膜片送料機構的設計
2022-07-15 01:43:14陳國澍趙曉巍
電子工業專用設備 2022年2期
陳國澍,趙曉巍
(中電科風華信息裝備股份有限公司,山西 太原030024)
隨著電子產品的多樣化發展,尤其是現狀,遠程辦公和在線教育的普及,人們對于將筆記本電腦、平板作為工作教育工具的接受度逐漸提高,平板更是進入千家萬戶。背光顯示屏應用越來越廣泛,市場需求旺盛,同時對背光顯示屏的品質要求越來越高,在現代生產中,許多勞動密集型的工序,生產出來的產品品質不穩定,而且效率低,無法滿足市場的需求,因此需要機械自動化來替代。
本文所論述的膜片送料機構,通過交流電機、模組(含伺服電機)、氣缸、氣脹軸、導軌、直線軸承、帶輪、同步帶、軸承和相關機械結構,能夠實現膜片無論是卷料還是片料,都能保證在送料機構上順利地剝離。
1 膜片送料機構的設計要求
膜片送料機構要求實現來料無論是卷料還是片料,均須在膜片送料機構上勻速地剝離,并且速度可控,出料位置精度高,機構簡單,方便調試。
2 確定總體機構
卷料的上下層保護膜均為卷材,利用卷材的特點,通過剝離刀口將上下保護膜分開,即可剝離出膜片。卷料的上料固定方式最好的結構是卷筒部件(有脹套),上下保護膜剝離后的廢膜收料固定方式最好的結構即為卷筒式。
此機構既要能剝離出卷料,又要能剝離出片料。由于卷料和片料截然不同,所以兩者的上料固定結構無法兼容。針對片料,上料固定方式采用四邊定位的料盒,片料通過窄膠帶來傳輸和撕開片料的上下保護膜,窄膠帶通過膠帶固定盤固定在卷筒上(即片卷共用卷筒),撕開后的廢膠帶粘帶上下廢保護膜分別卷繞到上下收料卷筒上。為了確保上下窄膠帶從剝離刀口撕掉上下保護膜效果好,必須增加上下壓帶部件,保證上下窄膠帶與片料的上下保護膜粘接好,為了把片料從料盒放到上下壓帶部件上,增加片式取料部件。
膜片送料機構由送料機架、料盒部件、片式取料部件、片卷共用卷筒、下壓帶部件、上壓帶部件、剝膜部件、主動輥部件、改向輥、交流電機、收料卷筒、吐料平臺及相關機構零件組成,如圖1所示。
