半鋼子午線輪胎錐度效應影響因素分析
2022-07-20 01:54:56劉風麗王時豪李天奇
輪胎工業 2022年7期
關鍵詞:檢測
劉風麗,彭 松,王時豪,宋 立,李天奇
(中策橡膠集團股份有限公司,浙江 杭州 310018)
輪胎是汽車與路面保持接觸的唯一部件,不僅支承汽車的滾動,而且直接影響汽車的行駛性能。因此汽車行駛性能與輪胎地面力學性能密切相關。然而輪胎地面力學性能又與輪胎品質密不可分,因此汽車行駛性能是建立在輪胎品質基礎之上的[1]。
輪胎制造工藝水平影響輪胎的品質[2-3]。半鋼子午線輪胎是由不同橡膠、鋼絲等材料,經過壓出、復合、貼合、輥壓、硫化等一系列生產工序復合的產物。因此設備精度、操作員操作手法及生產環境都會對輪胎品質造成影響[4-7]。
輪胎在滾動過程中,如果或多或少伴有作用于其上的錐形側向力,力圖使其偏離原來的直線運動方向,即使是剛換上的新輪胎也可能如此,該現象被稱為輪胎的錐度效應。
本工作主要分析輪胎制造過程中常見因素對輪胎錐度效應的影響。
1 實驗
1.1 試驗輪胎
試驗采用控制變量法,試驗輪胎規格為265/70R18。
1.2 測試條件
1.2.1 充氣壓力
檢測充氣壓力的精度要求為:檢測值 設定值±10 kPa,波動量 ≤5 kPa。最大充氣壓力(Pmax)參見輪胎胎側標注。
檢測充氣壓力標準如下:當Pmax≤320 kPa時,充氣高壓≥280 kPa,檢測充氣壓力為180 kPa;當440 kPa≥Pmax>320 kPa時,充氣高壓≥350 kPa,檢測充氣壓力為260 kPa;當Pmax>420 kPa時,充氣高壓≥350 kPa,檢測充氣壓力為320 kPa。
1.2.2 負荷
檢測負荷精度要求為:檢測值 設定值±5 kg,波動量 ≤設定值×1%;最大負荷參見輪胎胎側標注;增強型輪胎測試時的單胎最大負荷為胎側標定負荷指數減5后的負荷指數所對應的負荷值(胎側有“EXTRALOAD”或“REINFORCED”字樣的為增強型輪胎)。
檢測負荷為單胎最大負荷×80%。
1.2.3 輪輞寬度
檢測寬度精度要求為標準寬度±0.5J。檢測輪輞寬度參考TRA《美國輪胎輪輞協會標準年鑒》和ETRTO《歐洲輪胎輪輞技術組織標準手冊》標準。
