40Cr 不銹鋼定位桿銑削工藝分析及零件加工
2022-08-06 08:12:52吳庭友
有色設(shè)備 2022年2期
關(guān)鍵詞:不銹鋼
吳庭友,楊 旭
(1.貴州航天電子科技有限公司,貴州 貴陽 550000;2.成都工貿(mào)職業(yè)技術(shù)學(xué)院/成都市技師學(xué)院,四川 成都 611731)
小型平面零件是銑削加工中常見的零件之一,怎么裝夾是銑工需首先考慮的問題。為了保證零件的尺寸精度、表面粗糙度和合格率,需要銑工考慮選擇不同裝夾方式、銑削方法、切削參數(shù)和刀具才能完成。許多學(xué)者對各種40Cr 零件加工條件進(jìn)行研究,如40Cr 直齒齒條在轉(zhuǎn)速為200 r/min、進(jìn)給量為300 mm/min 的情況下,齒形表面粗糙度可達(dá)Ra3.2 μm[1]。新型Al2O3陶瓷刀具在v=260 m/min、f=0.12 mm/r、ap=0.1 mm 的試驗(yàn)條件下切削淬硬40Cr 合金鋼,刀具的磨損形貌以磨粒磨損和擴(kuò)散磨損為主[2]。采用TiAlN 涂層刀具對40CrNi 鋼進(jìn)行干切削試驗(yàn),其切削速度對切削溫度的影響最大,其次是進(jìn)給量和背吃刀量[3]。
1 定位桿銑削加工工藝分析及裝夾方式選擇
本次銑削選用的40Cr 不銹鋼圓棒料,屬于難加工材料,如圖1 所示。前一道工序已經(jīng)加工成一個臺階軸,是Φ3 mm ×4 mm 和Φ8 mm ×14 mm 圓柱體。現(xiàn)需在普通銑床上完成偏心長方主體和帶圓弧方體的銑削加工。零件需完成加工的是平面和圓弧表面銑削,在普通銑床上加工圓弧需借助于圓工作臺或分度頭,零件是小圓弧,所以選用分度頭完成。
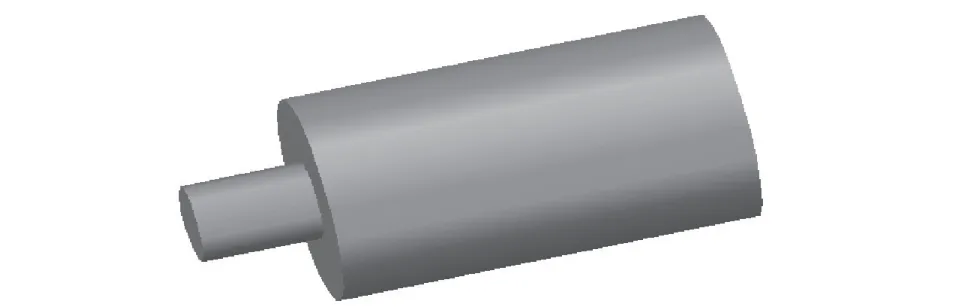
圖1 定位桿毛坯圖
1.1 零件圖紙的分析
如圖2 所示為不銹鋼定位桿零件圖紙,從產(chǎn)品零件圖樣可知,該零件體積小,剛性差,容易振動變形。零件的各表面粗糙度值為1.6 μm,表面光潔度小,銑削加工要求高,所以在加工時(shí)選擇高的主軸轉(zhuǎn)速,小的背吃刀量,進(jìn)給量分成粗加工、半精加工、精加工進(jìn)行加工。左面14 mm ×2.5 mm 是一個偏心的長方體柱,R2.5 的圓心和Φ3 mm 的圓柱圓心重合,并且與距離5 的兩邊相切。銑削時(shí)用分度頭進(jìn)行裝夾完成。銑削加工流程如下:先把Φ8 mm 的圓柱體上面銑成14 mm ×5 mm→再銑左右尺寸為14 mm×3.12 mm 的兩個長方體柱→銑12 mm ×2.5 mm 長方體柱→銑R2.5 圓弧→倒角2-C1。
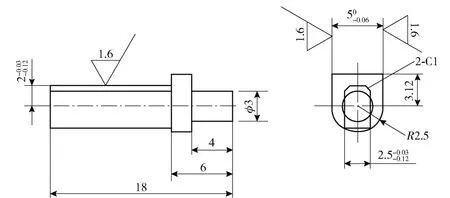
圖2 定位桿二維零件圖
1.2 零件裝夾