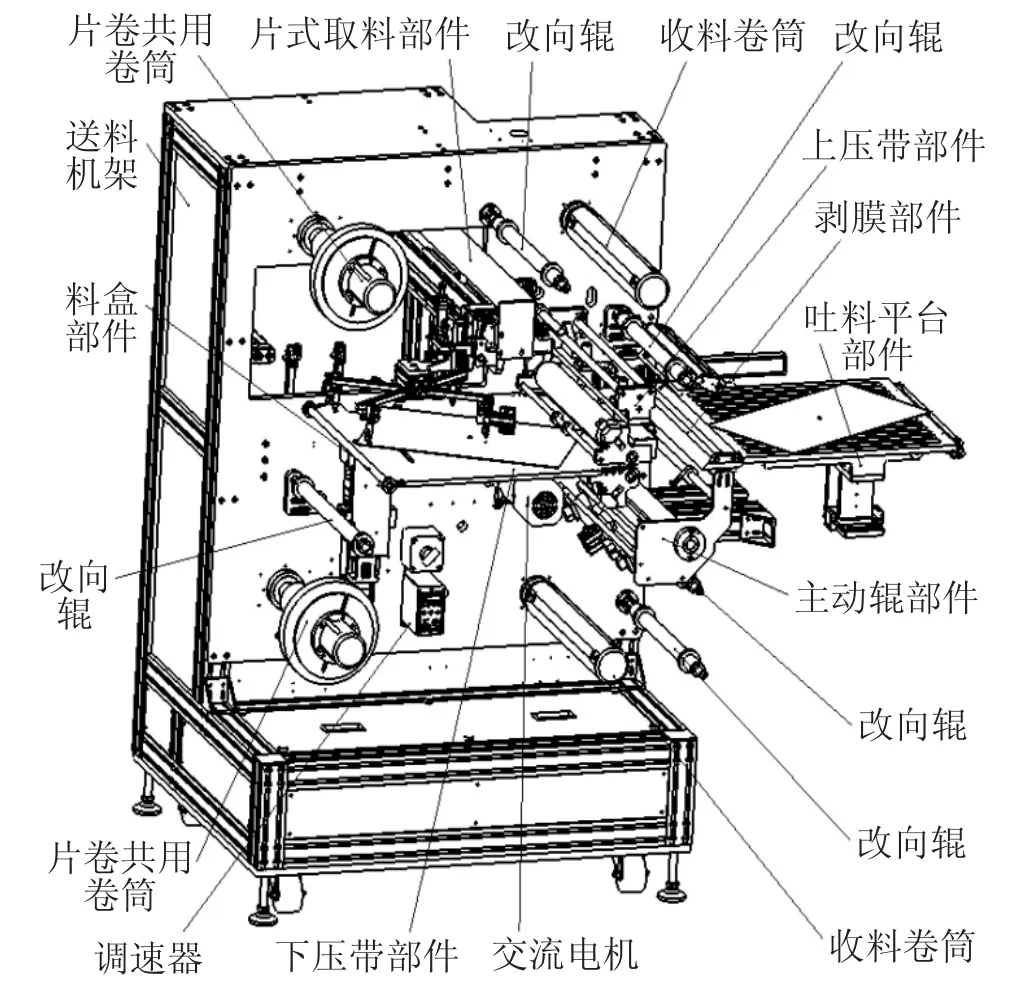
圖1 膜片送料機構示意圖
其工作原理:當膜片來料是卷料時,片卷共用卷筒裝上脹套,把卷料置于脹套上,打開氣脹軸上,將卷料固定;卷料繞過改向輥和經過上下壓帶部件(非工作狀態),通過剝膜部件后,將卷料的上下保護膜分離,下廢保護膜經過主動輥部件后,再分別繞過改向輥;最后卷到下收料卷筒上,上廢保護膜繞過改向輥,卷到上收料卷筒上;如圖2所示。

圖2 卷料出料示意圖
當膜片來料是片料時,將片料置于料盒中,上下片卷共用卷筒分別裝上膠帶固定盤,將窄膠帶裝入上下片卷共用卷筒上,下窄膠帶繞過改向輥,膠帶貼在壓帶基板上(膠面向上),同時上窄膠帶繞過改向輥,再繞過上壓帶部件上的改向輥,通過上下壓帶部件(非工作狀態),上下窄膠帶經過剝膜部件后,上窄膠帶繞過改向輥,卷繞到收料氣脹軸;下窄膠帶繞過主動輥部件,再分別繞過改向輥,卷繞到收料氣脹軸上;片式取料部件的吸筆從料盒吸取片料,搬運到下壓帶基板正上方,并下降將片料吹放至壓帶基板的下窄膠帶上,下窄膠帶膠面粘在片料下保護膜上;此時上下壓帶部件處于工作狀態,下窄膠帶拖著片料,經過上下壓帶部件時,上下窄膠帶膠面緊貼片料的上下保護膜,再經過剝膜部件的剝膜刀口,使上下窄膠帶撕開片料的上下保護膜,剝離出膜片,上下窄膠帶粘著上下廢保護膜卷繞到上下收料卷筒上;如圖3所示。
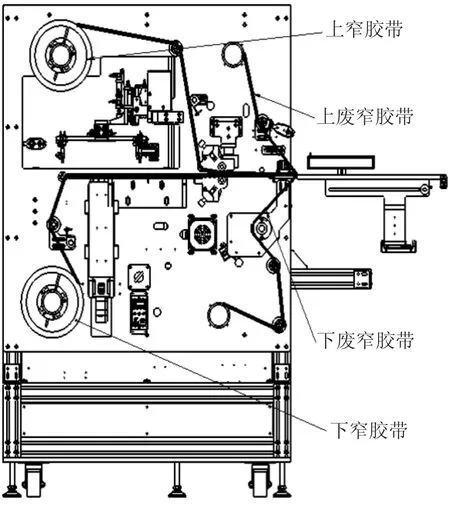
圖3 片料出料示意圖
2.1 片卷共用卷筒設計
片卷共用卷筒主要由氣脹軸、脹套、膠帶固定盤、卷筒扭力座、卷筒扭力套、制動器座、軸承和相關結構零件組成,如圖4所示。
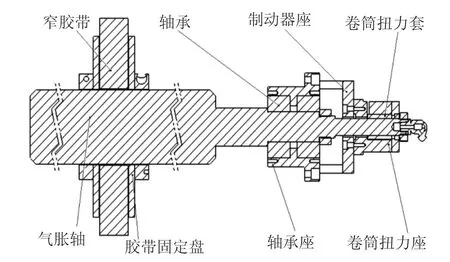
圖4 片卷共用卷筒部件示意圖
