基于SYSWELD鋁合金攪拌摩擦焊數值模擬及試驗
2022-08-10 13:47:08王遠見宋亓寧包曄峰
電焊機 2022年7期
關鍵詞:焊縫
王遠見,劉 坤,許 楠,宋亓寧,包曄峰
河海大學 機電工程學院,江蘇 常州 213022
0 前言
鋁合金具有密度小、比強度高等優點,廣泛應用于航空航天、交通運輸和汽車制造等結構輕量化制造領域[1]。鋁合金結構件的制造離不開焊接工藝。目前,鋁合金焊接主要采用熔化焊方法,獲得的焊縫通常具有氣孔、裂紋等缺陷,嚴重惡化焊接接頭的力學性能。1991年英國焊接研究所Thomas[2]等人專門針對鋁合金發明的攪拌摩擦焊(Friction Stir Welding,FSW)可在材料熔點以下實施焊接,能有效避免氣孔、裂紋等缺陷。當前關于鋁合金FSW的研究主要集中在微觀組織演變和力學性能優化等方面。在實際工業生產中,通過焊接試驗的方法直接獲得焊縫組織和力學性能等信息的成本較高,因此數值模擬成為預測焊縫微觀組織和力學性能的主要方法[3-6]。FSW過程中熱-力耦合關系復雜,而焊接溫度場能夠直觀地反映焊縫溫度分布和材料流動情況。通過溫度場和材料流動的模擬研究可以進一步了解焊縫微觀組織形成機制,對焊接參數的優化及避免缺陷形成具有重要的指導意義。
本研究以6061-T6鋁合金為研究對象,采用SYSWELD有限元分析軟件對不同工藝參數下焊接的溫度場和材料流動進行數值模擬,研究FSW過程焊縫溫度分布和材料流動規律。最后進行FSW焊接試驗,利用電子背散射衍射(EBSD)技術對焊縫截面不同位置的微觀組織進行表征,以驗證數值模擬結果的可靠性。
1 有限元模型
1.1 網格劃分
6061-T6鋁合金FSW的幾何模型和網格劃分如圖1所示。FSW模型由待焊工件、攪拌頭和墊板構成,由于攪拌針與軸肩分別與母材摩擦產熱,故軸肩和攪拌針附近的網格劃分較為稠密,遠離以上區域的網格劃分較為稀疏。
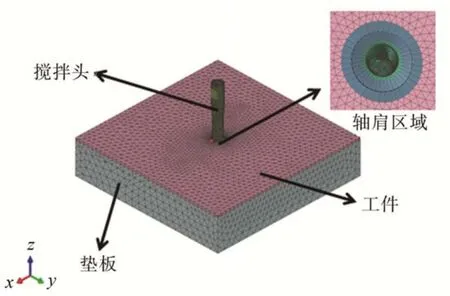
圖1 有限元網格劃分Fig.1 Mesh of finite element model
1.2 仿真計算參數
