澆鑄過程底吹氬流量對金屬液溫度與凝固的影響
2022-08-03 09:14:22耿云飛鐘良才楊曉猛楊仕存賀龍龍
鋼鐵釩鈦 2022年2期
耿云飛,鐘良才,楊曉猛,楊仕存,張 嶺,賀龍龍
(多金屬共生礦生態化冶金教育部重點實驗室,東北大學冶金學院,遼寧 沈陽 110004)
0 引言
模鑄工藝是鋼液凝固成形的傳統工藝,在大鋼錠生產中占有重要地位[1]。模鑄大鋼錠在澆鑄凝固過程中由于流動性較差、模內溫度分布不均,容易產生宏觀偏析、縮孔、疏松、氣孔等缺陷,大量的研究表明上述凝固缺陷都與鑄錠凝固組織有直接關系。因此,改善鑄錠凝固傳熱條件,促進鑄錠同時凝固,獲得均勻、細小的凝固組織是改善鑄錠質量的有效方法。在下注法模鑄澆鑄凝固過程中運用底吹氬攪拌鋼液,引起液相的流動,可以加強鋼液的傳熱與傳質,同時也會導致枝晶的折斷,起到細化晶粒的效果[2]。許多研究者采用NH4Cl 溶液模擬了鋼液的定向凝固過程[3-6],但在澆鑄過程下吹氬條件對金屬液凝固的影響研究較為少見。
鉍基低熔點合金常被用來模擬鋼液的攪拌和流場分布以及不同條件下的金屬凝固溫度變化、凝固組織細化和改善鑄坯質量等凝固模擬試驗[7-12]。筆者在實驗室采用Pb18Sn12In21Bi49低熔點合金模擬鋼液在鑄模底部通過彌散型透氣磚吹入細小氣泡進行底吹氬的澆鑄和凝固過程,在鑄模內橫向和縱向不同位置設置熱電偶測定澆鑄過程吹氬和不吹氬的金屬液的溫度變化,研究不同底吹氬流量對鑄錠澆鑄和凝固過程中溫度變化及凝固組織的影響。該研究對于了解澆鑄過程鑄模底吹氬產生的金屬液的溫度變化及其凝固過程和凝固組織有參考價值。
1 試驗方法
Pb18Sn12In21Bi49(質量分數)四元合金的熔點為59.73 ℃,由Sn-(Bi、In)固溶體相、PbBi 化合物相以及InBi 化合物相組成。本研究采用的鑄模模型與30 t 鋼錠模的幾何相似比為1:15,模型尺寸如表1 所示,采用不銹鋼加工,模型四個側壁面為不銹鋼的冷卻壁。由于澆鑄系統和鑄錠較小,比表面積大,系統散熱快,為保證低熔點合金液通過下注法從模型的底部澆鑄入模內,將低熔點合金液加熱到120 ℃,澆注高度為模型內210 mm 處,澆鑄的錠重為12 kg。為了縮短凝固時間,將25 ℃恒溫水通過恒溫槽泵入冷卻壁,循環冷卻壁面。采用直徑為1 mm 的鎧裝熱電偶和溫度巡檢儀通過計算機記錄模型內水平方向和豎直方向不同位置的溫度變化。試驗裝置如圖1 所示。以底注中心為原點,x軸表示水平方向、y軸表示豎直方向。采用兩個彌散型透氣磚進行底吹氬,透氣磚距中心位置L為30 mm,吹氬時間150 s,澆鑄流量12 cm3/s,總底吹氬流量分別是120、200、300 mL/min。