工作原理:(1)膜材來料為卷料時,安裝脹套來固定卷材;膜材來料為片料時,無需脹套,安裝膠帶固定盤固定窄膠帶;(2)膜片送料機構在送料過程中,卷料或者膠帶在轉動過程中,由于慣性原因,會造成卷料或者膠帶多送一部分,這樣造成卷料或者窄膠帶拉不緊,進而送料機構出料不穩定。通過調節卷筒扭力座的松緊擠壓卷筒扭力套,增大或減小卷筒扭力套與氣脹軸頭部軸的摩擦力,使氣脹軸的慣性減小到不影響送料機構穩定出料。
2.2 料盒部件設計
料盒部件主要由模組(含伺服電機)、導軌、氣缸、帶輪、同步帶、料盒擋板、料盒托盤等相關機構零件組成。由于片料的形狀是長方形,所以料盒采用四邊定位機構。要保證不同尺寸片料的中心均在料盒的中心,采用同步帶相連結構,氣缸和其中一個料盒擋板間接固定連接,同時氣缸固定在同步帶上,對應的料盒擋板也固定在皮帶上,氣缸通過帶輪和同步帶相連結構,帶動著對應的料盒擋板在導軌上同步調整位置,如圖5、圖6所示。
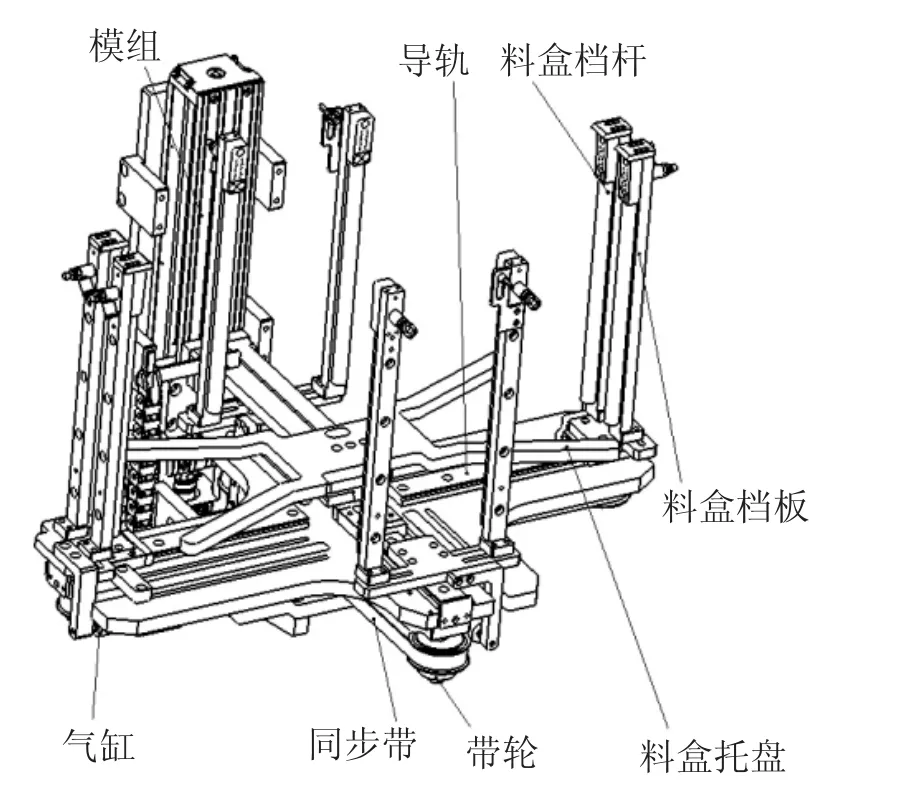
圖5 料盒部件示意圖
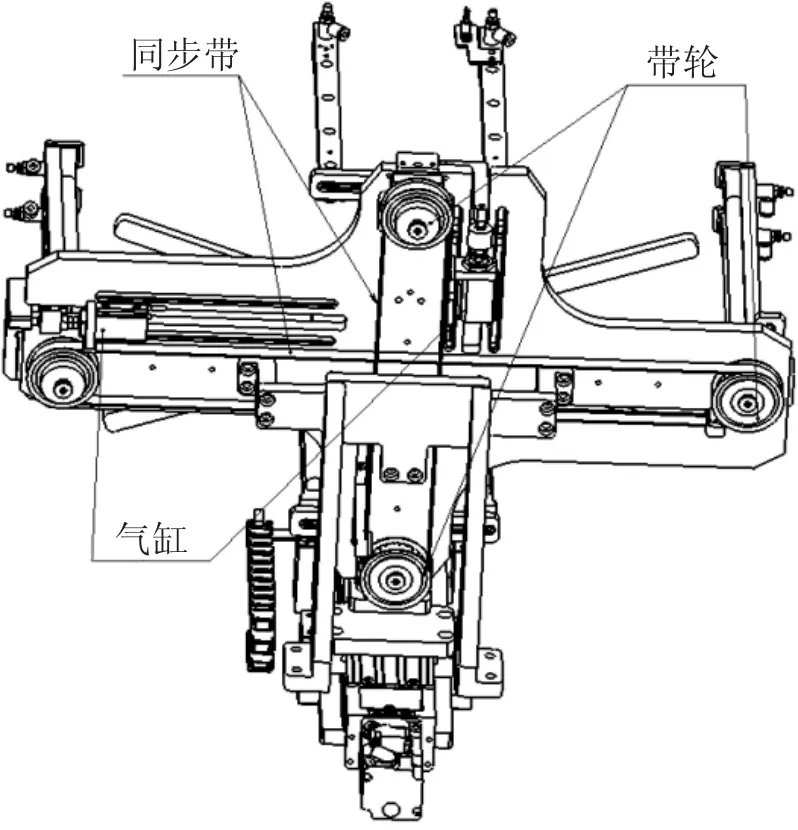
圖6 料盒部件示意圖
2.2.1工作原理
將一定數量的片料整理好,置于料盒中,調試氣缸的位置,同時帶動料盒檔板對片料進行四邊定位,模組通過料盒托盤拖著片料緩緩上升到取料位。
2.2.2料盒部件的電機選型設計
依據膜材在料盒取料位置精度高工藝要求,電機采用伺服電機。
料盒的負載膜材最大質量:m1=20 kg
料盒負載相關零件質量:m2=2 kg
最大速度:vd=0.3 m/s
負載總質量:md=m1+m2=20+2=22 kg
最大功率;Pd=md·g·v=22×9.8×0.3=64.7 W
考慮到模組的有效轉化率和摩擦力,故選用100 W的伺服電機。
2.2.3料盒部件的模組選型設計
模組的選型從額定負載、力矩、絲桿導程、模組行程、成本因素來選擇。
力距:l1=0.25 m
力矩:M1=md·g·l1=22×9.8×0.25=53.9 N·m
最大速度:Vm=0.3 m/s,絲桿導程選擇5
