管座角焊縫相控陣超聲檢測(cè)工藝研究
2022-07-23 05:14:36顧祁超
電站輔機(jī) 2022年1期
顧祁超
(上海電氣電站設(shè)備有限公司電站輔機(jī)廠,上海 200090)
0 概 述
管座角焊縫是承壓設(shè)備上常見(jiàn)結(jié)構(gòu),由于其結(jié)構(gòu)和受力情況復(fù)雜,易在焊接過(guò)程中產(chǎn)生夾渣、未熔合、未焊透等缺陷,造成應(yīng)力集中并在運(yùn)行階段產(chǎn)生疲勞裂紋,所以在制造階段和在役檢查階段對(duì)焊縫表面和內(nèi)部的缺陷進(jìn)行有效檢出對(duì)設(shè)備安全高效運(yùn)行至關(guān)重要。管座角焊縫分為插入式和安放式兩類(lèi),其中插入式管座角焊縫在各類(lèi)熱交換器設(shè)備中應(yīng)用廣泛,高壓加熱器上水室球型封頭和進(jìn)出水管角焊縫、殼體與蒸汽接管角焊縫是典型的插入式管座角焊縫。
由于射線檢測(cè)受到插入式管座角焊縫的幾何結(jié)構(gòu)和現(xiàn)場(chǎng)工況限制,不利于坡口未熔合和裂紋的檢出,目前插入式管座角焊縫的體積性檢測(cè)主要以超聲檢測(cè)為主。管座角焊縫的手工超聲檢測(cè)中結(jié)構(gòu)回波和變形波的辨別和缺陷定位的修正要求檢測(cè)人員具備極高的技能水平,同時(shí)由于結(jié)構(gòu)原因限制了超聲有效檢測(cè)范圍,導(dǎo)致缺陷檢出率無(wú)法得到保障,對(duì)缺陷的定位誤差還可能導(dǎo)致額外的返修。
