基于角度誤差的縫翼隨動加載技術改進方法
2022-07-24 06:06:46毛爽劉振宇張永興郭永躍
科學技術與工程 2022年18期
關鍵詞:設計
毛爽, 劉振宇, 張永興, 郭永躍
(中國飛機強度研究所 全尺寸飛機結構靜力/疲勞試驗航空科技重點實驗室, 西安 710065)
在飛機結構強度疲勞試驗中,載荷施都會在試驗件運動狀態下進行,尤其對于機翼變形量較大的情況,翼面的載荷大小與加載方向都會按照既定模式進行變化[1]。
目前在活動翼面的疲勞試驗中,多采用合成式、轉軸式和多自由度分離式這三種隨動加載技術。李三元等[2]通過原理和工程案例經行分析,比較了三種隨動加載技術的特點,并對國外的多自由度分離式進行了詳細介紹,對活動翼面隨動加載技術的發展具有重要指導意義。合成式隨動加載技術,采用雙作動筒配合實現載荷隨動加載,如覃湘桂等[3]采用翼面下加載點設計;李小歡等[4]采用翼面上加載點設計,采用位控作動筒控制加載作動筒底座滑動小車,實現了在大形變條件下機翼主翼面的法向載荷隨動加載;張柁等[5]通過位控作動筒控制小車改變鋼絲繩的角度,實現類似襟縫翼的活動翼面載荷隨動加載,并成功應用到擾流板操縱靈活性驗證試驗中。王鑫等[6]同樣采用力控作動筒和位控作動筒撬杠式隨動加載,解決了某型雙垂尾大變形加載干涉的問題。張柁等[7]采用單點雙力控作動筒等效分解力載荷的加載方法,在某飛機副翼操縱檢查試驗中是實現了力載荷大小和方向的同時施加。合成式隨動加載技術工程實現簡單,只需要雙作動筒就可以實現載荷隨動施加。為了更真實地模擬活動翼面運動過程中的真實受載情況,轉軸式隨動加載技術應運而生,杜峰[8]針對活動翼面設計了擺臂式機械隨動機構,通過位控作動筒控制隨動機構轉動,保證了機構轉角與活動翼面轉角同步運動,實現了載荷方向與幅值的分離控制。任鵬等[9]將擺臂式隨動機構整合到某襟縫翼耐久性試驗的功能組合式加載框架中。