薄壁轉盤軸承套模具感應淬火控制變形的工藝研究與應用
2022-07-22 06:33:42張磊磊高歡歡
哈爾濱軸承 2022年2期
張磊磊,高歡歡
(洛陽LYC軸承有限公司,河南 洛陽 471000)
1 前言
基本所有的轉盤軸承滾道、齒面均需要進行表面硬化處理。由于感應淬火加工效率高,工藝過程短、氧化少,淬火后組織性能好,因此這種表面熱處理方式十分適用于需要進行表面硬化的轉盤軸承滾道和齒。而最終經精加工后保留的硬化層深度及硬化層質量直接決定了轉盤軸承滾道承載能力和疲勞壽命。本文從感應淬火過程本身分析了轉盤軸承滾道及齒淬火的變形過程和原因,針對感應淬火過程引起的變形提出工藝措施,以控制和減少淬火變形。
2 減少變形的意義
減小和控制感應淬火變形,對于轉盤軸承的滾道來說,在精加工后可以最大程度地保留滾道近表層優良的熱處理組織,保證了轉盤軸承的滾道承載能力和疲勞壽命。對于轉盤軸承的制造工藝來說,可以大幅地減小滾道的加工余量。對于薄壁型產品可以降低工藝的復雜程度,即減少工件的校圓、整形、廢品,進而提高產品的制造效率,降低轉盤軸承制造過程的各種消耗和制造成本。對于轉盤軸承的齒來說,減小變形可以很好地提高齒圈自身的圓度和精度,減小了齒圈跳動和工藝復雜程度,使部分須經磨削制造的齒輪不再需要磨削。同時轉盤軸承使用時可以采用更小的齒側間隙,降低了齒輪副的磨損,提高了齒輪壽命。
3 感應淬火工藝過程和變形分析
目前,基本所有的大型和特大型轉盤軸承滾道、齒的感應淬火方式均采用的是沿滾道的周向連續掃描感應淬火,即工件采用邊旋轉加熱邊冷卻的熱處理方式,起始和結束位置留有一定間隙作為軟帶。其工藝過程為:工件周向沿中心定速旋轉,旋轉過程中中頻感應器持續地將工件感應區加熱至淬火溫度,使感應加熱區組織奧氏體化后,加熱區旋轉至冷卻區時噴水盒對工件加熱部位進行快速冷卻,得到馬氏體組織,這個過程持續一周即完成工件的整個淬火過程。圖 1 所示為軸承滾道感應加熱及硬化層(馬氏體組織)分布軸向截面示意圖,圖 2 所示為圓周周向連續掃描感應淬火示意圖。
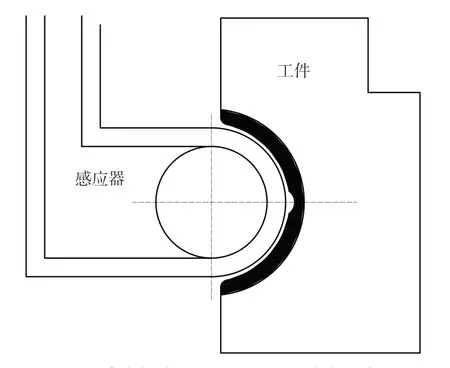
圖1 感應加熱及理想的硬化層分布示意圖

圖2 圓周連續掃描感應淬火示意圖
所有的熱處理均會造成工件各種不同程度的變形。我公司某內齒式四點接觸球轉盤軸承產品,外圈規格尺寸為:φ1 440mm×1 347mm×50 mm,內圈規格尺寸為:φ1 343mm×1 245mm×50 mm,內齒齒輪模數為 3,由于齒輪模數較小,因此滾道和齒輪均采用掃描感應淬火。首套工藝試驗樣件淬火前工件圓度為 0.2 mm,淬火后外圈、內圈橢圓變形量分別為 1.78 mm、1.55 mm,內圈經齒面淬火后,齒節圓橢圓度為 3.27 mm,且內圈在齒輪淬火后端面有 0.35 mm的彎曲度。對內、外圈變形采取了機械整形方法進行校圓,外圈經機械整形后圓度為 0.9 mm,內圈經整形后內齒節圓呈現不規則變形,且端面彎曲度無法矯正。外圈校圓后在后續精加工時,由于整形應力逐步釋放,又再次發生變形,造成成品圓度、彎曲度、平行度也無法滿足設計要求。