1.2.4 速度
速度精度要求為檢測值應在±設定值×1%的范圍內,波動量≤設定值×0.5%。
檢測速度標準為65 r·min-1。
1.3 試驗設備
LCY1418-JY-A二次法成型機,北京敬業機械設備有限公司產品;輪胎均勻性實驗機,巨輪智能裝備股份有限公司產品。
1.4 測試及計算方法
輪胎錐度測試如圖1所示。錐度測試的受力和受力波形示意分別如圖2和3所示。

圖1 輪胎錐度測試

圖2 輪胎錐度測試受力示意
錐度的計算值為FCW和FCCW的平均值,即-16.2 N。
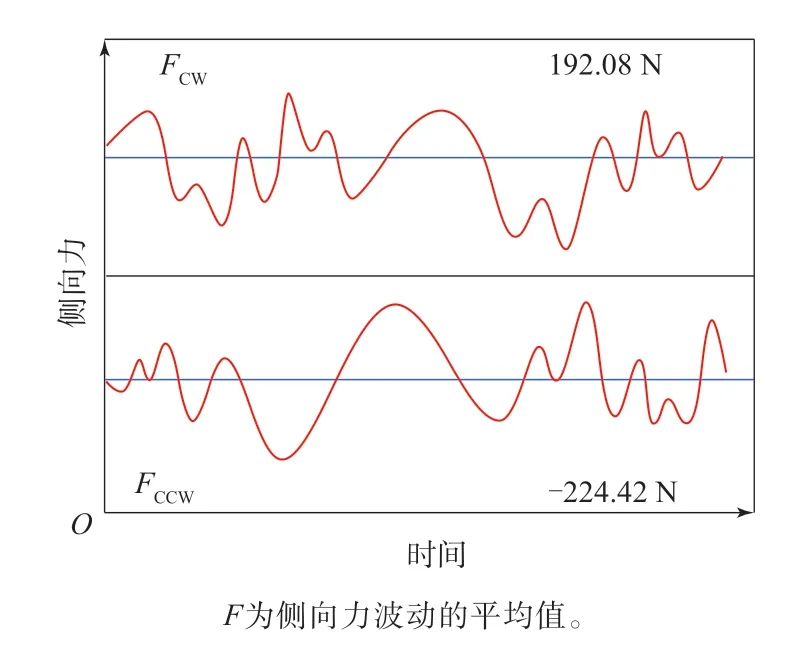
圖3 輪胎錐度測試的受力波形
2 結果與討論
輪胎生產過程中錐度影響因素主要包括半成品(胎面厚度差和寬度差不對稱)、成型[胎面、帶束層或組件(胎面、冠帶層、帶束層在二段成型時的復合件)貼偏]、硫化(胎坯中心線與模具中心線或膠囊中心線不重合)、結構(胎面為非對稱花紋)。下面分別進行討論。
2.1 半成品
輪胎胎面膠如圖4所示。
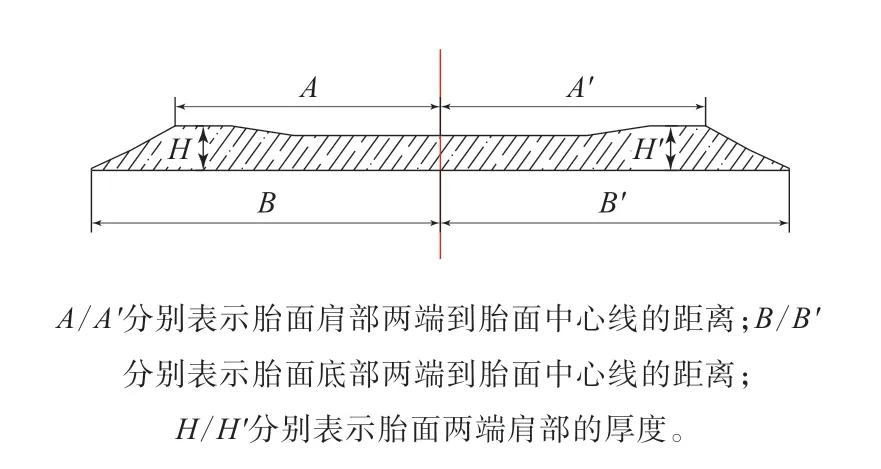
圖4 輪胎胎面膠示意
因胎面壓出后各尺寸存在一定偏差,為使試驗數據更加準確(貼近理論計算值),將A與A'和B與B'的差值控制在±2 mm,H與H'的差值控制在±0.3 mm,其余控制參數的公差以現場執行為準。A,A',H和H'以X光掃描儀數值為準。
胎面尺寸變化對應的錐度如表1所示。因難以控制標準狀態下的錐度為零,故將方案1作為標準胎面,其試驗結果作為參照,方案2—5的錐度為平均值。
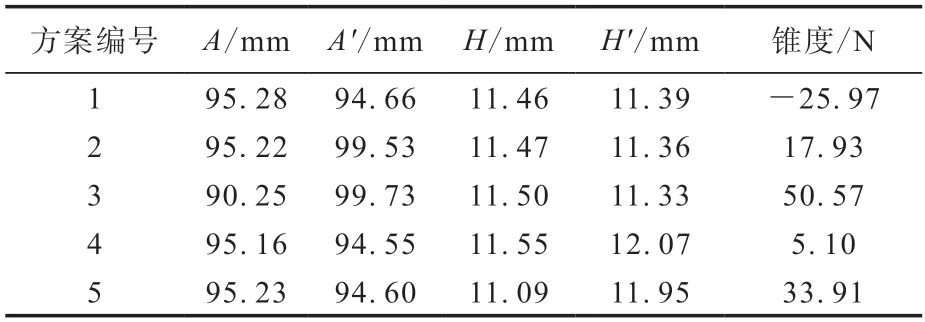
表1 胎面尺寸變化對應的錐度值
從表1可以看出,胎肩寬度差值在5 mm左右對錐度影響為34.3 N;胎肩厚度差值在0.5 mm左右對錐度影響為23.5 N。
2.2 成型
進行胎面、帶束層和組件貼偏3組試驗及1個參照試驗(參照試驗所有部件都正常貼合),所有貼偏均在成型時向左偏。
2.2.1 胎面貼偏
胎面貼偏如圖5所示。
