呋喃基共聚酯PETT纖維的制備及其性能
2022-08-03 08:57:50陳志薇張順花
現(xiàn)代紡織技術(shù) 2022年4期
陳志薇,張順花
(浙江理工大學(xué)材料科學(xué)與工程學(xué)院,杭州 310018)
聚對苯二甲酸乙二醇酯(PET)纖維作為目前產(chǎn)用量最大、應(yīng)用最廣泛的纖維材料之一,具有服用性能良好、不易變形等優(yōu)點(diǎn)[1]。但PET原料均為石油基,不利于環(huán)境保護(hù)和產(chǎn)業(yè)長遠(yuǎn)發(fā)展,因此找到一種能夠替代PET的高性能生物基高分子材料成為聚酯行業(yè)的重要命題。生物基呋喃聚酯具有與PET相媲美的熱力學(xué)性能,且氣體阻隔性能優(yōu)越,近年來受到學(xué)界廣泛關(guān)注[2-4]。目前,比較常見的呋喃基聚酯主要是基于2,5-呋喃二甲酸(FDCA)制備的聚酯[5-6],而對基于呋喃醇類合成制備呋喃基聚酯的研究報(bào)道較少。2,5-二羥甲基四氫呋喃(THFDM)是生物基呋喃環(huán)平臺化合物5-羥甲基糠醛(HMF)的衍生物,在燃油、綠色溶劑、染料等方面具有廣泛的應(yīng)用前景。本文以添加摩爾分?jǐn)?shù)5%2,5-二羥甲基四氫呋喃(THFDM)的聚對苯二甲酸-2,5-二羥甲基四氫呋喃乙二醇共聚酯(PETT)為原料,對PETT共聚酯的可紡性和可加工成型性進(jìn)行探究,采用熔體紡絲的方法制備了PETT共聚酯纖維,討論了PETT共聚酯的可紡性,并探究了添加THFDM對聚酯纖維的力學(xué)性能、回彈性能、熱收縮性能和超分子結(jié)構(gòu)等指標(biāo)的影響。
1 實(shí) 驗(yàn)
1.1 實(shí)驗(yàn)原料
PET切片、PETT共聚酯切片由萬凱新材料股份有限公司實(shí)驗(yàn)室制備,主要性能指標(biāo)見表1。

表1 PET 及 PETT 切片主要指標(biāo)Tab.1 The main indicators of PET and PETT slices
1.2 試樣制備
實(shí)驗(yàn)儀器:ZG-45型動(dòng)態(tài)真空干燥機(jī)(杭州創(chuàng)盛紡織科技有限公司);ZIT-01型雙組份復(fù)合熔紡試驗(yàn)機(jī)(浙江省現(xiàn)代紡織工業(yè)研究院);卷繞頭控制系統(tǒng)(無錫蘭花紡織機(jī)械有限公司)
切片干燥工藝:采用真空轉(zhuǎn)鼓對PETT共聚酯切片進(jìn)行預(yù)結(jié)晶和真空干燥,溫度為120 ℃,時(shí)間為24 h。
紡絲工藝:熔體紡絲-拉伸一步法制備呋喃基共聚酯纖維。螺桿擠壓機(jī)加熱熔融溫度為245~290 ℃,紡絲溫度為255~285 ℃,卷繞速度為 900 m/min。紡絲流程為:干切片→擠壓熔融→計(jì)量→紡絲→吹風(fēng)冷卻→上油→導(dǎo)絲→熱牽伸→卷繞→PETT纖維。