FSW過程中待焊工件的初始溫度為室溫,散熱方式主要為對流散熱和熱傳導。工件與空氣為對流散熱,散熱較慢,散熱系數取為25 W/(m2·K);而工件底面與墊板通過熱傳導散熱,散熱較快,散熱系數取200 W/(m2·K)[7]。同時為了防止工件在FSW過程中發生剛性移動,將工件x、y、z方向速度設置為0。建模仿真所用的攪拌頭外形和尺寸如圖2所示,加工參數選擇為:焊速120 mm/min,下壓量0.2 mm,分析攪拌頭轉速為700~1 000 r/min時的焊縫溫度場和軸肩附近材料流動的變化。
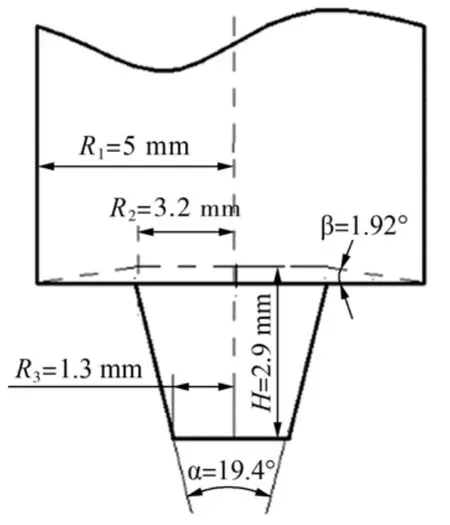
圖2 攪拌頭示意Fig.2 Schematic graph of the tool
FSW的熱輸入主要來源于攪拌頭和工件之間的摩擦熱。FSW過程中的摩擦熱是由軸肩、攪拌針以及攪拌針端面與母材摩擦產生的熱量組成,分別記為Q1、Q2、Q3[8]
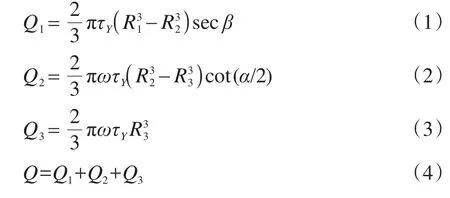
Q為FSW焊接總熱輸入,將代入上式可得:

式中R1為軸肩半徑;R2為攪拌頭根部半徑;R3為攪拌頭端部半徑;σY為鋁合金屈服強度;τY為屈服剪切應力;n為攪拌頭轉速;α為錐角;β為軸肩內凹角。
1.3 模擬計算結果
6061-T6鋁合金在轉速為800 r/min、焊接速度為120 mm/min、下壓量為0.2 mm時FSW焊縫表面和截面的溫度場分布如圖3所示。由圖3a可知,焊縫峰值溫度為455.4℃,位于攪拌頭后方軸肩區域。溫度場在工件表面呈橢圓狀,且攪拌頭前端溫度梯度比后方溫度梯度大。這是由于待焊母材逐漸進入攪拌區使攪拌頭前端溫度有所降低,同時攪拌頭后方的軸肩對已形成的焊縫有保溫作用,因此攪拌頭后端區域散熱慢。由圖3b可知,溫度在焊縫截面呈M形分布,且軸肩區域溫度比焊縫中心溫度高。
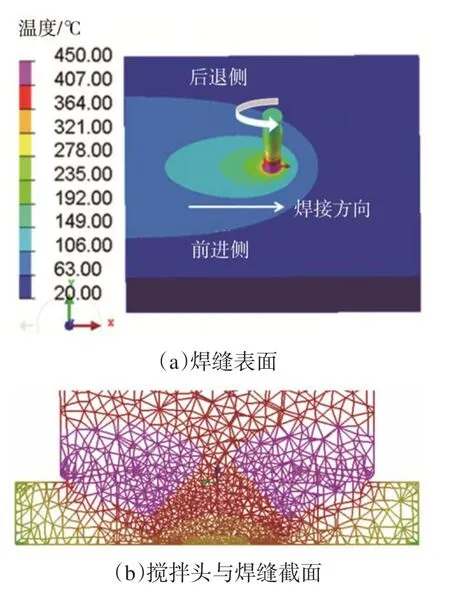
圖3 6061-T6鋁合金FSW焊縫表面和截面的溫度場分布Fig.3 Temperature distribution of the surface and the cross-section of the FSW 6061-T6 aluminum alloy joint