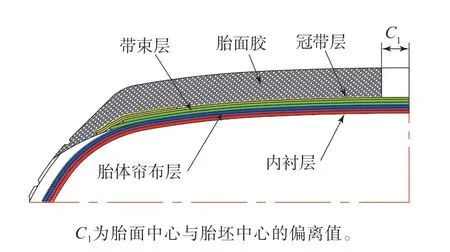
圖5 胎面貼偏示意
C1分別取0,1,3和5 mm(每個數值分別做3條輪胎)時,對應的錐度平均值分別為-29.79,-15.19,26.36和74.77 N。
從以上數據可以看出:當C1由0 mm增大至1 mm時,輪胎的錐度增大了14.60 N;當C1由1 mm增大至3 mm時,錐度增大了41.55 N,平均每偏離1 mm錐度增大20.78 N;當C1由3 mm增大至5 mm時,錐度增加了48.31 N,平均每偏離1 mm錐度增大24.21 N。
2.2.2 帶束層貼偏
帶束層貼偏如圖6所示。
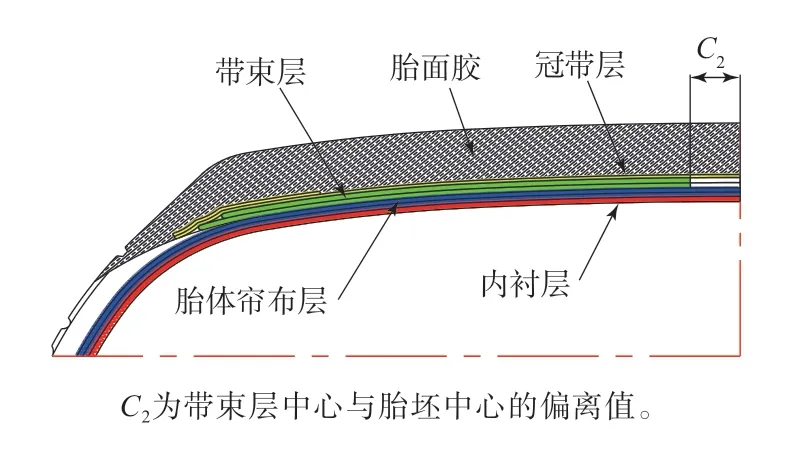
圖6 帶束層貼偏示意
C2分別取1,3和5 mm(每個數值分別做3條輪胎)時,對應的錐度平均值分別為-21.07,14.01和56.55 N。
從以上數據可以看出:當C2由0 mm增大至1 mm時,錐度增大了8.72 N;當C2由1 mm增大至3 mm時,錐度增大了35.08 N,平均每偏離1 mm錐度增大17.54 N;當C2由3 mm增大至5 mm時,錐度增大了42.53 N,平均每偏離1 mm錐度增大21.27 N。
2.2.3 組件貼偏
組件貼偏如圖7所示。
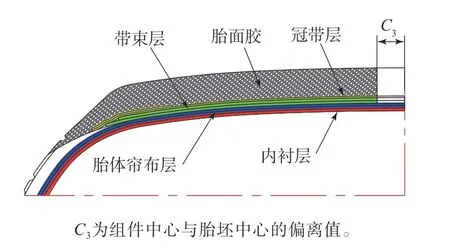
圖7 組件貼偏示意
C3分別取1,3和5 mm(每個數值分別做3條輪胎)時,對應的錐度平均值分別為-3.53,76.34,160.23 N。
由上述數據可以看出:當C3由0 mm增大至1 mm時,錐度增大了26.26 N;當C3由1 mm增大至3 mm時,錐度增大了79.87 N,平均每偏離1 mm 錐度增大39.98 N;當C3由3mm增大至5mm時,錐度增大了83.89 N,平均每偏離1 mm錐度增大41.94 N。
2.3 硫化
用熒光筆標記胎坯的內側和外側中心,硫化1條輪胎后確認膠囊中心線、胎坯中心線和模具中心線三線是否重合,若未重合調整預定型高度和抓胎手的裝胎高度直至重合,調整到位后硫化生產3條輪胎作為標準輪胎。