表1 鑄模模型的尺寸Table 1 Main size of casting mold mm

圖1 試驗裝置示意Fig.1 Schematic of experimental apparatus
試驗結束后的取樣方案如圖2 所示,首先取距鑄錠底部60 mm 高度處橫截面為研究面,用線切割從此截面向上取出厚5 mm 的矩形塊體,然后在水平截面中心、距中心負50.5 mm 處、正50.5 mm 處取出15 mm×15 mm×5 mm 金相試樣,依次使用800#、1 000#、1 500#、2 000#、4 000#砂紙磨樣,然后清水拋光。采用掃描電鏡(SEM)對樣品進行鑄態組織觀察。并對每個試樣在×1 000 視場下采集12 張合金鑄態的背散射電子圖像,然后采用圖像處理軟件IPP 對合金試樣富Sn 相尺寸進行定量統計,分析不同吹氬條件對合金凝固相組織的影響。
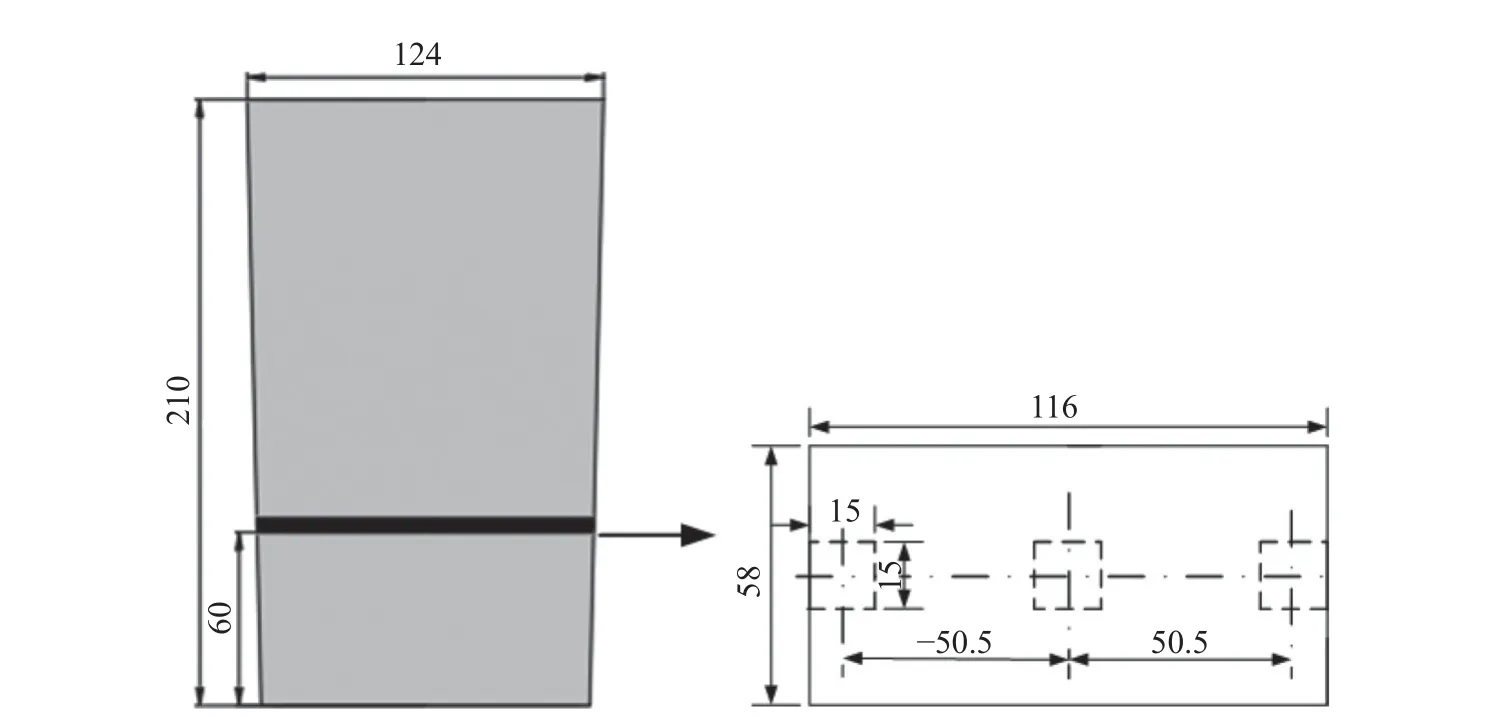
圖2 鑄錠取樣方案(單位:mm)Fig.2 Sampling scheme from cast ingot
2 試驗結果與分析
2.1 不同流量對凝固溫度的變化
圖3 為不同底吹流量下澆鑄過程水平方向溫度隨時間的變化曲線。由圖3 可以看出在合金液進入模型接觸到測溫偶頭時,監測點的溫度隨之升高,在澆鑄過程中靠近模壁的監測點5、8 處的溫度首先依次降至合金熔點以下,并未產生其它溫度監測點因凝固形成的等溫平臺,這是由于模壁激冷作用和冷卻水的冷卻作用導致壁面附近金屬液熱量快速向外傳遞造成的。同時發現監測點5 要比監測點8 的溫度降得更快,這是因為循環冷卻水由模型左側的冷卻壁下部泵入,再由模型右側的冷卻壁上部泵出,由于在流動過程中冷卻水吸收了熱量,使得左側冷卻壁和右側冷卻壁的溫度不同,導致左側冷卻壁的冷卻作用要大于右側冷卻壁的冷卻作用。當模內中心區域的金屬液溫度降至熔點時,開始釋放潛熱,產生等溫平臺,可以看到水平方向上監測點6、2、7 處幾乎同時開始凝固,在中心點兩側的監測點6、2 依次凝固結束后,中心監測點7 最后凝固結束。
由圖3 可以看到,無底吹時在澆鑄結束前有一段時間(從80 s 到125 s 之間)中心監測點7 處的溫度下降很緩慢,表明在這段時間里,中心處的熱損失與從底部澆入的高溫金屬液帶入的熱量相近;但澆鑄結束后(約134 s)該監測點出現溫度從72 °C 驟降到62 °C 的現象,這是由于澆鑄完成后,再沒有新的高溫合金液進入模型,模內液體熱量向兩側和底部大量散熱引起的。而當澆鑄過程底吹氬時,因為氬氣泡的攪拌有利于傳熱,使得監測點7 處的熱量很快向四周傳遞,所以澆鑄過程底吹氬后,中心監測點未出現溫降變緩及溫度陡降現象,而是以較快的溫降速率降低到凝固溫度。