10 萬t/a 聚氯乙烯生產裝置運行總結及優化
2022-07-19 12:09:04李世波楊菲菲
中國氯堿 2022年6期
關鍵詞:生產
李世波,楊菲菲
(廣西柳化氯堿有限公司,廣西 柳州 545600)
廣西柳化氯堿有限公司采用深圳冠恒通干法乙炔、國產上海森松70 m3聚合釜、徐州設計院干燥氣力輸送系統和哈工大博實自動包裝機生產粉狀PVC 樹脂。 設計產能20 萬t/a, 一期建成10 萬t/a。2010 年5 月該裝置建成投產,開車一次成功,各項指標均達到設計要求。在幾年的生產運行中,通過不斷研究總結,逐步對該裝置生產技術吸收改進,取得了良好的技術及經濟成果。本文從工藝特點、設備配置、自動化控制等方面加以分析說明,對出現問題與改進情況以及今后生產運行注意事項進行了總結和優化。
1 工藝特點
70 m3聚合釜生產裝置最早引自美國古德里奇公司,與45 m3聚合釜生產裝置相比,該裝置生產工藝先進,進料方式獨特,產品質量優異,能耗低,其主要特點如下。
1.1 干法乙炔工藝
采用兩臺2 500 m3/h 干法乙炔發生器, 消除了傳統濕法乙炔發生器產生的大量電石渣漿, 只產生含水約2%左右的干電石渣, 大大減少了污水排放以及處理濕法電石渣漿的運行費用。 且干電石渣還能很好地進行二次利用。
同時,細小電石(粒徑≤3 mm)儲存于電石加料斗,料層高約1 m,與加料絞龍一起形成很好的密封效果,防止發生器乙炔泄漏。 與濕法發生器相比,取代了大塊電石加料的生產操作, 避免了大塊電石加料時碰撞加料斗引起的爆鳴。
1.2 防粘釜技術
在全自動生產裝置中,整個涂布過程由DCS 控制執行。首先在選釜與空釜檢測后,進行涂前沖洗操作以清除釜壁附著物,然后開啟蒸汽閥進行預熱。一段時間后用泵將涂布劑打入蒸汽管線, 使之霧化進入釜內,在壁面形成一層保護膜。涂后繼續蒸汽加熱使保護膜進一步固化,最后關蒸汽閥進行涂后沖洗。由于防粘釜劑性能優異,噴淋閥設計合理,工藝控制指標科學,計算機自動操作,故涂布效果好。 實現單釜500 余釜未清釜,與45 m3釜約每80 釜清一次釜相比,大大提高了設備利用率,提高了樹脂質量,同時降低了人工入釜清釜的安全隱患, 也降低了清釜工人勞動強度。
1.3 等溫水入料技術
45 m3聚合釜入料方式一般為冷加料, 即先加入常溫水與各類助劑,然后加單體,最后進行升溫。升溫時間一般需25~40 min。 升溫過程中由于釜壁溫度高, 會使部分引發劑提前分解引發聚合反應,生成微量小分子聚合物, 對樹脂質量有一定影響。而等溫水加料工藝是同時加入熱水與單體,由計算機自動控制進水溫度, 加料后釜溫比反應溫度略高,再加分散劑并調整釜溫至反應溫度,最后加引發劑進行聚合反應。 這樣既消除了45 m3釜升溫的弊端,又縮短了輔料進料時間,降低了能耗,提高了設備利用率[1]。
1.4 反應中途注水工藝
隨著聚合反應的進行,單體逐漸轉化為樹脂,樹脂密度大于單體,整個反應體系的體積收縮,體系黏度增大,傳熱面積減少,影響傳熱效果。本裝置在聚合反應過程中,根據不同的反應時間,由高壓注水多級泵分兩個時段進行注水。 第一段注水流量1.0 m3/h,注水開始時間為反應45min;第二段注水流量1.2m3/h,注水開始時間為反應105 min。 很好的維持整個體系的體積不變, 保持較好的傳熱效果及體系黏度,中途注水還能吸收一部分熱量。 因此,70 m3聚合釜加料時的水油比可以相對降低一些,為1.2 左右,低于45 m3釜水油比1.4, 更是遠低于30 m3釜水油比1.7,很好地提高了單釜生產能力。
1.5 全自動PVC 樹脂包裝機