在工件表面垂直焊縫方向取若干點,并記錄各點處在不同攪拌頭轉速條件下的溫度變化,如圖4所示。不同攪拌頭轉速下的溫度變化曲線如圖5所示,可以發現在垂直于焊縫方向溫度呈M形不對稱分布,軸肩邊緣處溫度最高,隨著距軸肩邊緣距離的增加,溫度快速下降,且前進側溫度比后退側溫度高。圖5b是E點與F點在不同攪拌頭轉速下溫度隨時間的變化曲線。當攪拌頭經過E點與F點時溫度快速升高,達到峰值溫度后,由于焊后余熱對該點處有保溫作用,溫度緩慢下降。同時還可以看出隨著攪拌頭轉速的增加,峰值溫度逐漸增大。對比E、F兩點在不同轉速下溫度變化曲線,可以清楚地看到F點溫度比E點溫度低,進一步驗證了軸肩溫度比攪拌中心溫度高。
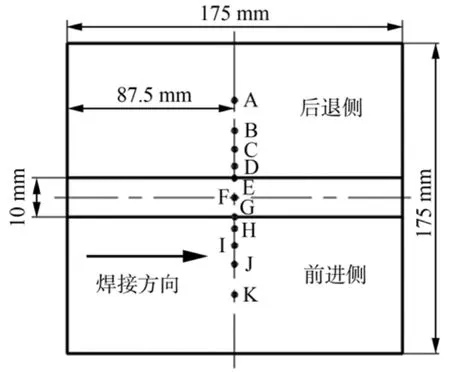
圖4 工件表面溫度測量點Fig.4 Selected temperature measurement positions of the workpiece surface
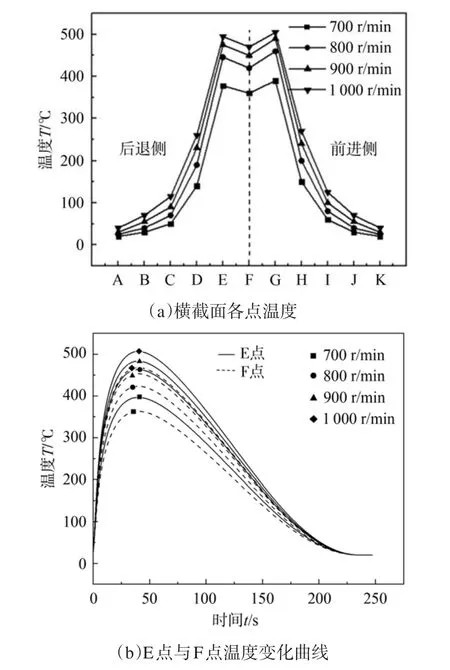
圖5 不同攪拌頭轉速下溫度變化曲線Fig.5 Temperature curves with different rotation speed
FSW通過高速旋轉的攪拌頭與母材摩擦產熱,溫度升高使得攪拌頭附近材料受熱發生熱塑性變形,隨著攪拌頭的轉動母材金屬隨之發生塑性流動而形成致密的焊縫。焊縫表面和截面處材料的流速變化如圖6所示,軸肩表面區域直接和材料接觸,其流速最大,遠離軸肩范圍材料的流速急劇下降(見圖6a)。圖6b為焊縫橫截面流速分布,可以清楚看出厚度方向上與軸肩表面直接接觸焊縫流速最大,遠離軸肩焊縫流速快速下降。

圖6 6061-T6鋁合金FSW焊縫表面和截面的流速分布Fig.6 Material flow velocity of the surface and the cross-section of the FSW 6061-T6 aluminum alloy joint
在不同攪拌頭轉速下焊縫峰值溫度和材料流速的變化如圖7所示。隨著攪拌頭轉速的增加,焊縫峰值溫度逐漸增大,且始終低于母材熔點。另外,材料流速受到攪拌頭轉速影響較大,且隨著攪拌頭轉速的增加材料流速增大。
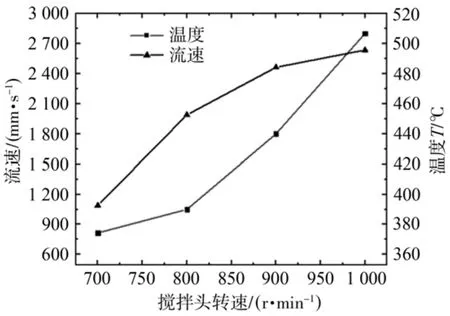