相控陣超聲檢測(cè)相比傳統(tǒng)手工超聲具有圖像可視化的優(yōu)勢(shì),相比手工超聲檢測(cè)結(jié)果更加直觀,且自動(dòng)化程度高,可提高缺陷檢出率。管座角焊縫相控陣掃查過(guò)程中,由于檢測(cè)面存在曲率,聲束入射點(diǎn)和實(shí)際入射角度不斷變化,而目前多數(shù)相控陣設(shè)備僅支持平板對(duì)接焊縫等簡(jiǎn)單結(jié)構(gòu)的預(yù)設(shè)建模,對(duì)超聲聲束的實(shí)際覆蓋范圍不具備代表性,且無(wú)法實(shí)時(shí)地根據(jù)探頭所在位置對(duì)圖像或聲束進(jìn)行修正,因此仍有可能導(dǎo)致缺陷漏檢、錯(cuò)檢和定位誤差。
本文在優(yōu)化了管座角焊縫的結(jié)構(gòu)建模方法基礎(chǔ)上,根據(jù)聲場(chǎng)仿真和模擬試塊檢測(cè)結(jié)果,進(jìn)行了相控陣檢測(cè)工藝的改進(jìn),提高了管座角焊縫的檢測(cè)可靠性。
1 管座角焊縫的圖形修正
以換熱器球型封頭與出水管角焊縫為例,考慮到在役檢查時(shí)相控陣探頭可達(dá)性因素,僅在封頭外表面對(duì)焊縫進(jìn)行單面單側(cè)的縱向垂直掃查。探頭繞接管做周向運(yùn)動(dòng)過(guò)程中,探頭于焊縫相對(duì)位置是不變的,此時(shí)僅需要考慮不同探頭前端距下,探頭與焊縫的相對(duì)位置及建模情況。
由于檢測(cè)面為曲面,隨著探頭前端距即探頭前沿至接管外壁距離增加,聲束入射點(diǎn)隨球面輪廓移動(dòng),同時(shí)探頭傾斜角度增加。以聲束出射點(diǎn)為圓心將焊縫旋轉(zhuǎn)至一定探頭前端距下,對(duì)應(yīng)的探頭傾斜角度即可得到一次波檢測(cè)修正后的圖像建模,探頭前端距L1與探頭傾斜角β關(guān)系可表示為β=sin-1((D+L1)/R) (其中D為接管外半徑,R為檢測(cè)面外半徑)。