包裝系統采用哈工大博實全自動包裝機, 包含稱重單元,真空單元,包裝單元,皮帶輸送單元,金屬檢測儀單元,噴碼單元,碼垛單元等控制單元。 每班只需2 人就能完全操控包裝機全部工作流程, 最高包裝量達到692 袋/h(設計能力800 袋/h,25 kg/袋)。滿足了生產包裝量要求,現場環境好、粉塵少、設備維護簡單。
2 存在的問題及優化
2.1 發生器回用除塵水造成發生器噴淋水管道結垢,堵塞噴頭
發生器除塵冷卻水含有較多電石渣粉, 雖然經過沉降池的自然沉降, 仍無法完全去除其中的電石渣,用作發生水易造成發生器噴淋水管道結垢,堵塞噴頭。 通過使用新鮮水代替部分除塵冷卻水和增加自動板框壓濾機去除除塵冷卻水中的電石渣, 較好地解決了問題。
2.2 發生器細碎機錘頭磨損嚴重
發生器的細碎機使用頻率較高,高負荷生產時,細碎機很少能停機,并且沒有備機。原廠細碎機錘頭耐磨性能不佳, 高負荷生產一個多月錘頭就磨損嚴重,必須更換。 一旦停機更換,發生器必須停機3.0~4.0 h,嚴重影響生產,且不安全。 通過更換硬質合金錘頭,錘頭更換的周期延長至4 個多月,穩定了生產。
2.3 投產初期乙炔發生器操作不穩定
影響發生器操作穩定性的因素較多, 如電石發氣量,電石加料量和發生給水量等。乙炔發生給水量與電石量、乙炔發生量關系為
給水量=期望乙炔發生量×(36/22.4)×α+β式中:α 為給水倍率,2.55±0.25;β 為偏差;電石發氣量按280 L/kg。
因此,當不能明確電石發氣量、給水倍率和偏差β 時, 發生器操作很不穩定。 主要體現在給水偏多時,發生器攪拌粘料,電流升高,引起攪拌跳停;給水偏少時,發生器溫度升高引起報警,電石渣過干引起排渣絞龍密封不嚴,易跑氣,電石反應不完全,進入電石渣罩棚,存在安全隱患。
經過幾個月的嘗試與摸索,找到了其中的規律。發生器投料時初始設定乙炔發生量1 000 m3/h, 加料螺旋上下絞龍同時開啟,轉速基點5.0 r/min 開始設定。絞龍轉速與加水量為1∶1 左右。打開發生供水第一層、第二層的總閥,第一層啟用第一組和第三組噴頭。第二層啟用第一組和第三組噴頭,第一層與第二層水量均勻分配,每層第一組與第三組水量按6∶4 比例分配。 單臺發生器乙炔氣流量大于1 800 m3/h 時,第一層、第二層3 組噴頭全部開啟,水量分配為第一組45%,第二組35%,第三組20%。 第三層噴頭視三層溫度情況決定是否啟用和啟用流量。 隨時根據發生器攪拌電流和發生器溫度變化,增加或減少水量,并且第一層與第二層噴水量增減比例應保持一致。
2.4 轉化器列管泄漏及觸媒消耗高
由于投產準備工作做得不夠細致, 恰逢南方梅雨季節裝填轉化器觸媒,轉化器廠房為露天設計,防雨措施做得不到位,導致裝填的觸媒帶水,投用后,氯化氫氣體與水分反應生成鹽酸, 腐蝕轉化器花板焊縫,導致花板焊縫滲漏,更多的殼程循環冷卻水進入管程與氯化氫氣體反應生成鹽酸進一步腐蝕轉化器花板焊縫。 發現泄漏后,檢修補漏要翻觸媒,造成觸媒破損、散落,觸媒又接觸濕潤空氣,再次裝填后,轉化器的泄漏情況不見好轉。如此反復,導致觸媒消耗一度增加到3.54 kg/t PVC。 另一個導致觸媒消耗增加的原因是新觸媒使用初期活化操作不當。 發現以上問題立即實施優化方案,首先修建觸媒烘房,將檢修翻出的觸媒, 回裝前在觸媒烘房里先烘干水分再回裝;回裝時天氣必須晴朗。 其次,新觸媒投用時先低負荷通氣,保持低溫85~90 ℃活化半個月左右,再經10 天左右緩慢增加負荷到正常使用溫度(130~145 ℃)。 通過以上操作, 轉化器使用逐漸正常,觸媒消耗也逐漸恢復了正常。