圖7 不同攪拌頭轉速下焊縫峰值溫度和材料流速Fig.7 Peak temperature and material flow rate with different rotation speed
2 6061-T6鋁合金FSW焊接試驗
FSW焊接試驗母材為3 mm厚A6061-T6鋁合金。焊接設備型號為FSW-TS08,攪拌頭材料為H13鋼。焊接速度為120 mm/min,攪拌頭轉速分別為700 r/min和1 000 r/min。利用裝配有EBSD的場發射掃描電子顯微鏡對焊縫前進側、中心和后退側進行表征和測試。EBSD測試位置如圖8所示,圖中WD、TD、ND分別表示焊接方向、垂直方向和橫截面方向。最后采用TSL-OIM Analysis7.0軟件對EBSD數據進行分析和處理,并定義晶界取向差2°~15°為小角度晶界,大于15°為大角度晶界[9-10]。
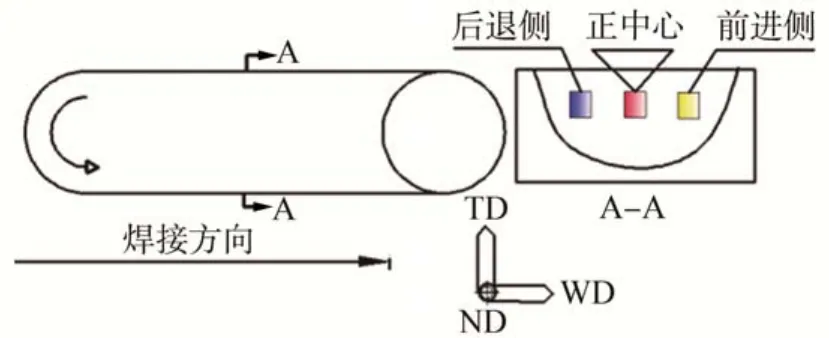
圖8 EBSD測試位置示意Fig.8 Locations of EBSD examination
在攪拌頭轉速為700 r/min、1 000 r/min時焊縫中心的EBSD測試結果如圖9、圖10所示。利用截線法分別求得攪拌區的平均晶粒尺寸為5.7 μm和8.5 μm,可以發現隨著攪拌頭轉速的增加,平均晶粒尺寸增大。這是因為轉速增加使攪拌頭與材料之間的摩擦加劇而造成熱輸入增加,熱輸入越大,焊縫冷卻速度逐漸降低,因此晶粒發生長大。另外,隨著攪拌頭轉速的增加,焊縫受到剪切應力增大,材料流動更為劇烈,造成小角度晶界的比例增大。
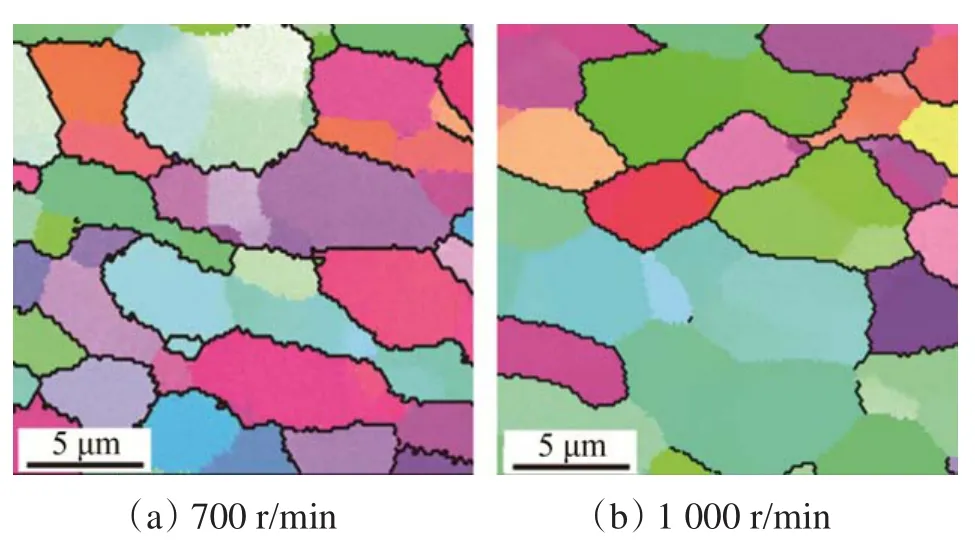
圖9 不同攪拌頭轉速下焊縫中心的反極圖Fig.9 Inverse pole figure of the weld center with different rotation speed
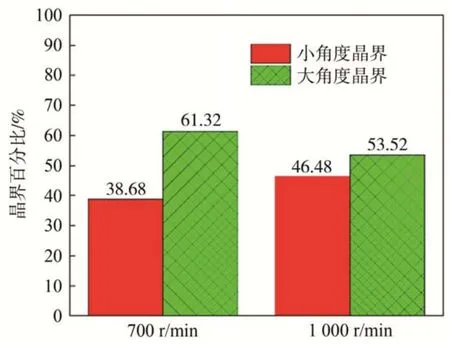
圖10 不同攪拌頭轉速下攪拌區中心的微取向差分布Fig.10 Misorientation angle distribution of the weld center with different rotation speed