李宏亮等[10]通過數字輸入輸出通訊實現了隨動機構控制系統與活動翼面驅動系統的同步交互控制,改善了隨動控制精度,并提高了試驗安全保護性能。為了提高機械隨動機構的位移準確控制特性,李宏亮等[11]首次使用電動缸,減小了隨動加載的靜態誤差。轉軸式隨動加載技術,可以實現更精確的同步隨動加載。
基于此,現以某飛機縫翼結構的全尺寸疲勞試驗為研究對象,采用隨動同步加載更易實現的轉軸式隨動控制技術,提出以隨動機構旋轉角度與翼面打開角度之間的角度誤差作為隨動同步控制的精度判據,通過研究隨動機構的幾何數學模型和試驗載荷譜加載類型,獲得位控作動筒位移角度誤差的關系,確定角度誤差的來源,研究隨動機構各參數和載荷譜對角度誤差的影響,提出一種基于角度誤差的縫翼隨動加載技術改進方法,可用于隨動機構設計和載荷譜選擇,對優化隨動加載控制具有重要意義。
1 隨動加載機構模型
該飛機采用5段縫翼結構,翼面統一由伺服電機驅動偏轉,角度傳感器測量翼面打開角度α翼面,實現打開角度閉環控制。該縫翼全尺寸疲勞試驗采用5個擺臂式隨動機構(以下簡稱1#機構、2#機構、3#機構、4#機構、5#機構),位控作動筒驅動隨動機構與縫翼同軸轉動,通過載荷譜給出作動筒位移伸出量L,獲得隨動機構旋轉角度α,α可以使用傾角傳感器或位移換算得到,最終保證載荷施加方向與翼面相對一致,隨動機構結構如圖1所示。
根據隨動機構的幾何數學模型,可以得到隨動機構旋轉角度α與位控作動筒位移L的函數關系為

(1)
式(1)中:
(2)
在縫翼疲勞試驗中,載荷譜中隨動機構位控作動筒位移L是通過縫翼打開角度α翼面按照幾何數學模型理論換算得到,隨動機構控制系統在卡位變換(由L=L卡位1到L=L卡位3)時,采用與翼面驅動的相同變換時間進行位移變化。
以試驗中翼面偏轉角度變化最大的兩個卡位變換為例,5個縫翼隨動機構的各項設計參數如表1所示。