對比圖3(a)(b)(c)(d)可以看出,圖3(b)中監測點5、8 溫降過程較為一致,說明當總底吹氬氣量為120 mL/min 時澆鑄均勻了監測點5 和8 的溫降。當總底吹氬流量達到300 mL/min 時,盡管模型左右兩側的冷卻強度不一致,但監測點6 和2 的溫度非常接近了。

圖3 不同底吹流量下水平方向上的溫度變化Fig.3 Variations of temperature at the horizontal direction with different bottom argon flow rates
圖4 為不同底吹氬流量下模內豎直方向的溫度變化,由圖4 看到,澆鑄過程不吹氬時,在豎直方向上監測點1、2、3、4 處的溫度逐漸降低,各點的溫度差較大,且依次從下向上開始凝固;而底吹氬時,在豎直方向上,隨底吹氬流量增加各監測點的溫度差減小,甚至有的溫度監測點如2 點的溫度在合金液凝固前出現明顯的升高現象,各監測點的凝固時間幾乎一致。表明底吹氬后在豎直方向上溫度更均勻,并且可以發現底吹氬明顯延遲了底部開始凝固的時間。因此,澆鑄過程底吹氬后,可以強化澆鑄過程模內的傳熱,使得模內溫度均勻,可以改善凝固組織。
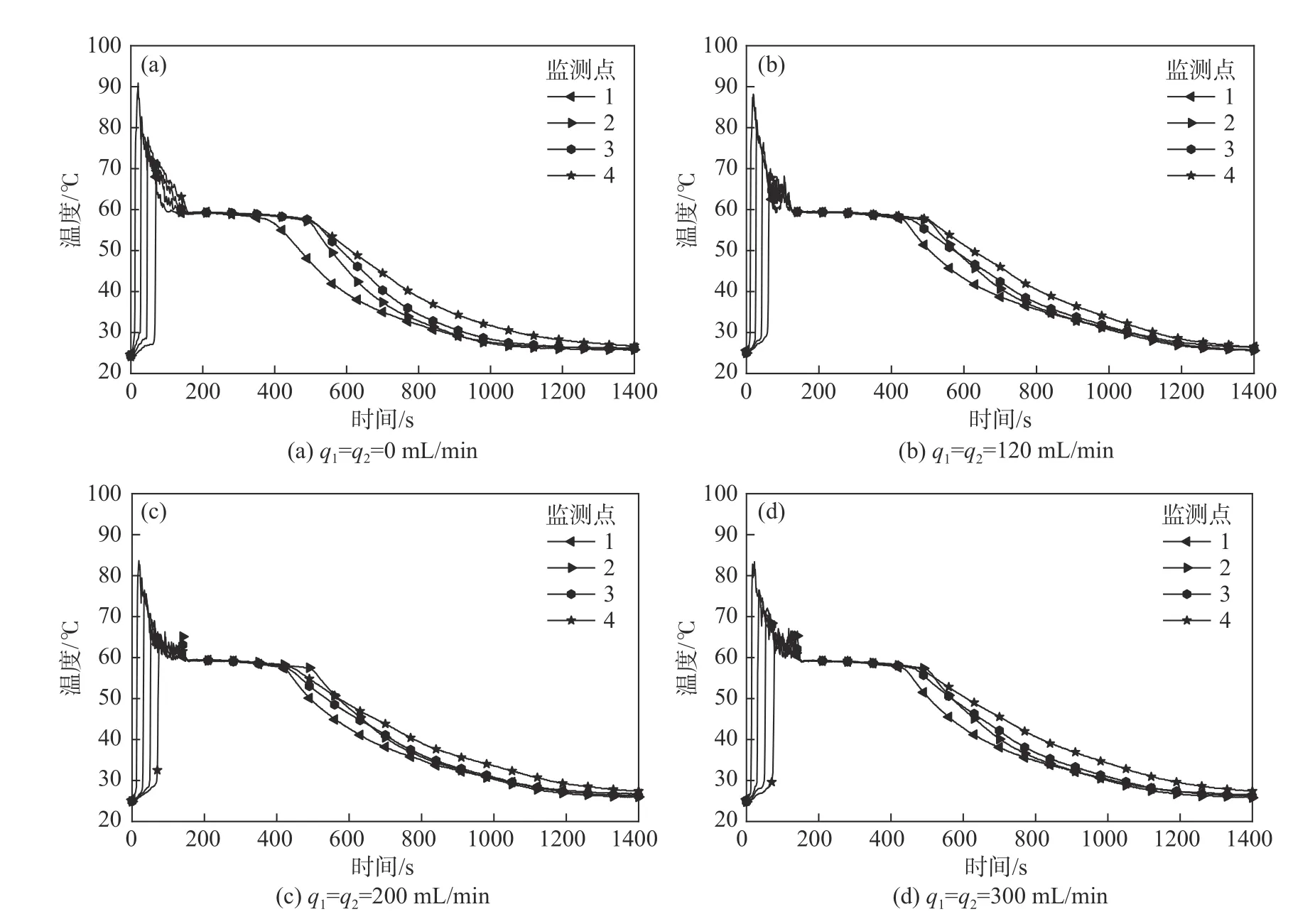
圖4 不同底吹流量下豎直方向上溫度的變化Fig.4 Variations of temperature at the vertical direction with different bottom argon flow rates
由于不同試驗在澆鑄速率存在差異,使得豎直方向上各監測點的開始上升的溫度對應的時間不同,造成了不同試驗的開始凝固時間存在20 s 的差異。
當底吹流量增大到200 mL/min 后,澆鑄過程中各監測點的最高溫度與無底吹相比較都有所下降,其中監測點7(水平方向中心處)、監測點1(豎直方向模型底部區域)的最高溫度比不吹氬的這兩點溫度降低最多,約為5 ℃。
2.2 不同流量對開始凝固時間的影響
將溫度監測點從開始接觸高溫合金液至檢測出開始凝固的時間定義為開始凝固時間,該時間反映了高溫合金液進入模型監測點后到開始凝固所需要的時間長短。圖5 為1、2、3、4、6、7 監測點的開始凝固時間,由圖5 可知,在相同的冷卻條件下,無底吹氬時,在模型下部溫度監測點1 的凝固時間只有80 s,而澆鑄過程底吹氬時,開始凝固時間增加到110 s 以上。說明澆鑄過程底吹氬顯著增大了監測點1 處的開始凝固時間,即延遲了模型下部合金液的開始凝固時間。