1.3 結(jié)構(gòu)性能測試
1.3.1 流變性能測試
采用Rosand RH7型雙柱毛細(xì)管流變儀在255、265、275、285 ℃條件下對PETT共聚酯的剪切流變性能進(jìn)行測試。試樣加入料筒后經(jīng)2次預(yù)壓(壓均為0.3 MPa)和2次預(yù)熱(共計(jì)10 min),毛細(xì)管直徑為0.5 mm,長徑比L/D為16,其中:剪切流變測試選用剪切速率為500~10 000 s-1。試樣測試前經(jīng)過真空干燥24 h。
1.3.2 線密度測試
采用YG086型縷紗測長儀卷繞100 m纖維,并用電子天平稱得絞絲重量,重復(fù)3次取平均值,纖維預(yù)加張力為0.05 cN/dtex。纖維線密度計(jì)算如式(1):
(1)
式中:Tt指纖維線密度,tex;w為纖維的克數(shù),g;L為纖維的長度,m。
1.3.3 強(qiáng)伸度測試
采用XL-2型紗線強(qiáng)伸儀進(jìn)行測試,夾持距離為500 mm,拉伸速度為500 mm/min,預(yù)加張力為 0.05 cN/dtex。
1.3.4 定伸長回彈性測試
采用XL-2型紗線強(qiáng)伸儀進(jìn)行測試。夾持距離為500 mm,拉伸速度為100 mm/min,預(yù)加張力為0.05 cN/dtex,定伸長率設(shè)定值為3%、5%和7%,停頓時(shí)間30 s,回復(fù)時(shí)間90 s,循環(huán)5次。定伸長回彈率計(jì)算如式(2):
(2)
式中:L0為定伸長度;L1為拉伸至定伸長值后試樣的長度;L2為試樣復(fù)位后的長度。
1.3.5 沸水收縮率測試
取50 cm長度的纖維試樣,經(jīng)沸水處理 30 min,平衡后,測量處理后的長度,預(yù)加張力為 0.01 cN/dtex。沸水收縮率(BWS)計(jì)算如式(3):
(3)
式中:L為試樣沸水處理前的長度;L′為試樣沸水處理后的長度。
1.3.6 纖維取向度測試
采用SCY-Ⅲ型聲速取向測量儀進(jìn)行測試,重復(fù)5次取平均值。取向因子(fs)計(jì)算如式(4):
(4)
式中:Cu為聲波沿著未取向試樣的傳播速度;C0為聲波沿著取向試樣的傳播速度。
1.3.7 纖維結(jié)晶度測試
X射線衍射法測結(jié)晶度Xc,X:將纖維試樣緊密纏繞在玻璃板上,采用德國布魯克公司D8 ADVANCE型X射線衍射儀進(jìn)行測試。測試條件為銅靶,管電壓40 kV,管電流40 mA,掃描衍射角3°~80°,掃描速度2(°)/min。
示差掃描量熱法(DSC)測結(jié)晶度Xc,D:采用DSC-4000型示差掃描量熱儀,取纖維試樣5~8 mg,在流速40 mL/min的氮?dú)夥諊Wo(hù)下,以10 ℃/min 的速度從20℃升溫至275 ℃,保溫 5 min。DSC法測結(jié)晶度計(jì)算如式(5):