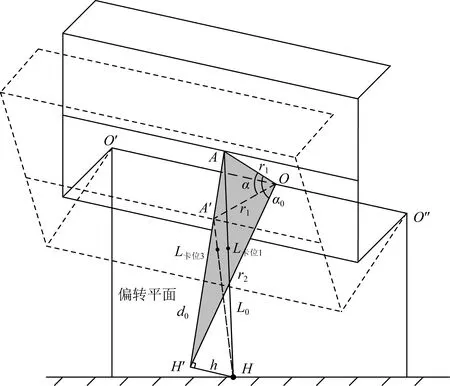
r1為作動筒與隨動機構連接點A到隨動機構轉軸O′O″的距離OA;r2為作動筒轉軸中心點H在偏轉平面內投影到隨動機構轉軸O′O″的距離OH′;α0為隨動機構的初始角度;h為作動筒轉軸中心點H到偏轉平面的距離HH′;L0為作動筒初始長度;L卡位1、L卡位3為打開角度最小和最大時的位移;d0為0°時作動筒轉軸中心點H在偏轉平面內投影到作動筒與隨動機構連接點A的距離AH圖1 隨動機構結構分析圖Fig.1 Structure of follow-up loading device
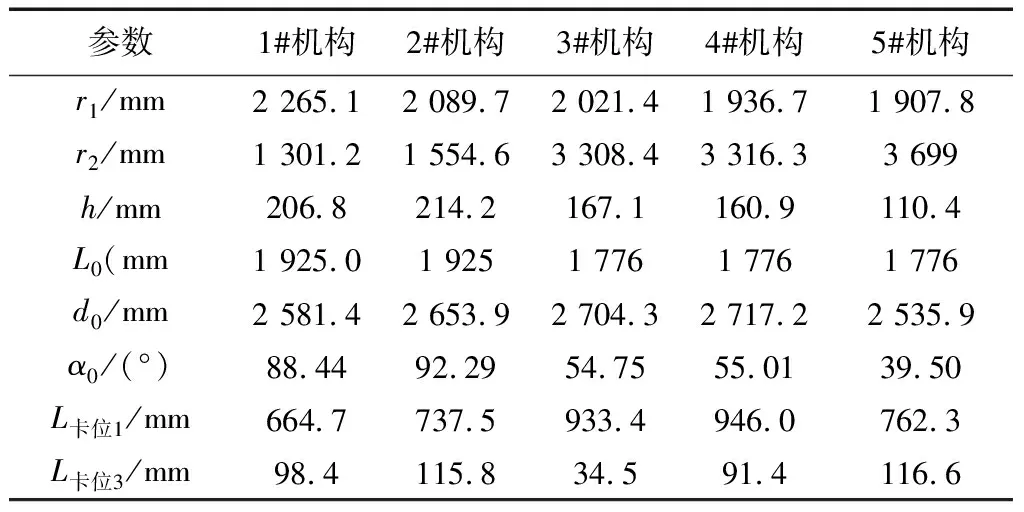
表1 縫翼隨動機構參數表Table 1 Parameters of slat follow-up loading devices
2 角度誤差來源分析
通過比較翼面打開角度α翼面和隨動機構旋轉角度α之間的角度誤差Δα,定義
Δα=α翼面-α
(3)
Δα主要用來衡量隨動加載控制性能Δα越小,證明同步性越好。
由于隨動機構旋轉角度α由位控作動筒位移L決定,因此影響角度誤差的主要來源包括載荷譜、隨動機構數學模型和位控作動筒控制性能。
2.1 載荷譜
根據隨動機構控制系統的載荷譜設計規則,在卡位間變換時,可以采用正弦波或斜波進行曲線擬合,實施位移控制隨動機構,載荷譜波形曲線如圖2所示。
根據表1的參數,通過MATLAB軟件仿真得到5段縫翼隨動機構的位控作動筒位移-旋轉角度的關系如圖3所示。
顯然,根據仿真結果,位移與旋轉角度近似為線性關系。因為翼面驅動角度線性變化,隨動機構應與翼面同步,所以在卡位變換時載荷譜應該采用斜波類型,線性擬合得到的載荷譜加載曲線方程為
α載荷譜=kL+b
(4)
式(4)中:
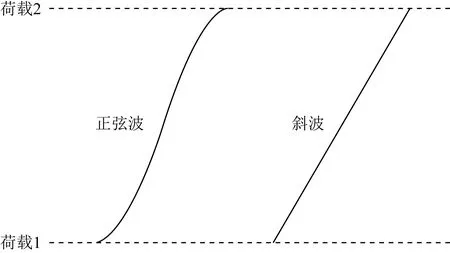
圖2 載荷譜波形曲線Fig.2 Load spectrum waveform curves
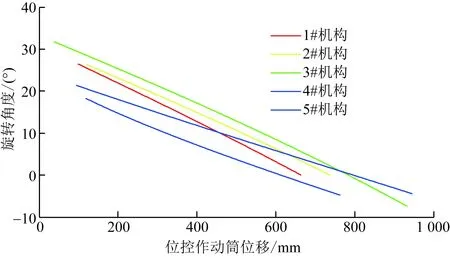
圖3 作動筒位移-旋轉角度的關系Fig.3 Relationship between actuator displacements and rotation angles
2.2 理論設計的角度誤差
由于位移與旋轉角度在載荷譜中假定為線性關系,在幾何數學模型中為非線性關系,除了卡位處,在卡位變換過程中會存在一定的角度誤差,這是線性化設計帶來的角度誤差。
當隨動機構旋轉角度α由α載荷譜替代時,根據式(1)和式(3)可以得到角度誤差Δα:
Δα=α翼面-α載荷譜
(5)
根據表1的參數,通過MATLAB軟件仿真得到5個縫翼隨動機構的位控作動筒位移-角度誤差的關系如圖4所示。
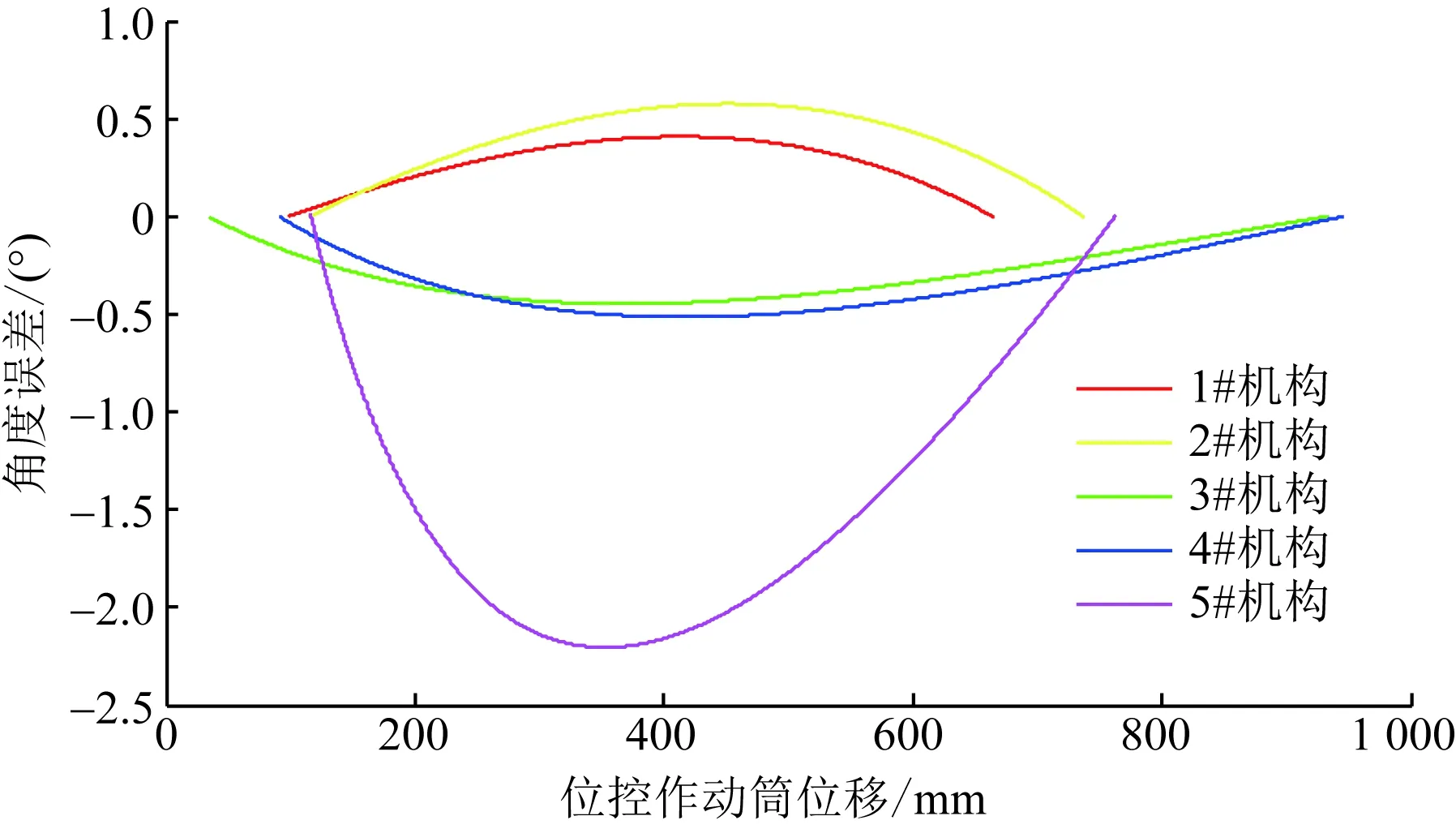
圖4 作動筒位移與角度誤差的關系Fig.4 Relationship between actuator displacements and angle errors
由圖4不難發現,1#~4#機構的角度誤差均不大于1°,滿足試驗對隨動機構的角度控制精度的要求,而5#機構明顯不滿足設計要求。
2.3 角度誤差試驗驗證
在隨動框架控制系統中,通過模擬量輸入通道采集翼面驅動角度信號,通過計算通道得到位控作動筒的位移對應的旋轉角度,比較后獲得5個縫翼隨動機構的角度誤差如圖5所示。
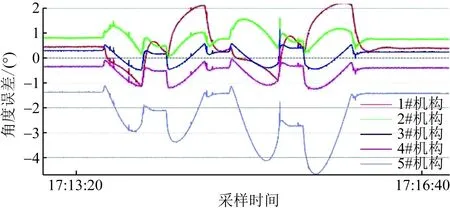
圖5 隨動機構實際角度誤差Fig.5 Actual angle errors of follow-up loading devices