澆鑄過程無底吹時,豎直方向上的監測點2、3、4 的開始凝固時間均明顯高于底吹氬時相對應點的開始凝固時間;在水平方向,不進行底吹氬時由于模型左右兩側的冷卻條件不同,造成左右對稱的兩個溫度監測點2 和6 處的開始凝固時間存在較大的差別,靠近冷卻水入口的監測點6 的開始凝固時間120 s,而靠近冷卻液出口的監測點2處的開始凝固時間為130 s;澆鑄過程進行底吹氬后,盡管左右兩側的冷卻條件存在差異,但對稱監測點2 和6 處的開始凝固時間很接近,并且與中心監測點7 處的開始凝固時間也很接近,相差在1 s 左右。所以澆鑄過程底吹氬攪拌,使溫度場均勻,可以推遲模型下部合金液的開始凝固時間,同時在水平方向上也可以縮短模型內除下部以外的其它區域的開始凝固時間。

圖5 模型內各監測點的開始凝固時間對比Fig.5 Comparison of solidification start time at each monitoring point
對比了監測點1、3、6、7 在不同的兩個澆鑄時段的平均溫降速率,發現,底吹氬顯著降低了監測點1、3 處在澆鑄時間80 s 到130 s 內的溫降速率,大體上看,底吹流量越大,溫降速率越低。底吹氬提高了監測點7 在澆鑄時間30 s 到130 s 內的溫降速率,即底吹氬提高了模內中心區域的溫降速率,這與監測點1 澆鑄時間80 s 到130 s 內的溫降趨勢相反,即底吹氬較低了底部區域的溫降速率,而且監測點6 處在澆鑄時間30 s 到130 s 內的溫降速率也略有下降,說明底吹氬的攪拌作用促進了模內中心液體向四周的傳熱。
2.3 不同流量對凝固組織的影響
圖6 為鑄態低熔點合金Bi49In21Pb18Sn12的微觀相組織形貌,其中(a)(b)(c)(d)分別對應總底吹氬流量為q=0、120、200、300 mL/min 時在×1 000 視場下的掃描電鏡背散射圖像,其中圖中的黑色相為富Sn 相,深灰色區域為InBi 相,白色區域為PbBi相。從圖6 可以看出,富Sn 相與InBi 相呈不規則島狀結構,均勻地分布在合金中。與無底吹氬相比,底吹氬條件下的鑄態合金相組織更加均勻、細小。

圖6 不同底吹流量下截面中心處的Bi49 In21Pb18Sn12 低熔點合金的背散射圖像Fig.6 SEM backscattered electron images of Bi49In21Pb18Sn12 low-melting-point alloy at the center of the cross section and bottom gas flow rates