2.5 精餾塔系統單體易自聚、脫落,堵塞管道
精餾裝置運行1 年左右, 發現高沸塔進料泵易堵塞。 分析原因是過高的塔底溫度使塔的生產能力提高不少,精餾塔回流比較小,產品質量也很好,但容易使單體發生自聚。通過將精餾塔底溫度54 ℃調整到46 ℃左右,增加回流比,雖然蒸汽消耗有所增加,但很好地緩解了單體的自聚,穩定了生產。
2.6 聚合單體加料管道流量、壓力波動
DCS 原始設計程序使單體加料初期流量、壓力波動劇烈。原始設計程序采用常規設計,即單體泵啟動。 打開入釜截斷閥,打開入釜調節閥,同時系統檢測實際流量值與設定值的偏差和實際管道壓力與設定壓力值的偏差,進行流量與壓力的調節。流量由入釜調節閥調節,管道壓力由單體回流調節閥調節。兩個調節閥同時動作,互相干擾,導致單體加料前期流量和壓力都不穩定。通過更改程序,增加單體回流閥初始開度設定值(即啟泵前單體回流閥先開啟一定開度,減小管道壓力),并延時啟動壓力檢測,待管道流量較穩定后,壓力檢測才開始進行自動調節,此時的管道實際壓力與設定壓力已很接近, 閥門動作幅度小,避免了單體入釜流量的大幅波動,提高了單體計量準確度,也增加了安全生產系數。
2.7 汽提塔易產生黃點
初期生產由于負荷低,造成汽提工序經常停車,每次開車沖洗升溫都發現明顯黃點, 經分析后發現是由于進塔蒸汽管線設計存在缺陷, 即蒸汽管線從一樓接入位于二樓的汽提塔蒸汽入口, 存在U 型彎,汽提塔蒸汽入口高于蒸汽管,且管口直接與汽提塔連接。 汽提塔停車時,先停蒸汽,沖洗塔板時物料進入蒸汽管線并沉積在蒸汽管道中。下次開車時,高溫蒸汽將沉積的樹脂烤黃帶入系統。經過改造,抬高蒸汽管線,形成倒U 型彎,汽提塔蒸汽口低于蒸汽管倒U 型彎管頂,避免了以上現象的發生。
2.8 聚合反應爆聚與分散劑加料順序的優化
聚合釜投產初期,分散劑加料采用廠家提供的倒加料順序,即先加入助分散劑(醇解度較低),再加入主分散劑(醇解度較高),且總加入量較高,達到了單體質量比的0.11%。前期反應較平穩,但樹脂形態不理想,表現在樹脂均勻度不高,過篩率不合格,細料、拖尾料較多,干燥尾氣易帶粉塵。 通過減少分散劑加入量,樹脂形態好轉,基本達到了一等品指標,此時的分散劑加入量為單體質量比的0.095%左右 (接近理論值的高限),但是隨后出現了偶爾的爆聚現象,即在聚合反應1 h左右反應異常, 攪拌電流異常升高,出現顆粒料,必須提前終止反應,減少單體損失。
通過對整個反應體系查找原因,翻閱相關資料,最終確定是分散劑加料順序不恰當造成的。 分散劑是聚合反應的關鍵助劑,分散劑又分為主分散劑(醇解度80%以上)和助分散劑,主分散劑一般為高醇解度的分散劑,助分散劑為醇解度較低的分散劑。主分散劑保膠能力強,提高聚合反應體系穩定性,提高樹脂表觀密度,但不利于增加樹脂的吸油率,不利于下游產品的再加工。而助分散劑恰恰相反,主要是為了提高樹脂的吸油率,但保膠能力不是很好。雖然后面也有高醇解度的分散劑加入, 但從物理空間位阻來看, 先加入的助分散劑大大削弱了后加入的主分散劑的保膠能力。因此采用倒加料順序,為起到更好的保膠能力就需要加入過多的分散劑, 一旦減少加入量達到一個極限值就會出現上述爆聚現象[2]。
通過調整回主分散劑先加入的操作順序, 即先加入高醇解度分散劑后加入低醇解度分散劑, 爆聚現象再也沒有出現, 并將分散劑總加入緩慢降至單體質量比的0.08%,樹脂各項指標都達到了優等品,樹脂形態得到很大的提升,顆粒變得比較均勻,拖尾樹脂較少,樹脂流動性較好,包裝機的包裝速度提高約10%,分散劑正加料樹脂形態見圖1。
2.9 樹脂白度偏低