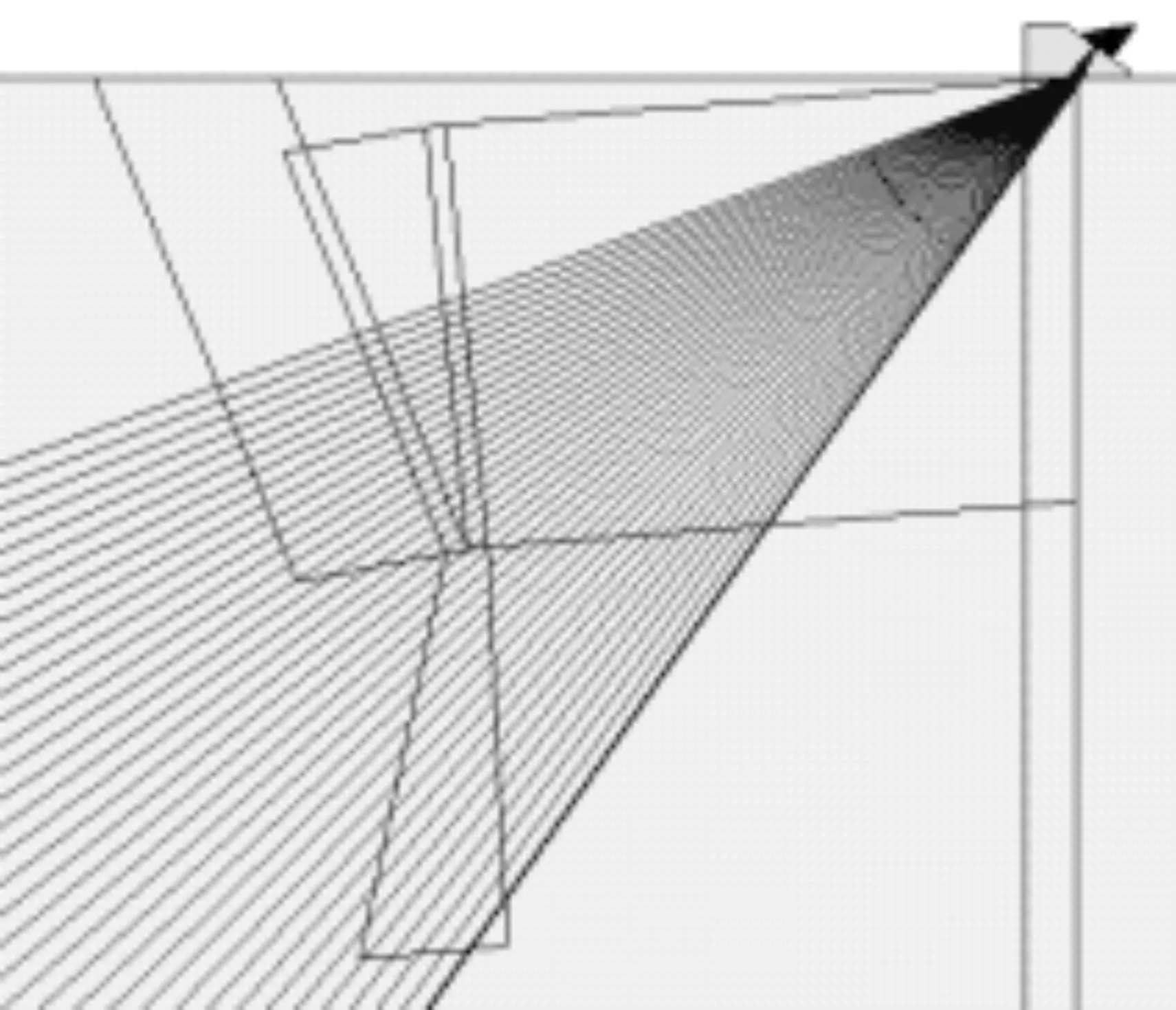
二次波經(jīng)封頭內(nèi)表面反射后,由于每個(gè)角度的聲束的反射面為曲面上不同點(diǎn)的切面,反射后的聲束角度與入射角度存在差異,使得實(shí)際二次波的焊縫與一次波存在差異。取多個(gè)角度聲束二次波與焊縫熱影響區(qū)的焦點(diǎn)沿反射面鏡像翻折,連接各點(diǎn)得到實(shí)際焊縫二次波焊縫輪廓如圖1所示。為簡(jiǎn)化建模過(guò)程,可將一次波焊縫輪廓沿接管側(cè)熱影響區(qū)邊界相交的聲束反射面鏡像翻折,與實(shí)際二次波輪廓基本重合。
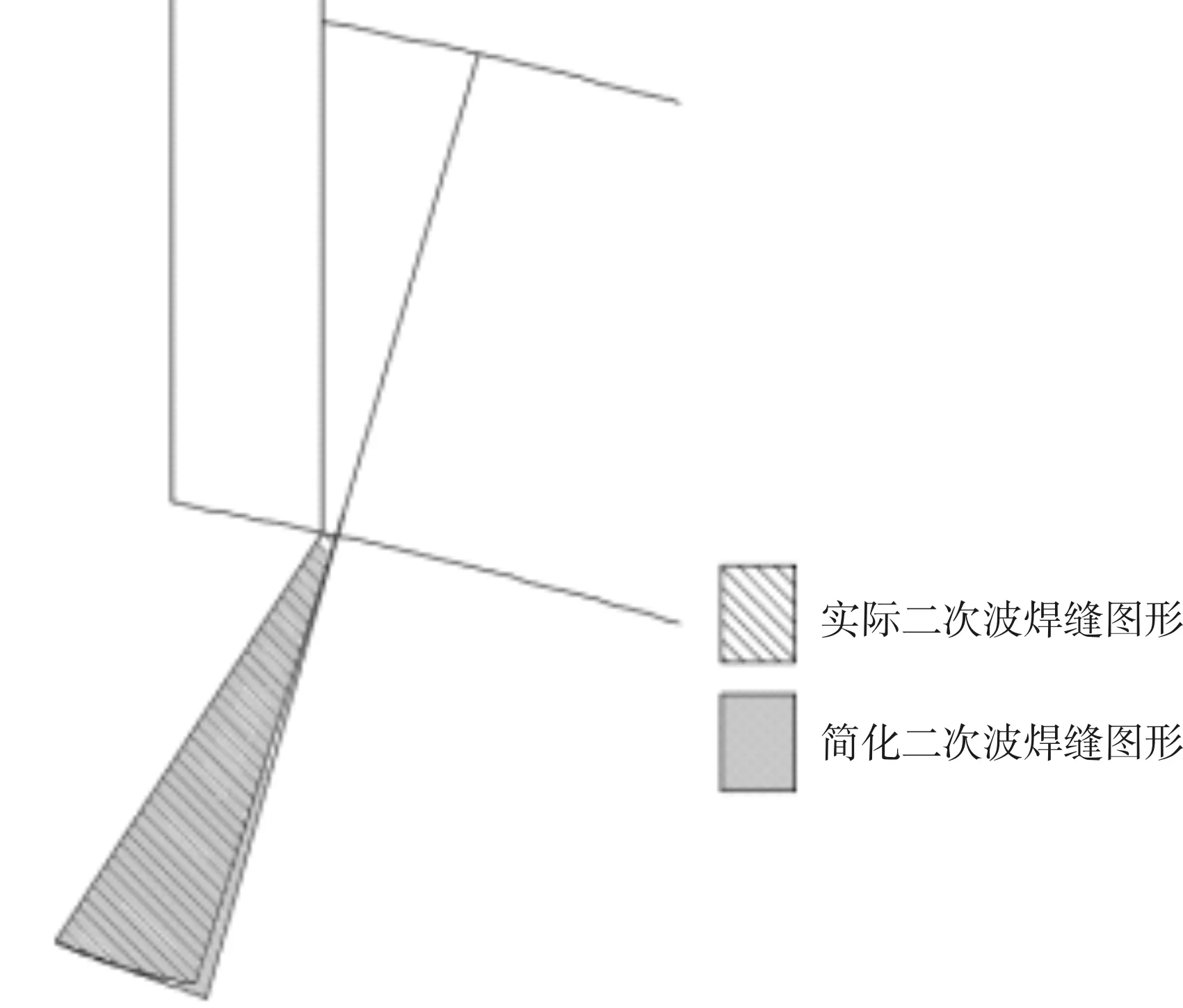
圖1 二次波焊縫圖形
球形封頭與接管角焊縫的檢測(cè)可視為殼體與接管直插式管座角焊縫在90°位置的特例, 0°位置可視為平板與接管焊縫,在0°~90°范圍內(nèi)檢測(cè)面類(lèi)似橢圓形封頭與接管焊縫的檢測(cè)情況。
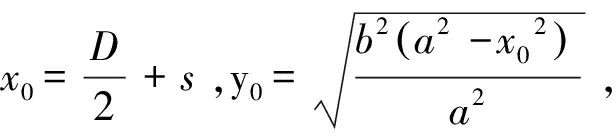
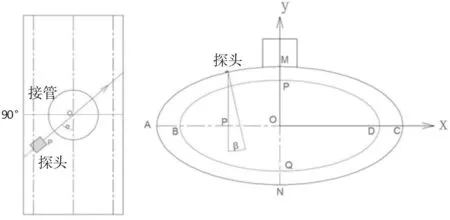
圖2 步進(jìn)角度為α°時(shí)等效檢測(cè)面示意圖
2 相控陣檢測(cè)工藝