不同底吹流量下富Sn 相粒徑變化最具代表性,可以直觀反映出底吹氬流量對金屬微觀組織的影響。圖7 為不同底吹流量下富Sn 相的粒徑分布與平均直徑統計。由圖7 可知,當底吹氬澆鑄時,粒徑大于4 μm 的富Sn 相逐漸減少甚至消失,粒徑小于2 μm 的富Sn 相明顯增多,富Sn 相的粒徑分布主要在1~2 μm。由圖7(d)可知,在無底吹流量下不同位置試樣富Sn 相的平均直徑在2.58 μm 左右,分布均勻。當進行底吹氬時,富Sn 相平均直徑隨底吹流量的增大先降低后增大,但總體來說底吹氬時得到的富Sn 相的平均直徑比無底吹氬的小,同時發現底吹氬對降低距檢測截面中心50.5 mm 位置處富Sn 相平均直徑的效果較差,這是左右壁面存在一定冷卻強度差所致。在所研究的底吹氬流量范圍,水平截面不同位置處試樣富Sn 相平均直徑均小于無底吹氬的富Sn 相平均直徑,約為1.89~2.20 μm,較無底吹時降低了26.7%~14.7%。說明在澆鑄過程中進行底吹氬能有效改善凝固相組織粒徑分布,降低富Sn 相直徑,使凝固相組織更加細小、均勻。
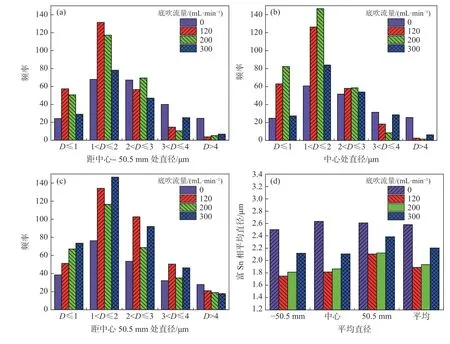
圖7 不同底吹流量下富Sn 相的粒徑分布與平均直徑Fig.7 Particle size distribution and average diameter of Sn-rich phase with different bottom gas flow rates
3 結論
1)在試驗冷卻條件下,無底吹時,澆鑄過程中水平中心測溫點的溫度下降很緩慢,澆鑄結束后中心點的溫度驟降到凝固等溫平臺溫度。當澆鑄過程底吹氬時,中心處以較快的溫降速率降低到凝固溫度。
2)澆鑄過程底吹氬時,高度方向各監測點的溫度差隨底吹氬流量增加而減小,甚至在合金液凝固前出現明顯的升高現象,各監測點幾乎同時凝固。
3)在相同的冷卻條件下,澆鑄過程底吹氬顯著延遲模型下部的開始凝固時間。
4)底吹氬可顯著降低模型底部澆鑄后期的溫降速率,同時提高澆鑄過程中心處的溫降速率,促進模型合金液同時凝固。
5)在本試驗條件下,無底吹氬時檢測截面上富Sn 相平均直徑在2.58 μm 左右,當進行底吹氬時,可以有效改善凝固相組織粒徑分布,細化合金鑄態組織,截面上富Sn 相平均直徑約為1.89~2.20 μm,較無底吹時降低了26.7%~14.7%。
致謝
本研究得到了中央高校基本科研業務專項資金資助(N2125018)、科技部國家重點研發計劃資助項目(2017YFB0304100)和國家自然科學基金項目(51574069)資助,在此表示衷心感謝。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03