引起淬火后套圈變形的主要因素可分為:鍛件材料應力在感應加熱時釋放引起的變形和感應淬火過程自身引起的變形。轉盤軸承套圈的鍛件一般會經過調質熱處理,調質后的組織和組織的均勻性會在感應淬火時對套圈的變形產生重大影響。本文僅從感應淬火過程自身分析淬火引起套圈變形的原因和過程,制定相應的工藝改進措施和方法。
由掃描感應淬火的工藝過程可知,整個工件的淬火過程不是同時進行的,而是沿工件圓周方向依次完成的,因此:
3.1 感應淬火時,由于套圈加熱的時間不一致,套圈周向并不是同時均勻受熱的,周向的溫度相差很大,感應加熱區域最高,冷卻區域(完成淬火)次之,未淬火的區域最低。同時,隨著淬火過程的進行,完成淬火的區域逐漸增大,套圈整體溫度逐步升高,已完成淬火的區域和待淬火的區域套圈溫度差加大,造成套圈在淬火過程不均勻膨脹和變形程度加大,進而引起淬火中和淬火后的套圈變形。
3.2 感應淬火時,圓周方向上組織的轉變過程存在時間差,最先進行淬火的部位最先完成組織轉變,組織應力最先進行釋放,以達到相對穩定的組織形態。隨著時間延長,最初的淬火區域較剛加熱和冷卻的區域組織轉變最為充分,組織穩定性更好,而后續淬火部位會依次完成這個過程,這就造成了組織轉變時間上的不一致和組織應力釋放時間上的不一致,引起應力變形。特別是對于薄壁型產品,會產生巨大淬火應力變形。
3.3 淬火后硬化層組織分布的均勻性,決定淬火后的組織應力是否均勻,會對淬火后套圈的變形產生很大影響。在淬火過程中,套圈熱膨脹會使感應器與工件加熱部位的耦合間隙發生變化。如果跟蹤系統不能實時進行補償,會造成淬火區域溫度的變化,進而造成周向硬化層分布不均勻和實際得到的淬火組織存在較大的差異,引起周向較大的組織應力差,造成套圈變形。
4 套模具淬火的工藝方案
根據套圈感應淬火過程中的變形原因和過程,針對產品特性和工藝特性,制定了套模具淬火的工藝方法,目的是控制或減小:
a 超薄型大齒圈的小模數齒沿周向掃描感應淬火引起的橢圓變形和端面翹曲;
b 軸向截面結構非對稱產品單齒感應淬火引起的橢圓變形和齒向偏差;
c 滾道感應淬火引起的橢圓變形和端面翹曲。
主要工藝改進方案如下:
4.1 在感應電流透入加熱深度滿足的情況下,盡可能采用更高的淬火頻率,同時提高加熱功率和淬火速度,縮短感應加熱區達到淬火溫度的加熱時間,減少工件的整體淬火時間和熱量向非淬火區域的傳遞,使工件感應加熱熱量盡量集中,以減少工件受熱膨脹量。同時縮短了起始淬火與結束淬火的時間間隔,減小了工件熱變形及組織轉變時間差異造成的工件變形。
4.2 淬火時對工件套裝模具,如圖 3 所示為套裝模具的圓周掃描齒感應淬火,圖 4 為套裝模具的單齒掃描感應淬火。根據淬火中感應器位置和補償數據顯示,圖 3 工件淬火時感應器徑向自動補償量由 3.5 mm 減少至 0.8 mm;圖 4 工件淬火時感應器位置徑向位置偏差由 2 mm 減小至0.5mm。證明在淬火過程中,模具不但會吸收工件多余的熱量、減小膨脹,同時設計使用的模具會很好地限制工件加熱部位的局部熱膨脹和整體熱膨脹,使工件在淬火過程中仍能保持很好的圓度,非常地有利于淬火質量控制和硬化層的分布。