為覆蓋焊縫上表面檢測(cè)區(qū)域,探頭前端距和扇掃角度范圍的選擇需考慮二次波對(duì)上表面的覆蓋情況,此時(shí)扇掃小角度二次波聲束與上表面交點(diǎn)應(yīng)在熱影響區(qū)右側(cè)。0°和90°位置聲束覆蓋情況由于曲率存在差異。某換熱器殼體規(guī)格為?2 000×100 mm,接管規(guī)格為?360×30 mm,外表面焊縫寬度30 mm,此時(shí)采用35°~70°扇掃,步進(jìn)角度0°位置,聲束出射點(diǎn)應(yīng)距接管175 mm。90°位置處,經(jīng)凸面反射的二次波反射角θ’與一次波出射角θ不同,兩者可通過(guò)余弦定理?yè)Q算,由于底面反射角θ'為一次波出射角θ和半圓心角γ之和,底面反射角θ'必然大于一次波出射角θ,此時(shí)為覆蓋上表面被檢區(qū)域,聲束出射點(diǎn)應(yīng)距接管188 mm,圖3為90°位置聲束出射點(diǎn)分別為175 mm和188 mm的聲束覆蓋情況,其中前者在焊縫上表面近探頭側(cè)區(qū)域聲束覆蓋不足。所以為兼顧掃查效率,初次掃查以90°位置為基準(zhǔn)計(jì)算探頭前端距為宜。
(a)聲束出射點(diǎn)分別為175 mm
以上案例中聲束出射點(diǎn)為188 mm時(shí),0°處檢測(cè)區(qū)域?qū)?yīng)的有效檢測(cè)角度范圍為37.2°~62.5°,90°處有效檢測(cè)角度范圍為35°~54.5°,經(jīng)底面反射后二次波有效檢測(cè)角度范圍為39.6°~64.5°。扇掃下偏轉(zhuǎn)角增加時(shí),90°位置聲束出射點(diǎn)后移,導(dǎo)致0°位置有效檢測(cè)角度范圍進(jìn)一步減小,使角度分辨力降低。由于底面反射波小于33.2°時(shí)會(huì)產(chǎn)生反射縱波,可能產(chǎn)生偽缺陷信號(hào),檢測(cè)時(shí)扇掃下偏轉(zhuǎn)角一般不小于33°。
