高性能丙烯酸酯橡膠旋轉油封的研發
2022-07-20 13:46:22魏海東張瑞造
橡膠科技 2022年1期
魏海東,張瑞造
(浙江創城汽車零部件有限公司,浙江 紹興 312300)
旋轉油封屬于動態密封制品,在旋轉運動中耐高溫和耐油是旋轉油封用膠料配方設計時需要考慮的主要性能指標[1]。制造旋轉油封常采用在溫度和壓力下都對流體介質有不同程度敏感性的橡膠,例如丁腈橡膠(NBR)[2]、丙烯酸酯橡膠(ACM)、氟橡膠[3-4]和硅橡膠[5]。但是硅橡膠耐油性能較差,NBR耐熱性能較差,氟橡膠綜合性能優異但價格昂貴,當油封的使用溫度為120~150 ℃時,綜合耐熱性能、耐油性能和成本,基體橡膠一般選用ACM[6]。
油封使用時受到被密封流體介質的浸蝕和溶脹,正常使用后期出現漏油,主要是油封唇口老化變硬,失去彈性和龜裂所致。油封性能和質量優劣最終表現在油封的密封性能和使用壽命上。因此,當油封斷面結構確定后,膠料配方設計的合理性就至關重要。
本工作進行高性能ACM旋轉油封膠料配方的優化,并對硫化工藝進行研究。
1 實驗
1.1 主要原材料
ACM,牌號ACM-ACL,ACM-200,ACM-230,ACM-240,市售品;炭黑N550,卡博特公司產品;石墨粉,阜陽市利普化工有限公司產品。
1.2 基本配方
ACM 100,炭黑N550 60,硬脂酸 1,硬脂酸鉀 0.8,硬脂酸鈉 2.5,防老劑445 2,硫黃0.4。
1.3 主要設備和儀器
KL-6型開煉機,佰弘機械(上海)有限公司產品;XLB 350×350×3型平板硫化機,青島海能機械制造有限公司產品;UR2010SD型無轉子硫化儀和UT-2080型電子拉力試驗機,中國臺灣優肯科技股份有限公司產品;LX-A型橡膠硬度計,上海六菱儀器廠產品;GT7017-ELU型精密高溫試驗機,中國臺灣高鐵科技股份有限公司產品;MZ-4061型阿克隆磨耗機和MZ-4005B型油封旋轉性能試驗機,江蘇明珠試驗機械有限公司產品。
1.4 試樣制備