(5)
式中:ΔHm為樣品熔融熱焓,J/g;ΔH0為PET完全結(jié)晶的熔融熱焓,取125.6 J/g。
2 結(jié)果與討論
2.1 PETT共聚酯的可紡性分析
熔體紡絲溫度是影響纖維可紡性的重要參數(shù)。當(dāng)紡絲溫度過高時(shí),熔體黏度很低,流動(dòng)性強(qiáng),熔體自身重力的拉伸超過噴絲頭拉伸,容易出現(xiàn)毛絲、斷頭;當(dāng)紡絲溫度過低時(shí),熔體黏度增大,容易出現(xiàn)異狀絲,纖維均勻性差。為探究PETT共聚酯的可紡性,通過毛細(xì)管流變儀對PETT的剪切流變性進(jìn)行測試分析,得到流變曲線如圖1。由圖1(a)剪切速率對非牛頓指數(shù)的變化曲線可見,PETT共聚酯表現(xiàn)為假塑性流體(n<1)。相同剪切速率下,隨著溫度的升高,PETT熔體非牛頓指數(shù)增大,這是由于溫度升高有利于松弛過程的進(jìn)行,熔體內(nèi)彈性能儲存量減小,流體的非牛頓性減弱。由圖1(b)剪切速率對剪切黏度的變化曲線可見,在測試溫度下,低剪切速率區(qū)(<3 000 s-1)溫度對剪切黏度的影響較為顯著,當(dāng)剪切速率大于3 000 s-1時(shí),溫度對剪切黏度的影響逐漸減弱,當(dāng)剪切速率為10 000 s-1時(shí),各測試溫度下剪切黏度相近且均保持較高數(shù)值(>25 Pa·s)。
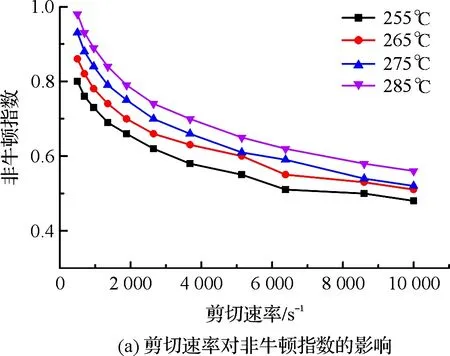
圖1 PETT共聚酯的流變曲線Fig.1 The rheological curve of PETT copolyester
根據(jù)PETT的流變數(shù)據(jù)確定兩個(gè)紡絲溫度,試樣紡絲溫度及可紡性能如表2所示。表2顯示,當(dāng)箱體溫度為255 ℃時(shí),PETT在紡絲過程中無斷頭產(chǎn)生,具有較好的可紡性,升高紡絲溫度,當(dāng)箱體溫度為275 ℃時(shí),PETT在紡絲過程中出現(xiàn)少量斷頭;相對于PET纖維,低溫紡絲制得的PETT(1#)纖維的斷裂強(qiáng)度增大,斷裂伸長率降低,為10.3%;高溫紡絲制得的PETT(2#)纖維的斷裂強(qiáng)度減小,斷裂伸長率升高,為65.5%。其原因可能是PETT(1#)共聚酯在紡絲過程中紡絲溫度設(shè)定值偏低,其箱體溫度為255 ℃,使纖維解取向程度較低,拉伸取向占優(yōu)勢地位,斷裂強(qiáng)度隨之增大,斷裂伸長率降低。試驗(yàn)表明PETT共聚酯相比PET在紡絲過程中紡絲溫度的調(diào)控范圍較大,可紡性良好,在實(shí)際生產(chǎn)中要根據(jù)不同產(chǎn)品的性能需求確定紡絲溫度。