因零件生產(chǎn)類型是小批量生產(chǎn),銑削加工時(shí)裝夾部分尺寸又短小,無法直接裝夾,為保證已車削好的外圓Φ3 mm 臺階表面不被夾壞并控制圓柱的圓跳動。需要增大接觸面積,使夾緊力均勻地分布在零件上,選擇銑刀的彈簧夾套進(jìn)行裝夾,如圖3 所示。再用萬能分度頭的三抓卡盤夾緊,懸臂銑削。懸臂銑削時(shí)容易振動,所以選擇小的背吃刀量和進(jìn)給量完成。
圖3 彈簧夾套
2 刀具材料、切削用量及銑削方式選擇
2.1 刀具材料
高速鋼刀具最好采用 W6Mo5Cr4V2Al 和W12Cr4V2Mo 高性能材質(zhì)的高速鋼,可使刀具耐用度提高3 倍以上[4]。
硬質(zhì)合金,應(yīng)選用與不銹鋼親和作用及粘結(jié)作用小的YG 類添加TaC 或NbC 的細(xì)晶粒硬質(zhì)合金。如選用涂層硬質(zhì)合金銑刀,最好選TiAlSi 涂層類,可減小在切削過程中的粘結(jié)。硬質(zhì)合金銑刀是進(jìn)行高速銑削提高銑削生產(chǎn)率的有效途徑之一。高速銑削時(shí)每分鐘進(jìn)給量大,切削量增加,所產(chǎn)生的熱量也增加,溫度可高至800 ℃左右,在這種情況下,被加工金屬的硬度急劇降低,零件的切削性能變得非常好,刀具耐用度提高。
因零件加工屬于小批量,在保證質(zhì)量的前提下,需要提高加工效率,所以選擇Φ6 mm 的硬質(zhì)合金涂層圓柱銑刀進(jìn)行銑削,如圖4 所示。

圖4 涂層圓柱銑刀
2.2 切削用量
銑削用量包括銑削層寬度、銑削層深度、銑削速度和進(jìn)給量。銑削用量的選擇,對提高生產(chǎn)效率、改善表面粗糙度和加工精度都有密切關(guān)系,本次零件粗糙度為1.6 μm,所以選擇主軸轉(zhuǎn)速、背吃刀量和進(jìn)給速度如表1 所示。因不銹鋼的塑性、韌性和抗拉強(qiáng)度高,導(dǎo)熱系數(shù)低,切削溫度高,切削時(shí)易產(chǎn)生粘結(jié)和擴(kuò)散磨損,使加工硬化嚴(yán)重,加劇刀具的磨損。所以需充分加注切削液潤滑和冷卻,才能保證零件的銑削加工。
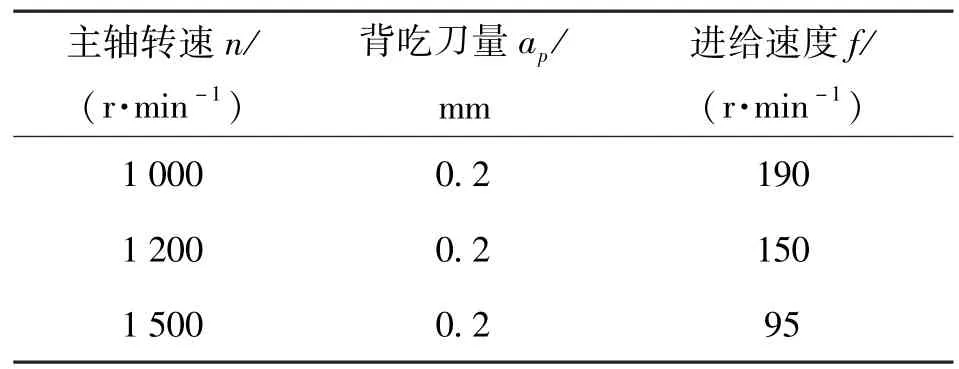
表1 切削參數(shù)
2.3 銑削方式的選擇
順銑和逆銑是普通銑削加工的兩種方式。生產(chǎn)中需根據(jù)零件實(shí)際加工要求選擇不同銑削方式才能達(dá)到零件所需的表面光潔度。
順銑時(shí),銑刀刀齒作用在工作臺上的力與工作臺前進(jìn)的方向一致,如同向前進(jìn)方向推一下,工作臺同樣要向前移動一小段距離,會使絲桿和螺母之間的間隙增大,這就使銑刀突然切入被加工表面出現(xiàn)深啃現(xiàn)象,容易受到刀軸和機(jī)床傳動機(jī)構(gòu)的沖擊,引起刀齒折斷,為了防止深啃現(xiàn)象使加工時(shí)中途不能停止進(jìn)給。順銑時(shí),刀刃一開始就切入工件,切屑由厚而薄,故刀刃比逆銑磨損小銑刀耐用度高;銑刀不會產(chǎn)生上下跳動,振動小,工件表面光潔度好,并且切削面上沒有硬化層,容易切削。