將ACM在開煉機上塑煉后包輥,然后依次加入硬脂酸、防老劑445、炭黑、硫化劑,混煉均勻后薄通10次,下片。停放16 h后用無轉子硫化儀測定硫化特性。試樣在平板硫化機上進行一段硫化,硫化條件為170 ℃/10 MPa×10 min;在烘箱中進行二段硫化,硫化條件為(170~180) ℃×(4~8) h。
1.5 性能測試
硫化特性按照GB/T 16584—1996進行測試,測試條件為170 ℃×10 min;硬度按照GB/T 531.1—2008進行測試;拉伸性能按照GB/T 528—2009進行測試;耐熱空氣老化性能按照GB/T 3512—2014進行測試;高溫壓縮永久變形按照GB/T 7759.1—2015進行測試,測試條件為150℃×70 h,壓縮率為25%;阿克隆磨耗量按照GB/T 1689—2014進行測試;耐介質油性能按照GB/T 1690—2010進行測試;模擬臺架試驗按照GB/T 13871.4—2007進行測試。
2 結果與討論
2.1 ACM牌號的影響
ACM是以烷基酯為主要單體與少量帶有可提供活性基團的單體共聚而得的彈性體,其主鏈為飽和碳鏈,側鏈為極性酯基。ACM穩定的飽和結構和極性酯基賦予其許多優秀的特性。
ACM牌號眾多,含不同交聯單體的ACM加工時硫化體系亦不相同,據此可將ACM劃分為含氯多胺交聯型、不含氯多胺交聯型、自交聯型、羧酸銨鹽交聯型和皂交聯型5類。其中皂交聯型ACM所含交聯單體活性很高,可用多種物質硫化,其中金屬皂/硫黃硫化體系因硫化速度快、便于調節混煉和硫化工藝、加工安全簡便、不揮發、不污染、不腐蝕模具、加工性能良好、無毒環保而受到廣泛青睞。
分析國內外ACM產品,挑選出適合金屬皂/硫黃硫化體系的4種不同牌號的ACM采用基本配方做性能對比試驗,試驗數據見表1。

表1 ACM牌號對膠料性能的影響
從表1可以看出:ACM-ACL膠料的邵爾A型硬度和壓縮永久變形最小,拉伸強度最大,拉斷伸長率居中;ACM-200膠料的拉伸強度最小,拉斷伸長率和壓縮永久變形最大,且該膠料混煉時容易粘輥;ACM-240和ACM-230膠料的邵爾A型硬度最大,拉伸強度居中,拉斷伸長率較小。通過對試驗數據進行分析,并結合混煉工藝生膠吃料難易程度,本工作選用耐寒的低門尼粘度ACM牌號——ACM-ACL。