對比圖4和圖5的結果,可以發現:①實際角度誤差明顯大于理論角度誤差,是由于位控作動筒控制性能未達到最優和載荷譜不準確導致的;②1#、2#機構的理論角度誤差為正值, 3#、4#、5#機構為負值,試驗結果也驗證了這個差異是由位控作動筒安裝位置決定;③角度誤差的理論仿真和試驗驗證結果一致,角度誤差在到達卡位后較小,而運動過程中較大。
通過分析可以得到,影響角度誤差的因素主要有載荷譜、位控作動筒控制性能、隨動機構設計和安裝尺寸等。
3 隨動加載技術改進方法研究
針對角度誤差理論分析和試驗驗證結果,進一步分析載荷譜、位控作動筒控制性能、隨動機構設計和安裝尺寸對角度誤差的影響,提出一種基于角度誤差的隨動加載技術改進方法。
3.1 載荷譜修正
在每個隨動機構上安裝傾角傳感器,保證傳感器傾斜軸與機構旋轉軸垂直,可以測量擺臂的傾斜角度,等效為隨動機構旋轉角度,通過系統標定,得到位控作動筒的位移和傾角傳感器角度值的關系如圖6所示,擬合后得到跟準確的載荷譜修正線性關系為
α載荷譜=k′L+b′
(6)
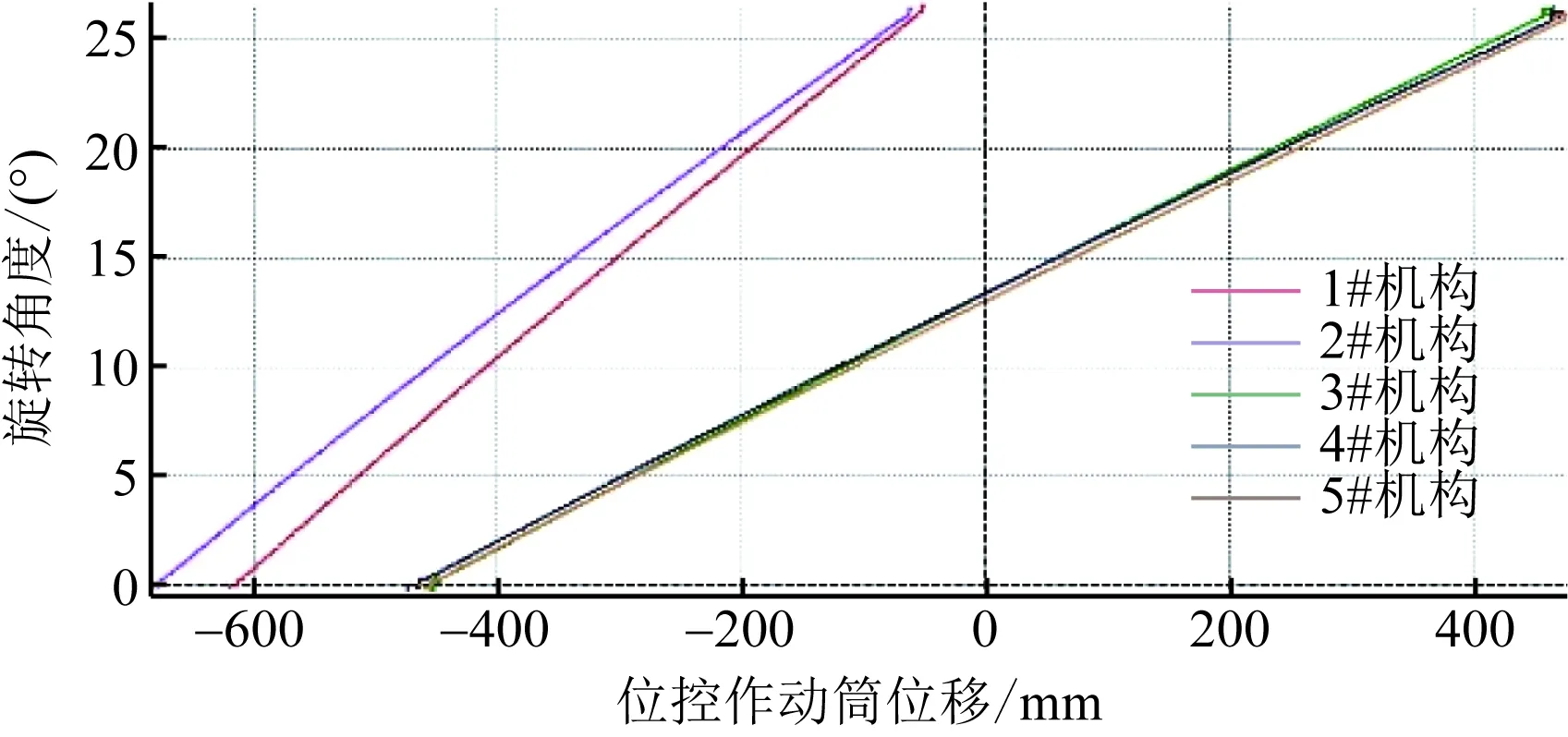
圖6 作動筒位移-旋轉角度的關系修正Fig.6 Correction relationship between actuator displacements and rotation angles
3.2 模型分析
根據與角度誤差相關的公式[式(1)~式(6)],分析隨動機構的幾何數學模型各參數對角度誤差的影響,可以看出:L0為位控作動筒固有參數不可修改,為保證位控作動筒的最大有效行程,以及考慮到位控作動筒與隨動機構的干涉問題,一般要求作動筒的偏轉平面與隨動機構的偏轉平面夾角盡量小,所以d0、h的設計閾值很小,很難修改,且r1、r2、d0、L0遠大于h,可以忽略h的影響。