為滿足檢測(cè)區(qū)域的覆蓋要求,扇掃上偏轉(zhuǎn)角一次波聲束與焊縫下表面交點(diǎn)應(yīng)在接管熱影響區(qū)左側(cè),實(shí)際檢測(cè)時(shí)可適當(dāng)增加上偏轉(zhuǎn)角范圍和掃查時(shí)的聲程范圍,得到接管內(nèi)壁和端角結(jié)構(gòu)回波,有利于圖像修正和定位。
3 模擬實(shí)驗(yàn)
設(shè)計(jì)的模擬試塊為規(guī)格?900×25 mm的筒體與規(guī)格?340×40 mm的接管焊制的直插式管座角焊縫,預(yù)制缺陷信息如表1和圖4所示。采用5L32-0.5*10-D2探頭進(jìn)行35°~70°扇掃檢測(cè),可檢出全部預(yù)制缺陷。
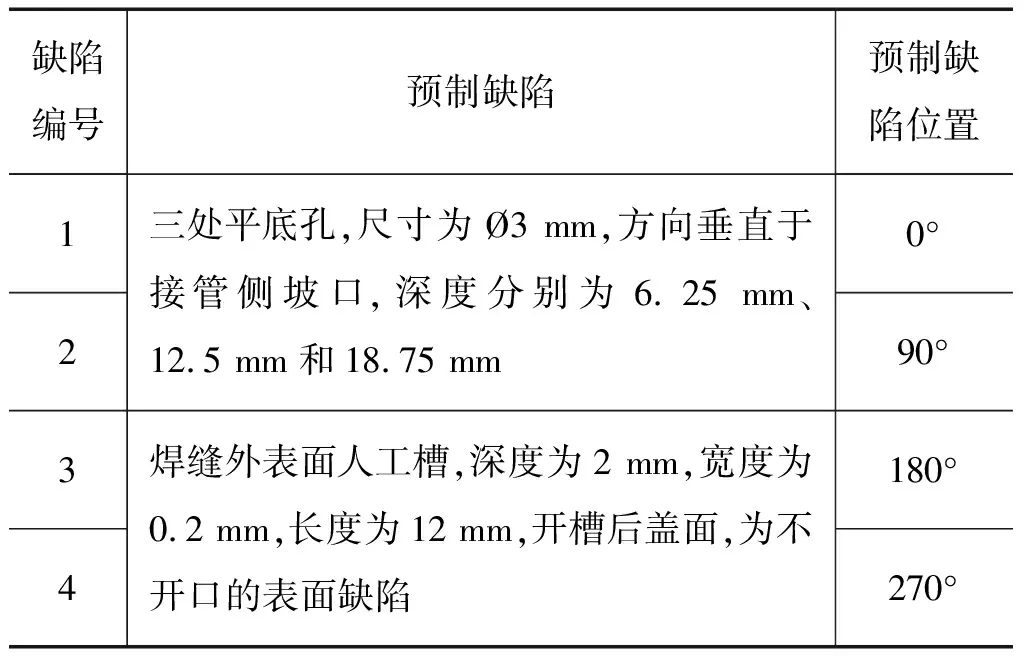
表1 模擬試塊預(yù)制缺陷信息
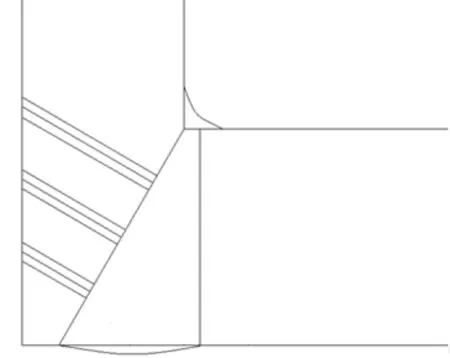
(a)平底孔示意圖
缺陷1和缺陷2檢測(cè)情況如圖5所示。
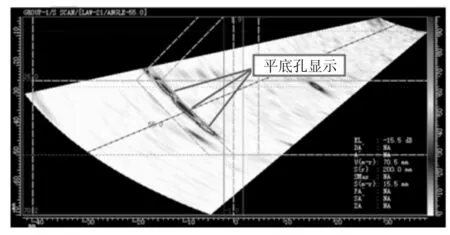
(a)缺陷1(0°位置)
對(duì)比缺陷1和缺陷2的檢測(cè)結(jié)果,檢測(cè)面為平面時(shí),將回波信號(hào)調(diào)節(jié)到80%FSH時(shí)實(shí)際增益為31 dB,而曲率最大處檢測(cè)時(shí),同樣將回波信號(hào)調(diào)節(jié)到80%FSH,此實(shí)際增益為37 