2.2 補強劑的影響
ACM純膠強度很低,需進行補強,但其分子鏈結構飽和,補強效果遜于二烯烴橡膠,通常采用各種細粒子高結構爐黑,以保證混煉工藝性能良好。為調節工藝性能及硫化膠物理性能,亦可將粒徑不同的炭黑搭配使用。炭黑N550用量對膠料性能的影響如表2所示。
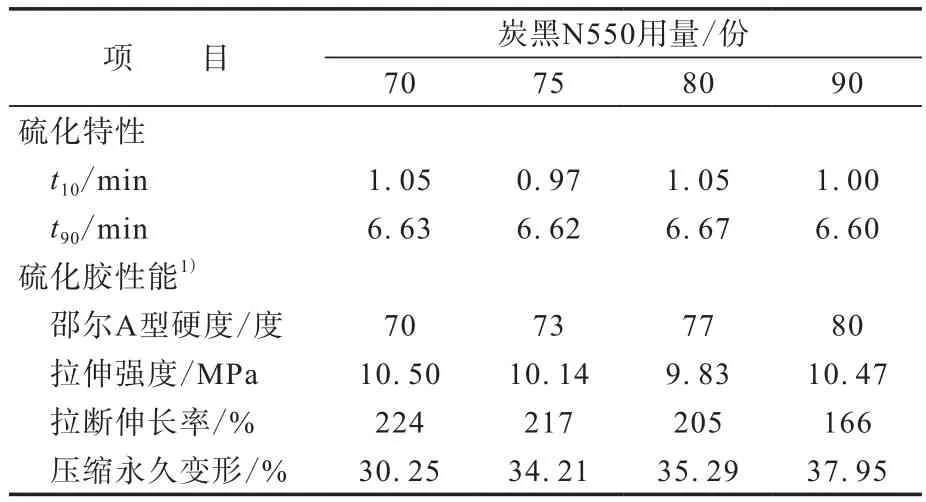
表2 炭黑N550用量對膠料性能的影響
從表2可知,隨著炭黑N550用量的增大,膠料的硬度和壓縮永久變形明顯增大,拉斷伸長率逐漸減小,拉伸強度變化不大。
根據以往油封配方設計經驗,綜合考慮,本研發采用炭黑N550和N220并用,并用比為55/15。
2.3 潤滑劑的影響
油封唇口與軸接觸面之間存在著一層很薄的粘附油膜,這層油膜可以起到密封流體的作用,同時有助于油封唇口與軸之間的潤滑。油封在動態下經常處于流體潤滑、邊界潤滑和干摩擦3種狀態交替共存的環境,其中主要是流體潤滑。為了提高油封唇口的耐磨性能,通常在油封膠料配方中添加諸如二硫化鉬、石墨粉之類的潤滑劑,以保證油封唇口與軸的密封。
二硫化鉬和石墨粉本身具有滑膩感,摩擦因數小,均可作為潤滑和抗摩擦材料。二硫化鉬的導熱性能與石墨粉相比差,石墨粉由于其特殊結構,具有耐高溫性能佳和熱膨脹系數小等特點,油封唇口的溫度是影響油封使用壽命的一個重要因素,因此本工作選擇石墨粉作為潤滑劑。石墨粉對膠料性能的影響如表3所示。
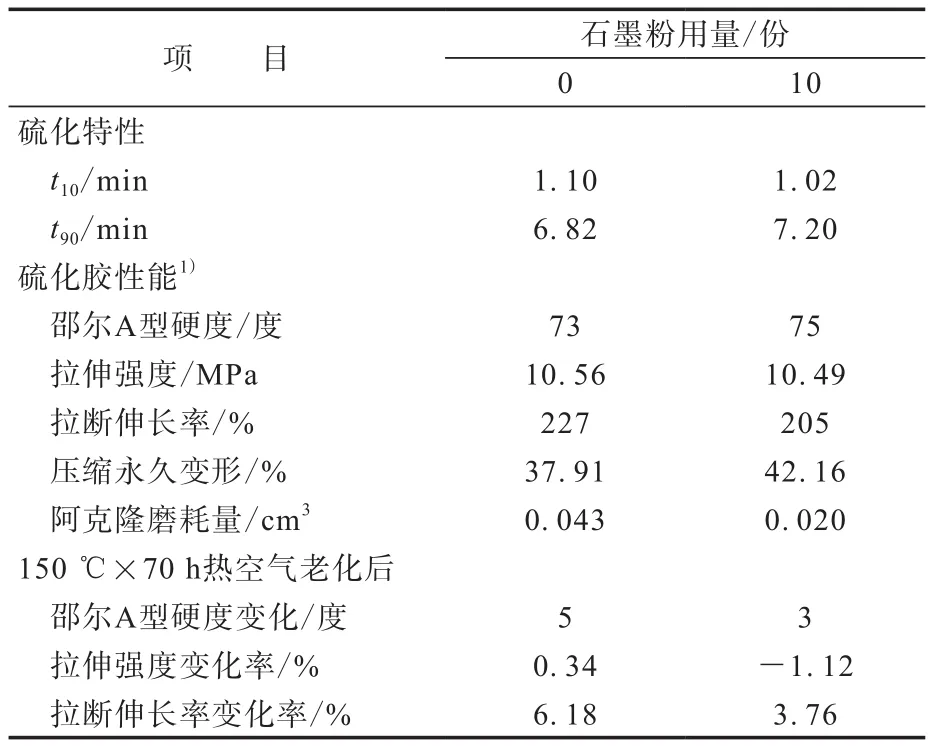
表3 石墨粉對膠料性能的影響
從表3可知,添加石墨粉后,雖然膠料熱空氣老化后的硬度變化略有減小,壓縮永久變形稍有增大,但耐磨性能明顯提高,阿克隆磨耗量降低了53%。
油封工作時經常接觸的介質是潤滑油或機械油,膠料的耐油性能是保障油封正常工作的關鍵指標。因此對添加石墨粉的膠料進行耐油性能測試,并與未添加石墨粉的膠料進行了對比,結果如表4所示。
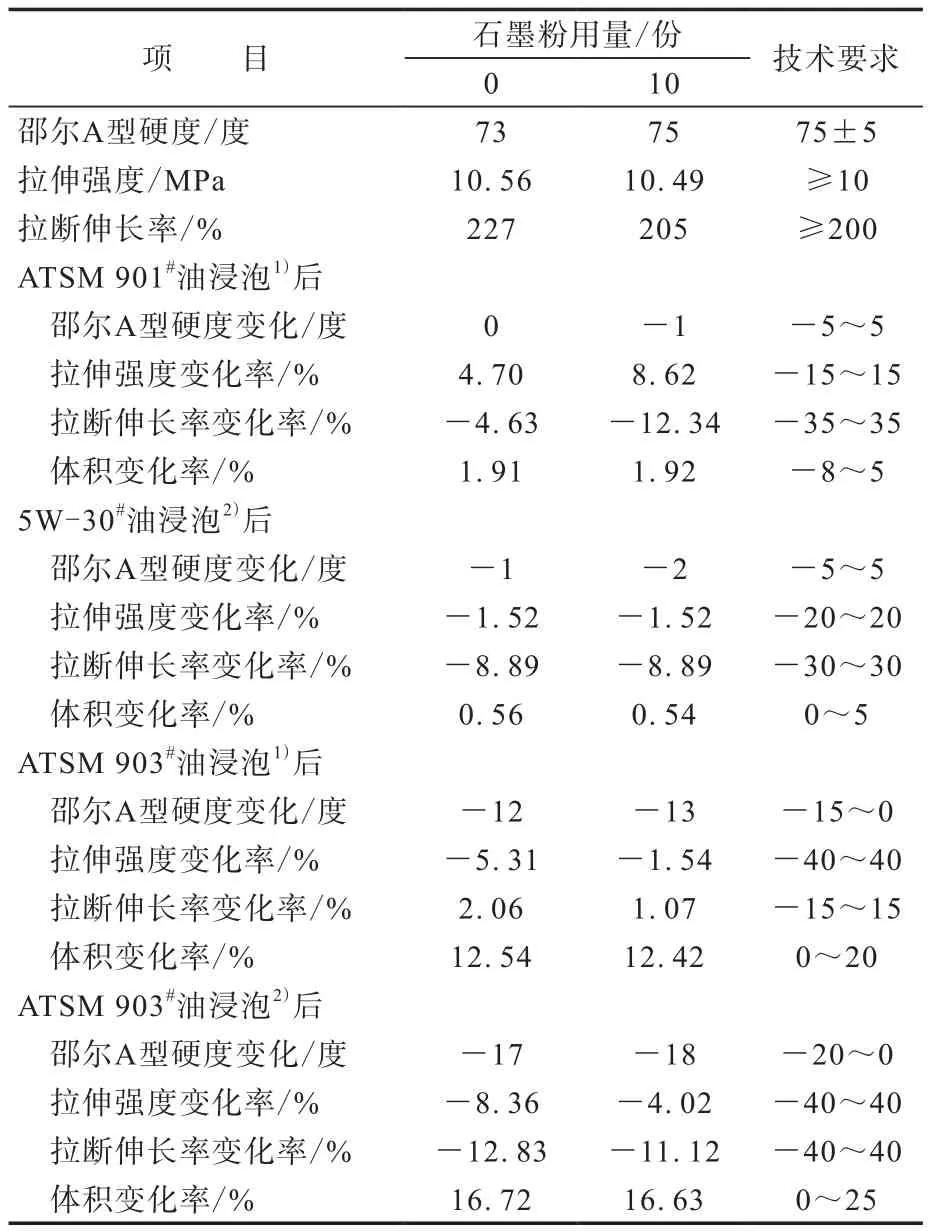