表2 試樣紡絲溫度及可紡性Tab.2 The spinning temperature and spinnability of samples
2.2 添加THFDM對聚酯纖維力學(xué)性能的影響
從分子結(jié)構(gòu)的角度而言,纖維的力學(xué)性能取決于分子鏈結(jié)構(gòu)以及分子間作用力。取紡絲溫度為275 ℃的PETT纖維和PET纖維做力學(xué)性能測試,結(jié)果如表3。由表3可見,添加THFDM對聚酯纖維的力學(xué)性能有一定影響。在相同拉伸倍數(shù)下,PETT共聚酯纖維斷裂強(qiáng)度、彈性模量較低,斷裂伸長率較高,相比PET纖維升高了1.53倍。這是由于添加THFDM破壞了分子鏈的對稱性和規(guī)整性,分子間相互作用力減弱,使纖維的斷裂強(qiáng)度、彈性模量減小,斷裂伸長率升高。

表3 PETT和PET纖維的力學(xué)性能Tab.3 The mechanical properties of PETT and PET fibers
2.3 添加THFDM對聚酯纖維回彈性能的影響
回彈性表征纖維的形變恢復(fù)能力,對纖維的尺寸穩(wěn)定性、抗折皺性具有一定影響,常用指標(biāo)是彈性回復(fù)率[7-8]。圖2、表4為PETT和PET纖維在定伸長率為3%、5%、7%的彈性恢復(fù)曲線和回彈性能測試結(jié)果。從圖2和表4中可見,同一定伸長率條件下,PETT纖維相比PET纖維,急彈性形變增大,塑性形變減小,彈性回復(fù)率升高,回彈性有所改善。其原因可能是引入THFDM后,其結(jié)構(gòu)中的四氫呋喃環(huán)具有非對稱性,不易翻折,當(dāng)發(fā)生微小形變時(shí)形變可快速恢復(fù),表現(xiàn)出較好的回彈性。因此,添加THFDM能夠改善聚酯纖維的回彈性,進(jìn)而提高織物的彈性和穿著舒適性。
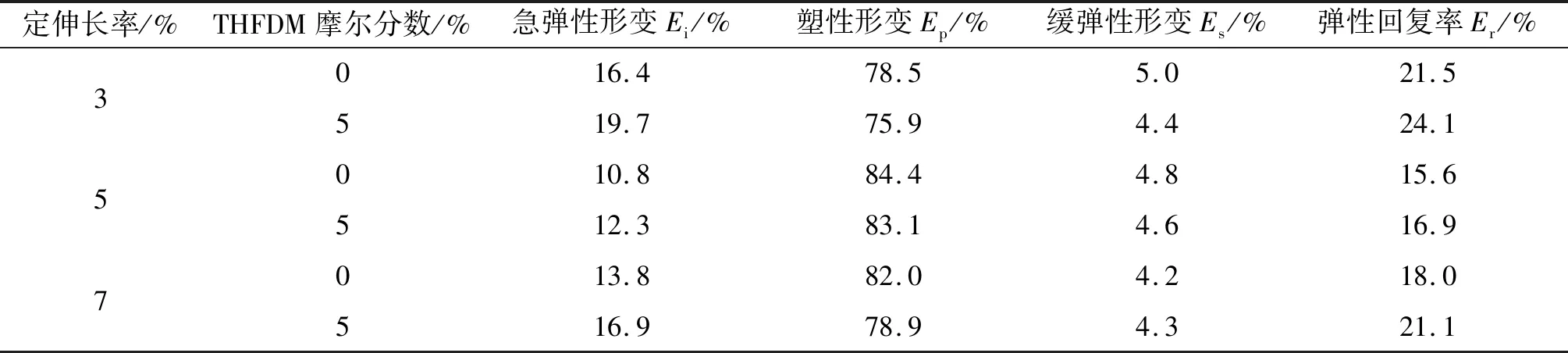
表4 PETT和PET纖維的回彈性能Tab.1 The resilience of PETT and PET fibers

圖2 PETT和PET纖維的彈性恢復(fù)曲線Fig.2 The elastic recovery curves of PETT and PET fibers
2.4 添加THFDM對聚酯纖維超分子結(jié)構(gòu)的影響

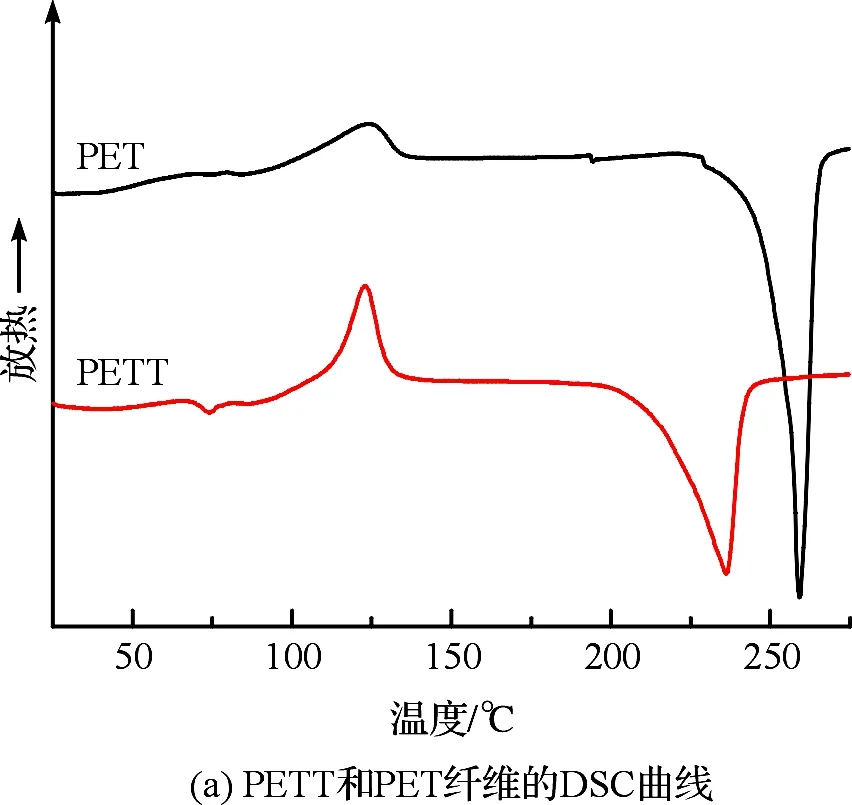
圖3 PETT和PET纖維的結(jié)晶性能曲線Fig.3 The crystallographic performance curves of PETT and PET fibers
用聲速法測試?yán)w維的取向因子,結(jié)果如表5。表5 顯示,PETT共聚酯纖維的取向因子減小,取向度下降。這是由于添加THFDM使大分子鏈結(jié)構(gòu)規(guī)整度下降,分子間相互作用力減弱,取向度隨之下降。這與纖維表現(xiàn)出的力學(xué)性能相對應(yīng)。