逆銑時(shí),銑削力與工作臺運(yùn)動方向相反,在銑削力的作用下,絲桿與螺母總是保持緊密的接觸,而不會松動,就克服了深啃的現(xiàn)象。逆銑時(shí)切屑由薄而厚,刀刃容易磨損;銑刀往往會產(chǎn)生周期性的振動,影響加工表面光潔度,切削面上有前一刀齒加工時(shí)造成的硬化層,不宜切削[5]。綜上所述,此次加工時(shí)因零件表面質(zhì)量要求高,所以選擇順銑方式加工。
3 關(guān)鍵技術(shù)及加工效果
3.1 零件銑削關(guān)鍵技術(shù)
如圖5 所示,左邊的長方體柱和寬2 mm 的中間帶圓弧的方臺都以Φ8 mm 的圓柱銑成偏心零件,長方體柱上方距離中心線2 mm,A、G、B三點(diǎn)都在R2.5 的圓弧上面,C、E兩點(diǎn)在Φ8 mm 的圓上。所以根據(jù)直角三角形中的勾股定理可知r2=a2+b2,可以計(jì)算出CD和OF的長度,即CE=2CD。

圖5 定位桿長方體柱銑削余量圖

因毛坯是Φ8 mm 的圓柱,需要加工成寬度5 mm 的方體,單邊的銑削余量是1.5 mm。OF==2.17 mm,那么可以計(jì)算出需要加工的深度FG=OA-OF=2.5 -2.17=0.33 mm。R2.5 的半圓弧加工是先把零件切削深度尺寸調(diào)整好,通過旋轉(zhuǎn)萬能分度頭的手柄進(jìn)行銑削加工。
3.2 零件加工效果
圖6 為不銹鋼定位桿零件加工效果。選擇合理的銑削工藝、刀具切削參數(shù)和銑削方式,用銑刀彈簧裝套進(jìn)行裝夾,使Φ3 mm 臺階表面不被夾壞,控制圓跳動。增大接觸面積,使夾緊力均勻地分布在零件上。銑削時(shí)注意關(guān)鍵技術(shù)要點(diǎn),銑削過程中高的切削速度,小的進(jìn)給量保證零件表面質(zhì)量,最終達(dá)到圖紙上的控制要求。
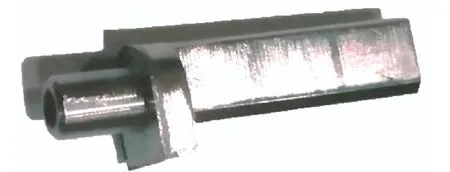
圖6 定位桿最終加工效果圖
4 結(jié)束語
本研究主要通過不銹鋼定位桿零件工藝分析,選擇合理的銑削工藝方案和裝夾方法、切削參數(shù),能有效解決小零件銑削加工中出現(xiàn)的問題。用銑刀彈簧裝套裝夾,使夾緊力均勻地分布在零件上,減少零件銑削變形,保證零件加工時(shí)的圓跳動、尺寸精度和表面粗糙度,從而達(dá)到圖樣要求,為同類小零件的銑削加工提供借鑒和參考。
猜你喜歡
趣味(數(shù)學(xué))(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學(xué))(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設(shè)備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術(shù)裝備(2018年1期)2018-04-28 09:09:10
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16