表4 石墨粉對膠料耐油性能的影響
從表4可知,石墨粉對膠料耐油性能的影響微乎其微。
2.4 硫化工藝參數的影響
結構穩定的ACM難以交聯,硫化反應速度很慢,單靠平板硫化機實現充分硫化的時間太長,效率低,需要先采用平板硫化機固定形狀并避免出現氣泡,再在烘箱中進行二段硫化來達到充分硫化。
平板硫化和烘箱硫化的溫度和時間參數設定均十分重要,平板硫化應控制適當的交聯程度,硫化時間不宜過短,否則脫模后難以固定形狀,平板硫化條件一般設定為170 ℃×10 min。二段硫化溫度設置也不宜過高,如控制不當,可能引起油封內部結構的破壞。二段硫化條件對膠料性能的影響如表5所示。

表5 二段硫化條件對膠料性能的影響
從表5可知,二段硫化條件對膠料的壓縮永久變形影響較大,溫度越高,硫化時間越長,壓縮永久變形越小。
綜合考慮各因素,本工作二段硫化條件選取180 ℃×4 h。
2.5 模擬臺架試驗
模擬臺架試驗可以在較短時間內觀察、分析、比較油封的質量和使用壽命,是驗證油封膠料配方開發成敗的一項重要測試。油封模擬臺架試驗可根據產品的實際使用條件來設定臺架試驗條件,如溫度、速度、壓力、時間等,并可規定泄漏標準以觀察和考核油封的使用壽命。本工作采用添加和未添加石墨粉2種膠料制造了油封試樣進行模擬臺架試驗,試驗參數設置如下:溫度 140 ℃,主軸轉速 3 800 r·min-1,壓力 0~0.03 MPa。
未添加石墨粉的油封試樣運行時間為430 h,添加少量石墨粉的油封試樣運行時間為510 h,表明添加少量石墨粉可以延長油封的使用壽命。
3 結論
(1)在ACM膠料中添加適量的石墨粉能夠明顯提高膠料的耐磨性能,且對耐油性能基本無影響,從而延長油封的使用壽命。
(2)旋轉油封膠料優化配方為ACM-ACL 100,炭黑N550 55,炭黑N220 15,石墨粉 10,硬脂酸 1,硬脂酸鉀 0.8,硬脂酸鈉 2.5,防老劑445 2,硫黃 0.4;一段硫化條件為170 ℃×10 min,二段硫化條件為180 ℃×4 h。臺架試驗表明,本研發旋轉油封使用壽命延長。