參照送料機架的空間及20 kg膜材的厚度,確定模組的有效行程200 mm
查閱PMI樣本相關參數,從以上參數來選擇出模組型號:KM3005A+200N-113ACBA1和KM3305A+200N-113ACBA1,
從成本因素來確定最終的型號為KM3305A+200N-113ACBA1。
2.3 片式取料部件設計
片式取料部件主要由搬運氣缸、取料氣缸、抖料氣缸、導軌、拖鏈和相關結構零件組成,如圖7所示。

圖7 片式取料部件示意圖
2.3.1工作原理
片式取料部件的取料吸筆在料盒部件正上方。取料氣缸和抖料氣缸同時下降到取料位,真空打開吸取膜片,取料氣缸上升,抖料氣缸抖料,確保吸取片料。抖料氣缸上升,搬運氣缸將片料搬運至下壓帶基板上方,同時旋轉氣缸對片料進行旋轉,確保片料最長的對角線與窄膠帶的方向近似平行。取料氣缸下降將片料吹放到壓帶基板上。
2.3.2片式取料部件氣缸的選型計算
氣缸的選型從安裝空間、安裝方式、負載、扭矩、成本因素等方面考慮。從膜片送料機構布局和片式取料部件機構上看,搬運氣缸應選擇薄型機械結合式的無桿氣缸。
負載質量:m3=2 kg
工作力距:l2=0.06 m
負載扭矩:M2=m3·g·l2=2×9.8×0.06=1.17 N·m
從表1來看,氣缸缸徑25 mm的扭矩和負載滿足設計需要,氣缸缸徑20 mm僅滿足負載質量設計需要,扭矩值不夠。從成本來看,氣缸缸徑25 mm的價格遠比氣缸缸徑20 mm貴,為了降低成本,考慮使用缸徑20 mm的氣缸,但須解決負載扭矩不夠的問題,因此給氣缸配一根重負荷型導軌MSA15S(氣缸和導軌組合價格低)。

表1 薄型機械結合式無桿氣缸的扭矩和負載參數
導軌扭矩:Md=140 N·m,
氣缸和導軌的組合扭矩:Mb=Md+M20=140+0.7=140.7 N·m>1.17 N·m,
確定選擇缸徑20 mm。
降低片式取料部件在搬運中造成的沖擊力,所以氣缸緩沖選擇氣緩沖。
料盒中心到壓帶基板中心的距離為500 mm。氣缸的型號選擇MY3B20-500。
