薄壁多孔塑件注塑成型和注射壓縮成型對比分析
2022-07-24 09:27:58黃永程
裝備制造技術(shù) 2022年4期
黃永程
(廣東理工學(xué)院,廣東 肇慶 526100)
0 引言
采用傳統(tǒng)加工方法很難得到高質(zhì)量的薄壁塑件,為此諸多研究者對注塑成型工藝進(jìn)行了大量的數(shù)值模擬和實驗對比分析。例如,李六月等[1]采用正交試驗分析了影響汽車頂棚塑件翹曲變形的因素。結(jié)果表明,影響汽車頂棚塑件的因素依次為:澆口數(shù)量>熔體溫度>保壓壓力時間>保壓壓力時,澆口數(shù)量對翹曲變形影響最大,保壓壓力影響最小。張建鵬等[2]以薄壁雙色鼠標(biāo)殼為例,采用DOE實驗,以模具溫度、熔體溫度、保壓壓力、速度/壓力切換作為影響重疊注塑的因子,以翹曲變形和體積收縮率為指標(biāo)進(jìn)行模擬分析。結(jié)果表明,工藝參數(shù)的優(yōu)化組合可以減少薄壁雙色塑件的體積收縮和翹曲變形。此外,為了提高薄壁塑件的質(zhì)量,還可以采用注射壓縮成型等特殊成型方法。注射壓縮成型是注射成型和壓縮成型的組合成型技術(shù),即將塑料熔體注射到稍微打開的模具中。大量研究表明,注射壓縮成型比傳統(tǒng)的注射成型具有很大的優(yōu)勢。例如,J Y Ho等[3]采用有限元方法對厚度為1.5 mm、半徑為70 mm的圓盤注塑壓縮成型進(jìn)行了模擬和試驗,并對模擬和試驗數(shù)據(jù)進(jìn)行了對比分析。研究發(fā)現(xiàn),與注塑成型相比,注塑壓縮成型具有更低的剪切速率和更均勻的剪切應(yīng)力分布。本研究對薄壁多孔塑件的注塑成型和注射壓縮成型進(jìn)行對比分析,為薄壁多孔塑件的加工具有一定的指導(dǎo)意義。
1 薄壁多孔塑件前處理
1.1 模型建立
所謂薄壁塑件是指成型的塑件壁厚小于1 mm(或1.5 mm),或t/d(塑件厚度t,塑件直徑d,對于圓盤形塑件)低于0.05的注塑件。本研究以空調(diào)擋風(fēng)玻璃外殼為分析模型,如圖1所示,尺寸為800 mm×160 mm×1.5 mm,圓孔尺寸為?10 mm,為典型的薄壁多孔塑料零件[4]。
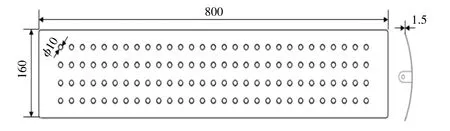
圖1 空調(diào)擋風(fēng)板
在Solidworks中建立該三維模型,然后導(dǎo)入Moldflow CAD Doctor進(jìn)行檢查修復(fù),經(jīng)過檢查有495個面丟失需要修復(fù)。將修復(fù)后的模型導(dǎo)入Moldflow進(jìn)行3D網(wǎng)格劃分。3D網(wǎng)格分析更接近實際流動分析。網(wǎng)格邊長一般為產(chǎn)品最小壁厚的1.5~2倍,基本可以保證分析的準(zhǔn)確性。網(wǎng)格越小,分析精度越高。最后,使用邊長為2.25 mm的較小全局網(wǎng)格將模型劃分為3D網(wǎng)格并修復(fù)網(wǎng)格缺陷[5]。
1.2 設(shè)置成型工藝、表面屬性和材料選取
成型工藝分別設(shè)定為熱塑性塑注射成型和熱塑性塑料注射壓縮成型,將883349個四面體定義為壓縮單元。目前薄壁注塑成型常用的原材料有:PC、ABS、PC/ABS共混物和PA6等。考慮到空調(diào)擋風(fēng)板的機械強度、質(zhì)量和光澤度,選用工程材料ABS(苯乙烯-丁二烯-丙烯腈),具有高度高、尺寸穩(wěn)定、易于成型加工等優(yōu)點[5]。本實驗采用美國INEOS牌號為Lustran ABS 1146材料,該材料庫推薦工藝參數(shù)是模具表面溫度80℃,熔體溫度260℃。
1.3 澆注系統(tǒng)和冷卻系統(tǒng)設(shè)計
空調(diào)擋風(fēng)塑料件更薄,面積更大,圓孔多。一模一腔五澆口進(jìn)料。為了獲得最佳澆口位置,采用Moldflow軟件的高級澆口定位器作為澆口定位算法,得到5個澆口匹配分析圖[6],得出藍(lán)色區(qū)域為最佳澆口位置,澆口位置為N107539、N108060、N106000、N103028、N104863。為不影響塑件外觀,采用點澆口進(jìn)澆。為了減少壓力損失,主流道的長度應(yīng)盡可能短,一般取L≤60 mm,ABS主流道直徑尺寸一般取4.7 mm~9.5 mm。
主流道的始端直徑計算:

主流道的末端直徑的計算:

式中,L為主流道的長度。主流道長度為50 mm,噴嘴直徑為5 mm,根據(jù)式(1)(2)計算得到主流道始端直徑6 mm,末端直徑8 mm。具體的澆注系統(tǒng)參數(shù)見表1[4]。

表1 澆注系統(tǒng)參數(shù)
為了使塑件得到均衡的冷卻,冷卻介質(zhì)為1#純水,入水口水溫為50℃,入口雷諾系數(shù)為10000,具體冷卻系統(tǒng)參數(shù)見表2。

表2 冷卻系統(tǒng)參數(shù)
整個澆注系統(tǒng)和冷卻系統(tǒng)如圖2所示。

圖2 澆注系統(tǒng)和冷卻系統(tǒng)
2 工藝分析
通過Moldflow對空調(diào)擋風(fēng)模型進(jìn)行模流分析,實驗表明:在成型過程中可以實現(xiàn)充型平衡和均勻冷卻,進(jìn)一步驗證了所設(shè)計的澆注系統(tǒng)和冷卻系統(tǒng)的合理性。成型條件根據(jù)材質(zhì)自動匹配,均為默認(rèn)值。分別把成型工藝設(shè)置為熱塑性注塑成型和熱塑性注射壓縮成型工藝,并把分析序列設(shè)置為冷卻+填充+保壓+翹曲。
2.1 充填的時間
填充時間顯示腔內(nèi)流體的填充狀態(tài),每種顏色代表腔內(nèi)同時填充的部分。短射的部分是由透明表示。如圖3所示,注塑時間為8.053 s,有短射現(xiàn)象,注射壓縮成型時間為2.680 s,無短射現(xiàn)象。

圖3 充填時間
2.2 平均體積收縮率
平均體積收縮率是產(chǎn)品在保壓和冷卻過程中收縮率的變化,表示各單元相對于自身原始體積的收縮率。平均體積收縮率必須均勻分布在整個塑件上,以減少翹曲變形。圖4為注塑成型和注射壓縮成型的平均體積收縮模流分析結(jié)果。從圖4可以看出,注射壓縮成型的平均體積收縮率變化不大,而注塑成型的平均體積收縮率變化較大。
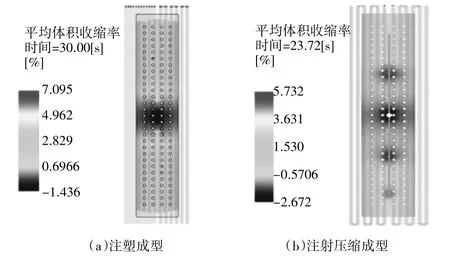
圖4 平均體積收縮率
2.3 熔接線
當(dāng)兩種聚合物熔體的流動前沿匯合在一起,或者當(dāng)一個流動前沿分開然后連接在一起時,就會產(chǎn)生熔接線。熔接線是塑件的常見缺陷,它的存在不僅影響產(chǎn)品的外觀質(zhì)量,而且對產(chǎn)品的機械強度也有很大的影響。從圖5中可以看出,注塑成型產(chǎn)生的熔接線明顯多于注射壓縮成型。

圖5 熔接線
2.4 翹曲變形
翹曲變形是塑件常見的加工缺陷之一,是指塑件的形狀與模具型腔的形狀有偏差。對于薄壁多孔塑件,更容易發(fā)生翹曲變形,翹曲變形會嚴(yán)重影響性能和外觀。從圖6可以看出,注塑成型的最大翹曲變形為6.459 mm,注射壓縮成型的最大變形為2.138 mm。注射壓縮成型引起的翹曲變形明顯小于注塑成型。

圖6 翹曲變形
3 結(jié)論
綜上分析,得出以下結(jié)論:
(1)注射壓縮成型的填充時間為2.680 s,而注塑成型充填時間為8.053 s,注射壓縮成型比注塑成型填充時間少66.7%,大大提高了加工效率,注塑成型時出現(xiàn)短射現(xiàn)象。
(2)注射壓縮成型的平均體積收縮率為5.732%,而注塑成型平均體積收縮率為7.095%,注射壓縮成型比注塑成型平均體積收縮率少19.2。
(3)注射壓縮成型的翹曲變形為2.138,而注塑成型翹曲變形為6.459,注射壓縮成型比注塑成型翹曲變形少66.9%。
(4)與注射壓縮成型工藝相比,普通注塑成型的熔接線和各向異性熔接線較多,嚴(yán)重影響塑件質(zhì)量。
猜你喜歡
民用飛機設(shè)計與研究(2020年4期)2021-01-21 09:15:02
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