圖3 薄壁型內齒沿周向掃描感應淬火
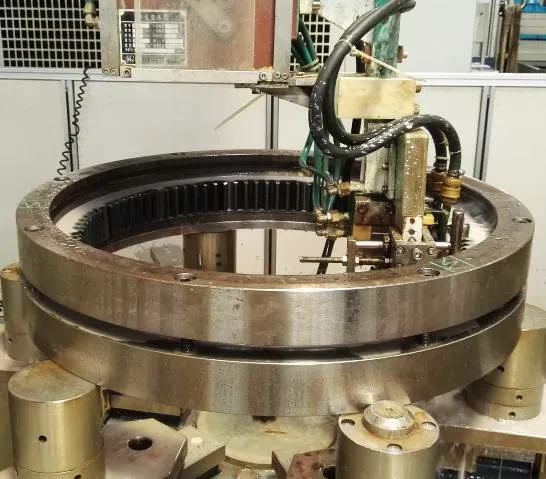
圖4 內齒單齒掃描感應淬火圖
4.3 工件完成淬火后,使用淬火液對工件和模具進行冷卻,冷卻至室溫后拆除模具。這時工件各部位的淬火組織已基本完成了轉變,應力得到絕大部分的釋放,套圈形態基本固定,經回火后再次釋放應力,淬火組織達到穩定態。
4.4 改進前后的工藝路線對比
原有工藝過程:
車成型→感應淬火(淬火速度 180 mm/min,功率 36 kW,耦合間隙 2~2.5 mm)→淬火后自然冷卻→去應力回火
改進的工藝過程:
車成型→套裝模具→感應淬火(淬火速度 210 mm/min,功率 38 kW,耦合間隙 1~1.5 mm)→淬火后繼續用淬火液冷卻至室溫→拆除模具→去應力回火
5 工藝驗證和改善效果對比
為驗證套模具淬火工藝方案的改進效果,對兩種不同特性的產品按照 4.4 兩種工藝過程進行工藝試驗對比。為排除材料性能差異對試驗結果的影響,每個部件的產品工藝試驗零件均滿足原材料為同一批次,調質爐號為同一爐號,材料牌號:50Mn+調質。
表1、表 2 分別為兩種產品的外圈和內圈各10 件,采用不同熱處理工藝的試驗產品檢測數據,其中表 1 為超薄類型的轉盤軸承,表 2 為工程機械轉盤軸承。

表1 超薄產品改進前后的滾道及齒熱處理變形比對 mm
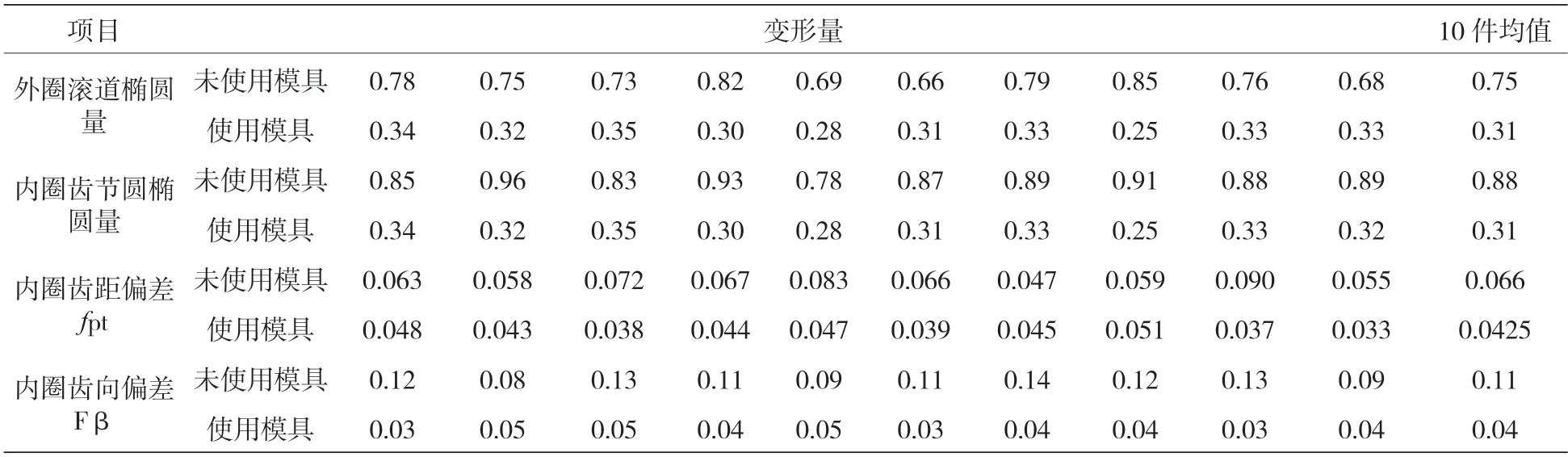
表2 工程機械產品改進前后的滾道及齒熱處理變形比對 mm
通過對兩種工藝方法的測量數據對比可知:
5.1 改進后的工藝方法可以有效地改善感應淬火過程自身引起的工件橢圓變形,同時對于超薄型產品也可以很好地控制端面彎曲度。
5.2 改進后的工藝方法可以有效地控制齒輪淬火后的變形,提高淬火后齒輪的精度,特別是對于軸向不對稱類型的齒輪,可以很好地控制淬火引起的齒向偏差。
6 總結
6.1 使用改進后的工藝方法對滾道進行感應淬火,可以有效地改善工件淬火后的變形。
6.2 使用改進后的工藝方法對齒輪進行感應淬火,可以有效地改善齒輪淬火后的變形,并提高了齒距和齒向的精度。
6.3 由于加裝淬火模具和工件在機冷卻需要額外的時間,會增加工件之間的加工時間間隔,但由于工件變形的改善,會極大地提高后續的制造效率,這些增加的時間和成本基本可以忽略。
6.4 根據經驗,鍛件的調質熱處理會對感應淬火和機加工變形產生重要的影響,因此,調質熱處理的組織級別和組織均勻性必須進行嚴格的控制。
6.5 需要注意的是,感應加熱升溫速度不能過快,否則即使達到了淬火溫度,淬火后也將得到加熱不足的淬火組織。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03