按照搬運氣缸的選型計算方法,查閱SMC樣本相關參數,分別選出:
取料氣缸型號:CDJ2F16-45CDJ2F16-45
旋轉氣缸型號:MSQB10R
2.4 上下壓帶部件設計
上下壓帶部件由上壓帶部件和下壓帶部件組成,上壓帶部件主要由粘塵膠輥、氣缸、導向軸、直線軸承、清潔機構、改向輥和相關結構零件組成;下壓帶部件主要由壓帶基板、粘塵膠輥、清潔機構和相關結構零件組成;如圖8所示。

圖8 上下壓帶部件示意圖
2.4.1工作原理
當片式取料部件將片料吹放至下壓帶部件壓帶基板的窄膠帶上,在交流電機的拉動作用下,上下收料卷筒分別拉動上下窄膠帶,此時上下粘塵膠輥處于貼合狀態,下窄膠帶拖動片料進入上下壓帶部件的粘塵膠輥接觸面時,上下膠帶緊緊粘合在片料的上下保護膜上。這樣可以確保片料在剝膜部件剝離時,上下窄膠帶可以順利地撕掉上下保護膜,剝離出膜片。
2.4.2上下壓帶部件的壓帶基板設計
壓帶基板不僅為下膠帶和膜材粘合提供平臺,而且為改向輥、剝膜部件刀口、主動輥部件、吐料平臺、收料氣脹軸及片卷共用氣脹軸的長度設計提供了重要的數據參考依據,所以壓帶基板的尺寸設計極為重要,以設備生產最大尺寸的膜材作為基準來計算壓帶基板的長和寬,如圖9所示。

圖9 下壓帶部件示意圖
壓帶基板的長度LY=L,L為最大膜材的對角線長度;
壓帶基板的寬度:WY=W1+W2+W3
其中,W1為膜材出料方向,膜材的兩個角最小距離,
W2為下壓帶基板安裝固定的尺寸和膜材出料安全距離,
W3為壓帶基板膜材出料的安全距離。
2.5 剝膜部件的設計
剝膜部件由剝膜座、剝膜支撐座、上剝膜部件、下剝膜塊組成,如圖10所示。
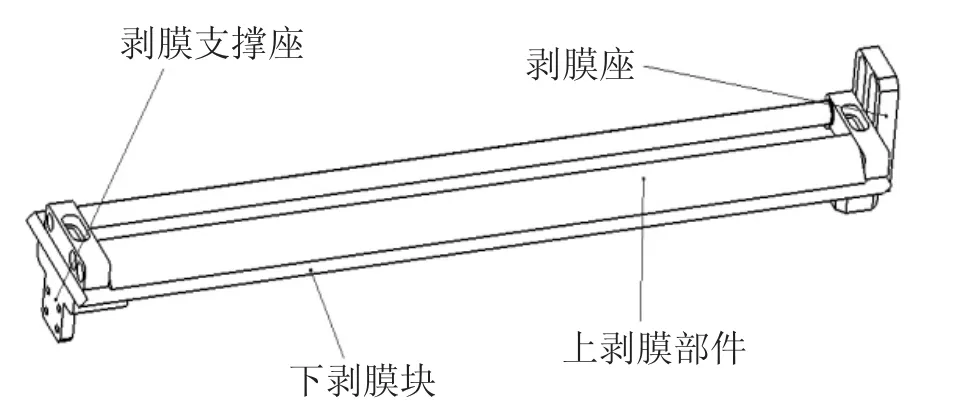
圖10 剝膜部件示意圖
工作原理:卷料或上下窄膠帶粘著片料從上剝膜部件和下剝膜塊中間的縫隙通過后,上下保護膜或上下窄膠帶剝離后,分別向上和向下回收到收料卷料筒上,同時也完成了膜片剝離,如圖11所示。