表5 PETT和PET纖維的超分子結(jié)構(gòu)Tab.5 The supramolecular structure of PETT and PET fibers
2.5 添加THFDM對聚酯纖維熱收縮性能的影響
沸水收縮率反映纖維在沸水作用下有序結(jié)構(gòu)的穩(wěn)定性,是纖維非晶區(qū)大分子解取向的宏觀表現(xiàn)[9],直接影響到織物在洗滌、染色等濕熱處理中的穩(wěn)定性。表6為PETT和PET纖維的沸水收縮率測試結(jié)果。從表6可見,PETT共聚酯纖維的沸水收縮率較高,為27.9%。其原因是PETT纖維的取向度和結(jié)晶度下降,非晶區(qū)的比例增大。結(jié)合PETT纖維的熱收縮性能與取向性能的變化,說明相同紡絲拉伸條件下,PETT的二次成型工藝條件與PET纖維有明顯差異,在實(shí)際生產(chǎn)中應(yīng)注意對PETT纖維二次成型工藝條件的設(shè)計(jì)優(yōu)化。

表6 PETT和PET纖維的熱收縮性能Tab.6 The heat shrinkage properties of PETT and PET fibers
3 結(jié) 論
本文采用一步法制備PETT共聚酯纖維,討論了PETT共聚酯的可紡性,探究了添加THFDM對聚酯纖維力學(xué)性能、回彈性能、熱收縮性能和超分子結(jié)構(gòu)的影響。主要結(jié)論如下:
a)剪切流變實(shí)驗(yàn)表明,PETT共聚酯低剪切速率區(qū)(<3 000 s-1)溫度對剪切黏度的影響較為顯著,當(dāng)剪切速率大于3 000 s-1時(shí),溫度對剪切黏度的影響逐漸減弱,當(dāng)剪切速率為10 000 s-1時(shí),各測試溫度下剪切黏度相近且均保持較高數(shù)值(>25 Pa·s)。
b)PETT共聚酯相比PET在紡絲過程中紡絲溫度的調(diào)控區(qū)間較寬,且可紡性和可加工成型性良好。低溫紡絲制得的PETT纖維的斷裂強(qiáng)度大,斷裂伸長率低;高溫紡絲制得的PETT纖維的斷裂強(qiáng)度小,斷裂伸長率高。
c)添加THFDM對聚酯纖維的力學(xué)性能、回彈性能、熱收縮性能和超分子結(jié)構(gòu)有影響。相同紡絲拉伸條件下,相對于聚酯纖維,紡絲溫度為275 ℃ 制備的PETT纖維取向度和結(jié)晶度下降,斷裂強(qiáng)度降低,斷裂伸長率和沸水收縮率升高。因此,在實(shí)際生產(chǎn)中應(yīng)注意對PETT纖維二次成型工藝條件的設(shè)計(jì)優(yōu)化。
致 謝:感謝浙江省現(xiàn)代紡織工業(yè)研究院提供了紡絲設(shè)備并協(xié)助紡絲。