因此,在隨動機構設計中,修改r1、r2更容易,當r1、r2越接近時,角度誤差越小,通過簡單的插值試數就可以發現,當位控作動筒在隨動機構內部(即位控作動筒的底座在隨動框架地面投影內部)時,可以適當增大r1或r2,且增大r1更有效,反之當位控作動筒在隨動機構外部時,應當適當增加r1或減小r2,且減小r2更有效。
r1與隨動機構尺寸有關,增加r1會導致隨動機構體積和重量增大,不利于安裝和控制,而r2除隨動機構尺寸有關外,還與位控作動筒底座位置有關,通過修改作動筒安裝位置,可以減小角度誤差。
3.3 改進方法
針對上述角度誤差的理論分析,總結出一種基于角度誤差的隨動加載技術改進方法:①改善位控作動筒控制性能;②通過式(4)修正載荷譜線性度;③修改位控作動筒安裝位置;④適當更改隨動機構設計尺寸。
通過上述4種手段,都可以減小角度誤差,根據試驗隨動加載技術的改進流程是:首先,針對所有隨動機構進行位控作動筒控制參數整定,減小超調量,提高響應速度;其次,通過標定位控作動筒位移和隨動機構旋轉角度的線性關系修正載荷譜;再次,完成以上兩步驟后,若仍存在角度誤差較大問題,且作動筒位移和隨動機構旋轉角度的線性度較差,可以通過機構安裝數模重新設計位控作動筒的底座安裝位置;最后,以上3種方法均不能減小角度誤差,只能重新設計隨動機構。
依據該方法,對5個縫翼隨動機構進行改進,通過位控作動筒參數整定和載荷譜修正,角度誤差顯著減小,1#~4#機構的理論角度誤差可以滿足精度要求,5#機構在經過了參數整定和載荷譜修正后,理論角度誤差曾不滿足試驗要求,只能改變作動筒安裝位置或設計尺寸來改進。
4 試驗驗證
針對5#機構,在保證位控作動筒底座在特定的偏轉平面內,更換底座安裝位置,即保證h不變,d0變化不大的前提下,改變r2,位置調整后的各項參數如表2所示。
根據表2參數,可以得到5#機構改進前后的角度曲線對比如圖7所示,明顯位移與角度線性度更高,角理論度誤差可以滿足試驗要求。