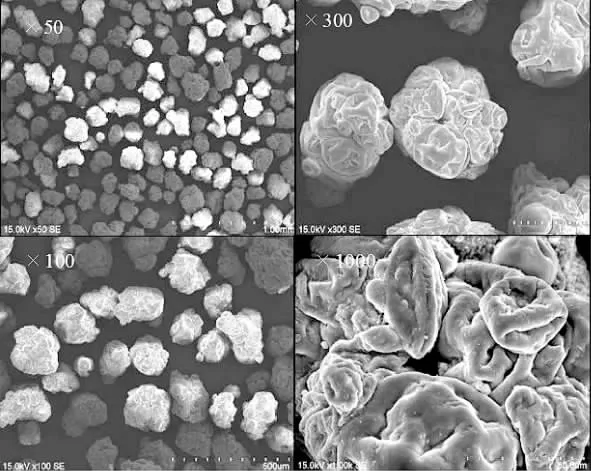
圖1 分散劑正加料樹脂形態
2011 年年初樹脂白度偏低,維持在73%~79%,雖然大多數能維持在優等品以上, 但是滿足不了多數下游客戶的要求(白度81%以上),且同類生產廠家都能穩定生產出白度81%以上的樹脂。 通過查閱相關資料, 得知影響樹脂白度的一個關鍵因數就是終止劑質量好壞, 但公司沒有相關儀器分析終止劑的有效成分及含量。最后通過實驗,選擇兩個反應釜次,在正常反應結束后,加入正常量終止劑,不馬上出料, 待釜壓力和溫度下降到最低值(一般20 min左右),觀察釜溫和壓力會不會上升。 到35 min 后果然出現了溫度和壓力的明顯上升。 初步證實很可能是終止劑的效果不理想, 即使已經正常出料到出料槽,但樹脂仍可能進行二次反應,導致PVC 樹脂產生異常缺陷(如頭-頭連接、支鏈和不飽和雙鍵等)。含有這些缺陷的PVC 樹脂熱穩定性較差,其大分子在光、熱的作用下易分解出氯化氫,同時生成具有共軛雙鍵多烯烴結構的有色物質, 從而影響樹脂及其制品的顏色。

隨后,更換了另一種水乳型終止劑,同樣按每釜32 kg 的加入量使用,樹脂的白度恢復了正常,基本維持在81%~83%。
另一個可能導致白度偏低的原因是樹脂的顆粒形態。 直至2011 年底,聚合釜分散劑加料順序一直沿用廠家的倒加料順序,分散劑加入量一直偏多,樹脂顆粒形態較差,樹脂拖尾、棱角較多,且細小樹脂較多,表觀密度偏低。干燥過程中,細小樹脂、棱角和拖尾部位易受熱過度, 顏色偏黃, 降低了樹脂的白度。2011 年底,分散劑改為正加料順序,并逐步減少分散劑用量,樹脂形態得到了很好的提升,樹脂的表觀密度、過篩率和流動性都比較理想。樹脂的白度得到了進一步的提升,維持在82%~86%。
2.10 干燥旋流床能力不足,床底易積料
經過一個多月的滿負荷生產觀察和數據收集,發現干燥2#鼓風機能力存在問題。風機在全開風門不輸送物料時的電流在230 A 左右, 在滿負荷生產時電流為209~220 A, 而風機的額定電流為284 A,沒有達到風機的工作能力。而旋流床進口風壓在生產時基本小于7 kPa,旋流床出口風壓為3.0~3.5 kPa,易造成旋流床床底積料并產生黃黑點。 通過咨詢同類型生產廠家,2# 鼓風機滿負荷生產電流在230A 左右,旋流床進口風壓在生產時基本都穩定在9 kPa,旋流床出口風壓為5~7 kPa。 最后通過更換2#鼓風機葉輪,由原來的1 250 mm 直徑增加到1 380 mm,增大了風量與風壓,解決了以上問題。
2.11 干燥氣流塔底積料產生黑點
干燥氣流塔運行大半年,發現產生黑點,拆開塔底人孔檢查,發現塔底積料嚴重,積料靠近蒸汽加熱器,被高溫烤糊產生黑點。 經進一步檢查發現,積料的原因是氣流塔絞龍進料口下的篩網嚴重破損脫落,造成絞龍輸送的大塊樹脂無法被打碎,掉入塔底形成積料。 通過更換結實的篩網避免了以上問題再次發生。
3 結語
經過近兩年的生產摸索、總結與優化,整個聚氯乙烯生產裝置趨于平穩,各項工藝指標良好,樹脂優等品維持在97%以上。 企業結合生產實際,通過不斷加強管理和技術改造, 在確保安全生產的前提下使產能和質量指標逐步達到工藝設計的要求。 但整個生產系統仍有不少可挖掘的地方, 如干法乙炔破碎系統細碎、 撒落電石和粉塵的收集并回用到生產系統,降低電石的消耗;高含量COD 渣漿污水的預處理,減輕污水站處理壓力;轉化含汞廢水的汞回收利用以及樹脂顆粒形態、 白度等質量指標的進一步優化。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