dB,為得到坡口處平面缺陷相同的靈敏度,二次波和一次波所需靈敏度差異為6 dB,這是曲面反射和實(shí)際聲束角度改變的結(jié)果,所以實(shí)際采用二次波檢測(cè)時(shí),需考慮曲面反射的影響,適當(dāng)提高靈敏度。對(duì)二次波發(fā)現(xiàn)的缺陷信號(hào),應(yīng)通過(guò)減小探頭前端距或使用表面波,使用一次波進(jìn)行當(dāng)量復(fù)核,一次波缺陷當(dāng)量小于二次波缺陷當(dāng)量時(shí)候可視作非體積型缺陷。如有條件也可采用專用對(duì)比試塊法校準(zhǔn)二次波TCG曲線。
由于二次波經(jīng)曲面反射時(shí)由于底面的透鏡效應(yīng),相鄰角度聲束間距變大,即橫向分辨率增加,使得平面檢測(cè)時(shí)無(wú)法區(qū)分的平底孔信號(hào),在曲面檢測(cè)時(shí)可清晰地區(qū)分信號(hào)。同時(shí)由于相鄰角度聲束間距離增加,扇掃的角度步進(jìn)應(yīng)適當(dāng)增加,一般設(shè)置為0.5°。
0°位置平底孔信號(hào)的-6 dB指示長(zhǎng)度為8 mm,換算為步進(jìn)角度為2.13°,90°處平底孔信號(hào)的-6 dB指示長(zhǎng)度為5 mm,相當(dāng)于步進(jìn)角度1.33°,即平面上當(dāng)入射角度與缺陷主平面傾斜1°時(shí),缺陷波高降低一半,曲面上傾斜0.6°,缺陷波高降低一半。實(shí)際檢測(cè)時(shí),保證聲束與焊縫垂直,即探頭中心指向接管圓心,有利于裂紋、未熔合等平面缺陷檢出(縱向缺陷一半沿焊縫長(zhǎng)度方向延伸)。手工鋸齒形掃查或線形掃查難以保證探頭指向性,采用自動(dòng)掃查裝置可獲得穩(wěn)定的探頭前端距和指向性。