經過試驗驗證,改進后的5個縫翼隨動加載機構的實際角度誤差,如圖8所示。
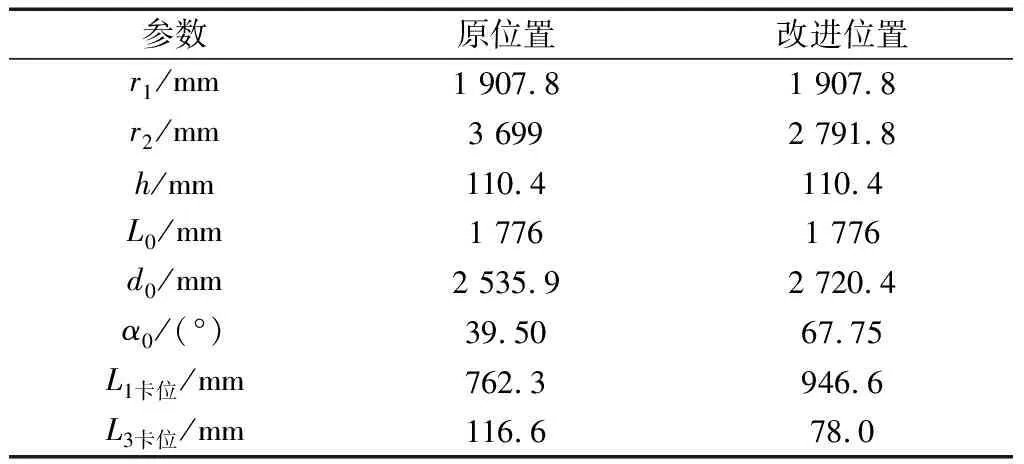
表2 5#縫翼隨動機構參數表Table 2 Parameters of 5th slat follow-up loading device
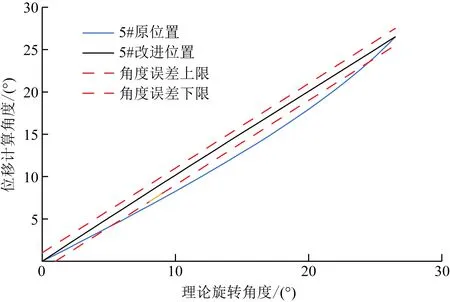
圖7 改進前后角度誤差理論對比Fig.7 Angle theoretical errors before and after improvement
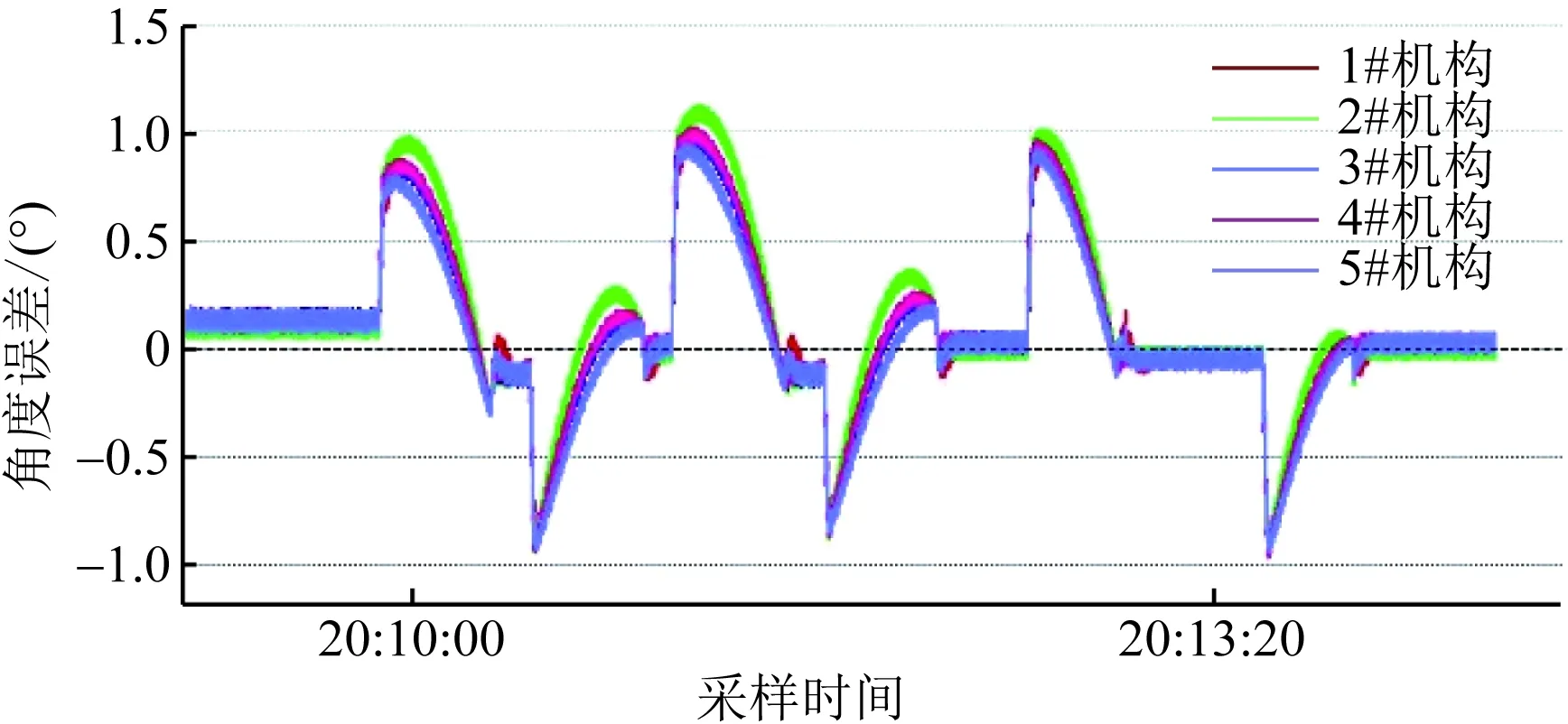
圖8 改進后的角度誤差Fig.8 Angle errors before and after improvemen
從圖8可以看出,在試驗中該隨動加載技術改進方法的應用,能夠將角度誤差準確控制到±1°以內,滿足試驗要求。
5 結論
以某型飛機縫翼疲勞試驗中的隨動加載技術為研究對象,通過分析隨動加載機構幾何數學模型,結合試驗載荷譜設計,研究位控作動筒位移與角度誤差的關系,確定角度誤差的來源,進一步分析隨動機構各參數和載荷譜對角度誤差的影響,進而提出一種基于角度誤差的縫翼隨動加載技術改進方法,并在疲勞試驗中得到有效驗證,得出以下結論。
(1)位控作動筒良好的控制性能,可以有效減小角度誤差。
(2)載荷譜采用斜波類型,通過線性修正后,能夠提高隨動控制跟隨性。
(3)改進隨動機構設計和安裝尺寸,可以從根本上減小角度誤差。
該改進方法首次提出以角度誤差作為轉軸式隨動控制技術精度的判斷標準,未來可以開展角度誤差補償控制和角度跟蹤控制等相關隨動控制技術的研究。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04