2.3.1 胎坯中心與膠囊中心偏離
胎坯中心與膠囊中心偏離如圖8所示。
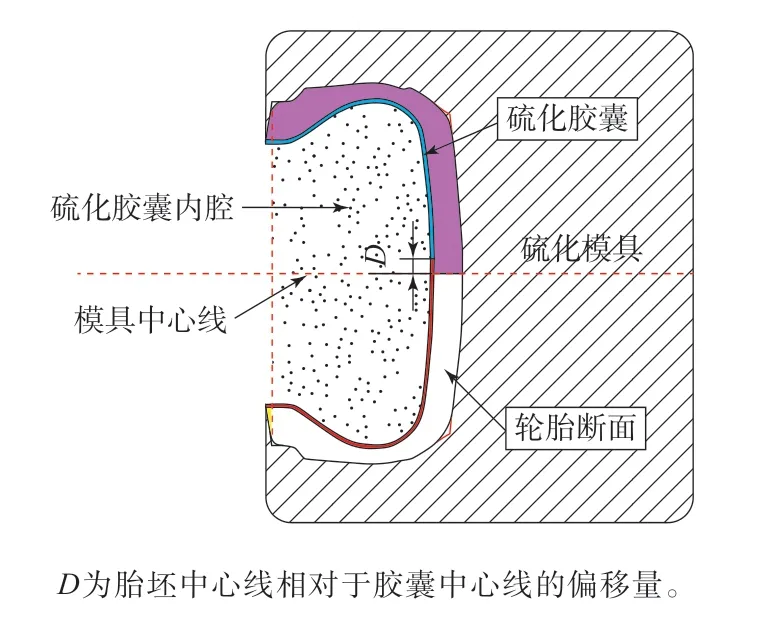
圖8 胎坯中心與膠囊中心偏離示意
D分別取0,2和4 mm(每個數值分別做3條輪胎)時,對應的錐度平均值分別為25.38,10.39和-29.11 N。
從數據可以看出:當D由0 mm增大至2 mm時,錐度增大了14.99 N,平均每偏離1 mm錐度增大7.45 N;當D由2 mm增大至4 mm時,錐度增大了39.49 N,平均每偏離1 mm錐度增大19.80 N。
2.3.2 胎坯中心與模具中心偏離
胎坯中心與模具中心偏離如圖9所示。
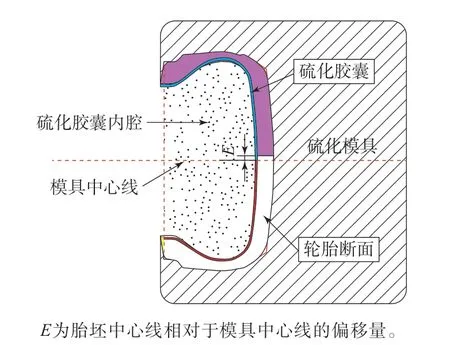
圖9 胎坯中心與模具中心偏離示意
E分別取2和4 mm(每個數值分別做3條輪胎)時,對應的錐度平均值分別為72.23和149.74 N。
從數據可以看出:當E由0 mm增大至2 mm時,錐度增大了46.84 N,平均每偏離1 mm錐度增大23.42 N;當E由2 mm增大至4 mm時,錐度增大了77.52 N,平均每偏離1 mm錐度增大38.81 N。
2.4 非對稱胎面花紋
非對稱胎面花紋對錐度的影響是兩肩部花紋的海陸比差異(主要影響硫化時的吃膠量),所以在設計非對稱花紋胎面時應考慮花紋兩肩部的海陸比差異,合理設計胎面兩肩部的膠料。
3 結論
(1)胎面和胎肩寬度和厚度差值在一定范圍內,對輪胎的錐度影響不大。
(2)成型時胎面、帶束層和組件貼偏對錐度效應影響較大,且偏移量越大,單位偏移量對錐度的影響越大,因此成型時應該嚴格控制設備精度,減小設備精度波動,同時加大檢查力度,及時發現問題并解決。
(3)硫化時胎坯中心需與膠囊中心和模具中心重合,膠囊中心與胎坯中心位置偏移對錐度效應影響較小,模具中心與胎坯中心位置偏移對錐度效應影響較大且偏移量越大,單位偏移量對錐度的影響越大。因此硫化胎坯位中心應確保與模具中心重合。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48