缺陷3和缺陷4檢測(cè)情況如圖6所示。0°和90°位置上表面人工槽均可檢出。此時(shí)人工槽所在位置與扇掃中的焊縫模型位置是對(duì)應(yīng)的,但通過(guò)指針和波門(mén)測(cè)量得到結(jié)果與實(shí)際不符,這與手工超聲檢測(cè)該類(lèi)焊縫時(shí)產(chǎn)生定位誤差和缺陷錯(cuò)判、漏檢的原因是一致的,有必要對(duì)缺陷進(jìn)行定位修正。
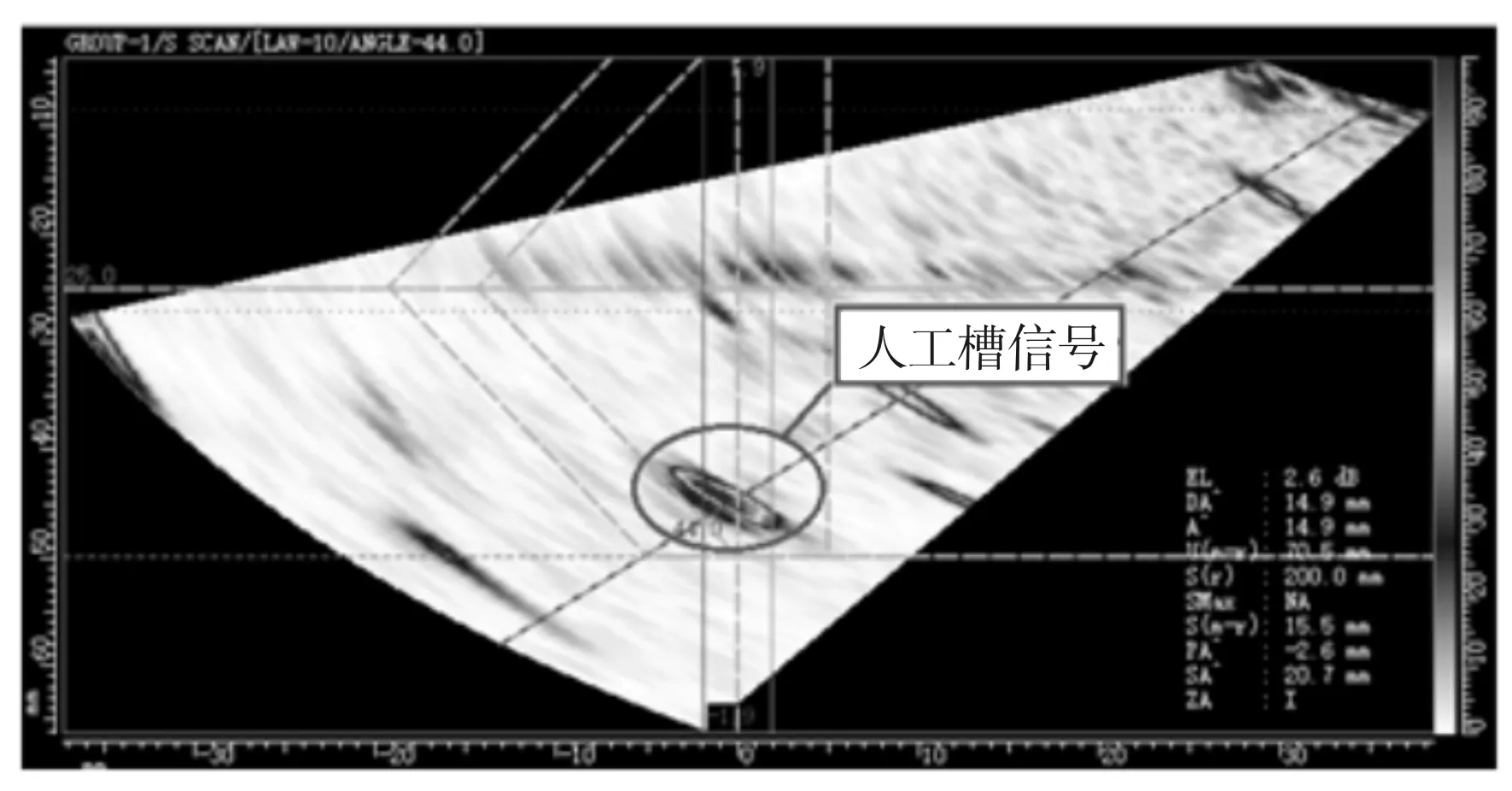
(a)缺陷3(180°位置)
一次波缺陷定位修正可參照管道縱縫檢測(cè)進(jìn)行[1],二次波發(fā)現(xiàn)的缺陷如圖7所示,實(shí)際深度h和前沿弧長(zhǎng)L可通過(guò)余弦定理推導(dǎo)得到公式:

圖7 二次波缺陷定位修正
缺陷3和缺陷4定位定量信息如表2,經(jīng)定位修正后,缺陷4的深度與實(shí)際更為接近:
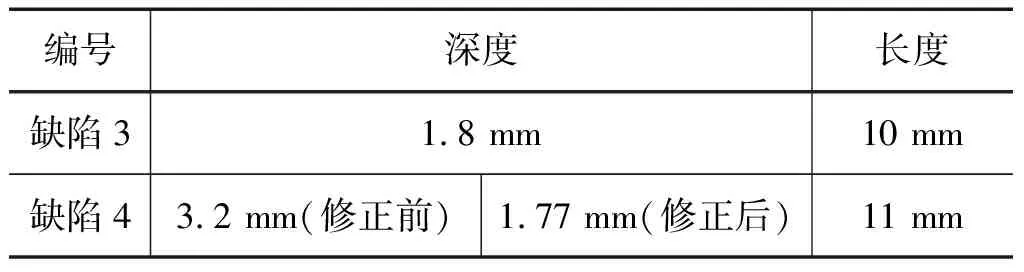
表2 缺陷定量信息
4 現(xiàn)場(chǎng)案例
對(duì)某換熱器殼體管座進(jìn)行相控陣檢測(cè),在焊縫寬度中間位置發(fā)現(xiàn)缺陷,如圖8(a)所示,設(shè)備顯示缺陷深度55.7 