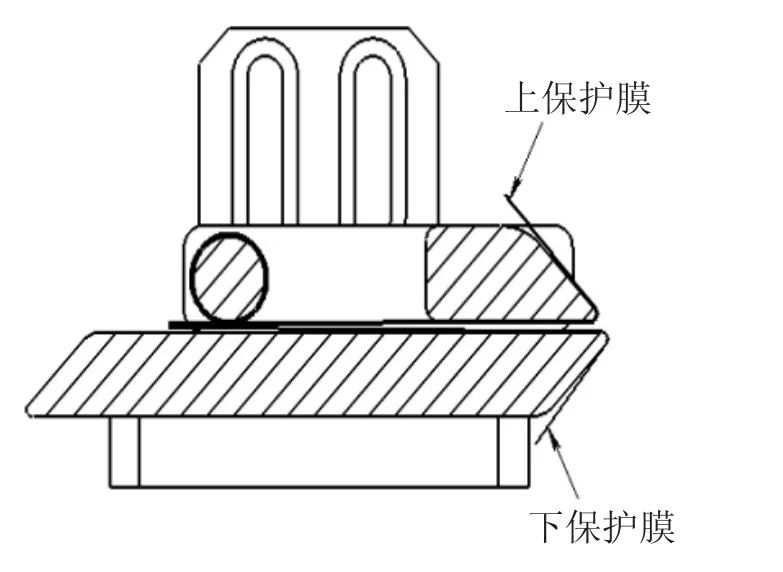
圖11 剝離膜片示意圖
2.6 主動輥部件的設計
主動輥部件由傳動膠輥、傳動壓膜輥、帶輪、氣缸、直線軸承、光軸、輥子連接板和相關機構零件組成,如圖12所示。

圖12 主動輥部件示意圖
工作原理:卷料的下廢保護膜或片料的下廢膠帶從剝膜部件剝離出后,經過主動輥部件的傳動膠輥和傳動壓膜輥的接觸面,同時傳動壓膜輥在氣缸的作用下,緊緊地擠壓著下廢保護膜或片料的下廢膠帶,主動輥部件在送料機構的交流電機帶動下,拉動著下廢保護膜或下廢膠帶,最終卷繞到下收料卷筒上。由于傳動膠輥的半徑r不變,角速度ω穩定,所以經過主動輥部件的線速度V(V=ω·r)穩定,單位時間t內經過主動輥部件的下廢保護膜或下廢膠帶的長度L(L=V·t)不變。這樣就確保了送料機構出料穩定。
2.7 收料卷筒的設計
收料卷筒主要由氣脹軸、卷筒扭力座、卷筒扭力套、軸承和相關結構零件組成,如圖13所示。

圖13 收料卷筒示意圖
工作原理:收料卷筒部件由送料機構交流電機帶動,卷繞上下廢保護膜或上下廢膠帶。由于送料機構的收料線速度V(V=ω·r)穩定不變,當收料卷筒上的廢料半徑r由小逐漸變大,同時收料卷筒的角速度ω由大逐漸變小,此過程通過卷筒部件的扭力套和氣脹軸的頭部軸摩擦變化來實現。
2.8 送料機構的電機選型設計
膜片送料機構剝離出膜片,動力源就是電機,由于膜片送料機構主要由卷筒機構、改向輥、膠輥、剝膜部件等機構組成,所以負載是以工作狀態中各個機構的摩擦力和上下膠帶(上下保護膜)的粘合力組成的,無法具體計算,只能采用類比法,根據類似的機構,確定送料電機為60 W交流電機,此機構要求電機速度可控,所以給電機增加了調速器。
3 結束語
此機構運用到相關背光顯示屏生產設備上經過生產驗證,得到了用戶認可,膜片送料機構出料穩定可靠,速度可控,方便調試。膜片送料機構的成功應用,大大地提高了相關背光顯示屏生產設備的生產效率,促進背光相關行業快速發展。
