷的專業(yè)隊伍來維修,同時還要搞好投標標價的制約工作。由于卷板機結構復雜,維修工期比普通設備長,對維修技術有一定要求,不能采取最低價中標方式,要增加技術方案、維修能力的權重,技術方案不成熟應是否決項。
3.5 注意事項
卷板機標注的卷板厚度是材料屈服強度245 MPa時的數(shù)值,極少用卷制屈服強度為360 MPa時的數(shù)值標注。而壓力容器用金屬材料的屈服強度多數(shù)為345 MPa甚至更高,卷板機出廠說明中都明確標明兩種屈服強度的數(shù)據(jù),或者有不同屈服強度材料的換算公式。卷板機在金屬材料預彎時也有明確的曲線規(guī)定最大的厚度,預彎尺寸一般比卷板厚度小,每臺設備標注的數(shù)值不同,基本標注卷制厚度的80%~90%。早期使用的卷板機曲線中可以查到數(shù)據(jù),后期設備在出廠說明中會具體標明數(shù)值。因此,在預彎卷板作業(yè)時一定要確定預彎數(shù)值比標注卷板數(shù)值小,禁止超限使用,否則可能損壞設備。如果在卷板寬度減小時可以增大預彎厚度,但也要按出廠說明中的曲線參數(shù)進行。卷板機使用時要均勻下壓,不能超過規(guī)定要求的每次最大下壓尺寸,下壓壓力超過托輥的屈服強度可能會引起托輥軸頭斷裂。有時操作人員因為趕工期會按照經(jīng)驗不斷加大每次下壓的尺寸,這樣非常容易引發(fā)托輥斷裂。
4 結語
隨著企業(yè)的發(fā)展,目前本單位采購的一臺200 mm四輥卷板機,與原有設備的結構形式有所不同,該設備左右機架安裝在一個整體底座上,構成機器的主體,上工作輥位置固定,下工作輥和兩個側工作輥的軸承體分別嵌入左右機架的導槽中,又分別進行上下的往返運動,實現(xiàn)不同曲率工件的卷制。倒頭機構在卷板機的一側方便卷制好的筒體卸下。該設備機組重450 t,上下輥直徑分別為1260 mm和1240 mm,兩個側輥直徑920 mm,該設備一次上料可完成金屬材料端部預彎及卷制成筒體或弧形工件。借助輔助裝置可以彎制一定錐度的錐形工件。該設備還可以對金屬材料進行粗略的整形和校平。相對其他結構卷板機,四輥卷板機優(yōu)點是結構更合理、卷板受力更合理,而且預彎板材留直邊更小,出廠說明更加明確不同板材卷板、預彎的數(shù)據(jù),而且這些數(shù)據(jù)差別很大,有利于卷板機的使用和管理。
新設備的引進,需要設備管理工作不斷增加新的內(nèi)容。在生產(chǎn)實踐中不斷總結設備運行中出現(xiàn)的問題,找出原因并采取相應的預防措施,避免類似情況的發(fā)生,以保證生產(chǎn)的有序開展。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟技術協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業(yè)設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