mm,此時(shí)接管內(nèi)壁結(jié)構(gòu)回波信號(hào)投影輪廓呈一定角度,表明此時(shí)探頭步進(jìn)角度不為0°,根據(jù)此時(shí)掃查長(zhǎng)度計(jì)算探頭位置,進(jìn)行相應(yīng)圖形建模,修正重構(gòu)后的接管內(nèi)壁輪廓與結(jié)構(gòu)回波吻合,如圖8(b)所示,此時(shí)顯示缺陷位于接管側(cè)熔合線位置,根據(jù)定位修正公式,實(shí)際缺陷深度為48.6 mm,與實(shí)際發(fā)現(xiàn)缺陷位置基本一致。

(a)修正前
另一換熱器殼體進(jìn)行管座焊縫檢測(cè)時(shí),在修正重構(gòu)后的焊縫下表面近探頭側(cè)發(fā)現(xiàn)缺陷,接管壁厚80 mm,缺陷距接管外壁40 mm,在焊縫內(nèi)表面進(jìn)行磁粉檢測(cè),在對(duì)應(yīng)部位發(fā)現(xiàn)表面開(kāi)口裂紋,如圖9所示。
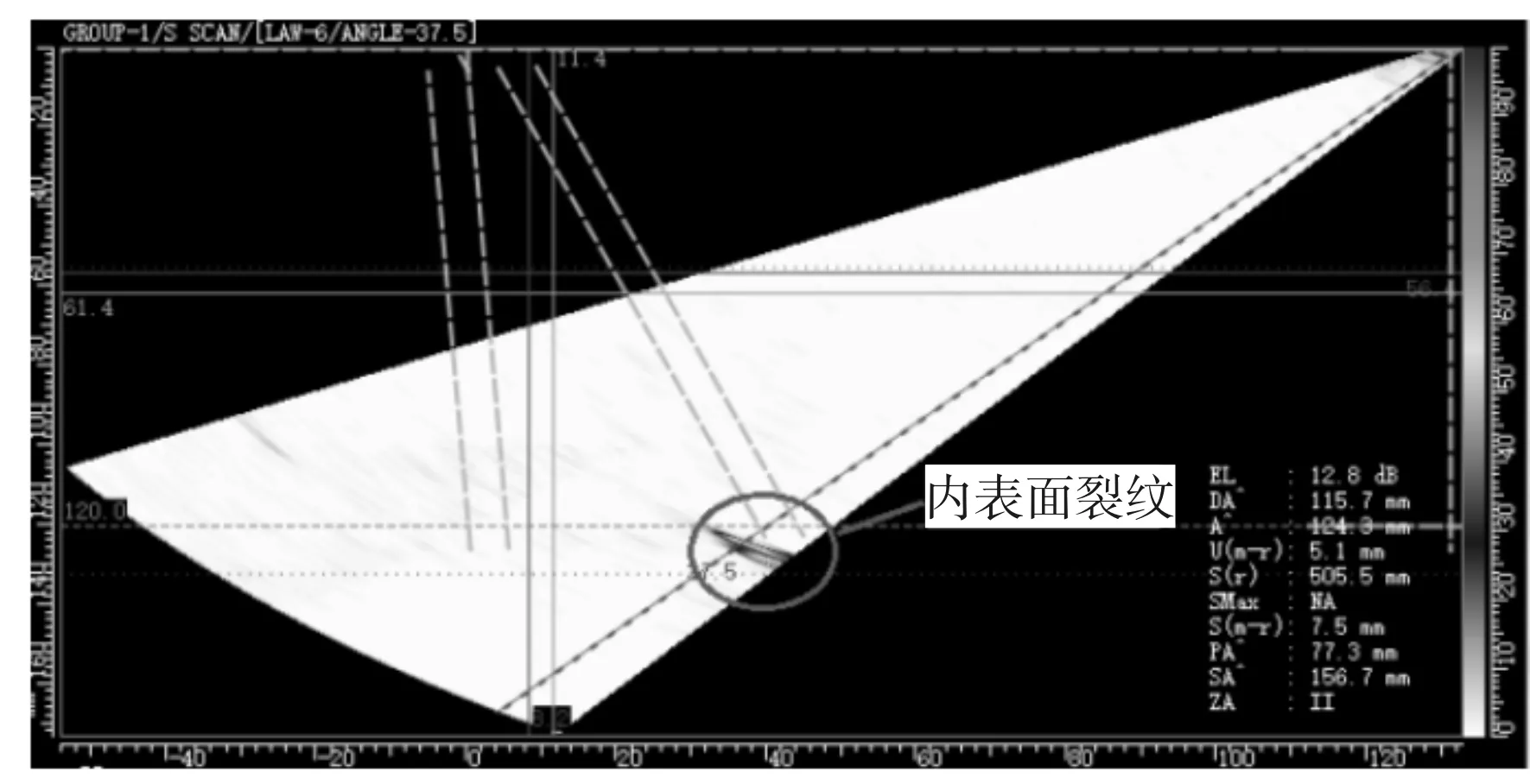
圖9 管座角焊縫表面裂紋檢測(cè)示意圖
5 結(jié) 論
依靠對(duì)管座角焊縫的圖像修正和模擬實(shí)驗(yàn),優(yōu)化了探頭前端距、扇掃角度范圍、角度分辨率等工藝參數(shù),經(jīng)實(shí)際產(chǎn)品檢測(cè)結(jié)果證明,可有效檢出管座角焊縫內(nèi)部缺陷,識(shí)別結(jié)構(gòu)反射信號(hào),進(jìn)行缺陷位置修正提高定位精度,保證了承壓設(shè)備的管座角焊縫的焊接質(zhì)量和設(shè)備的安全運(yùn)行。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13