在攪拌頭轉速為700 r/min時對焊縫前進側和后退側進行EBSD測試,結果如圖11、圖12所示。攪拌頭轉速一定時前進側平均晶粒尺寸為6.4 μm,而后退側的平均晶粒尺寸為5.4 μm,前進側晶粒比后退側晶粒大。這是由于前進側旋轉方向與焊接方向相同,而后退側則相反,導致材料在前進側的應變速率較后退側大,且前進側溫度比后退側高。同時還可以發現前進側小角度晶界的比例高于后退側。由上述分析可知,前進側應變率較后退側高,在塑性變形的作用下,部分小角度晶界未發生回復而保留下來,使得前進側小角度晶界組分比例增加。

圖11 攪拌頭700 r/min的轉速下前進側和后退側的反極圖Fig.11 Inverse pole figure of advancing and retreating side with rotation speed of 700 r/min
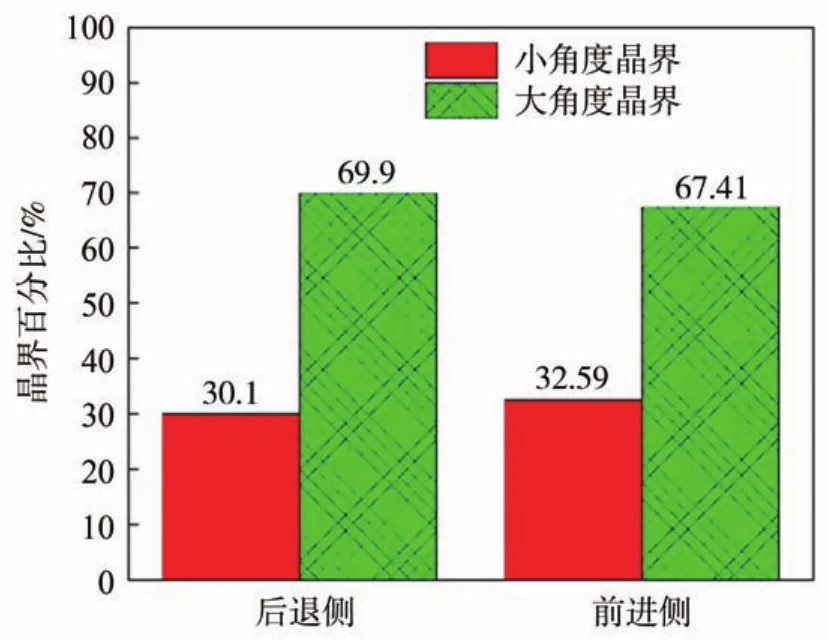
圖12 攪拌頭轉速700r/mim時前進側和后退側的取向差分布Fig.12 Misorientation angle distribution of advancing and retreating side with rotation speed of 700 r/min
在攪拌頭轉速分別為700 r/min、1 000 r/min時焊縫中心的{111}晶面極圖與面心立方金屬中常見剪切織構的{111}標準極圖如圖13所示。通過與標準極圖的對比,發現6061-T6鋁合金的焊縫中心呈B型[12]<110>剪切織構,且隨著攪拌頭轉速的增加,焊縫母材織構強度增大。這是由于攪拌頭轉速增加會使攪拌區塑性變形更為劇烈,材料受到的剪切應力增大。
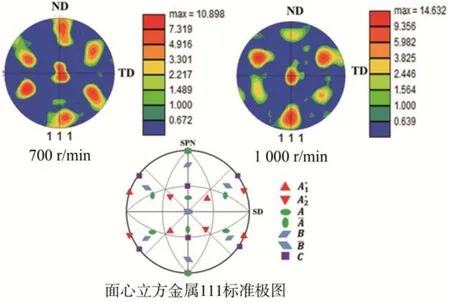
圖13 不同攪拌頭轉速下焊縫中心的{111}極圖Fig.13{111}Pole figures of the weld center with different rotation speed
由前述內容可知,通過6061-T6鋁合金的FSW焊接試驗觀察不同攪拌頭轉速攪拌區中心以及相同轉速下前進側和后退側的微觀組織變化,發現在不同攪拌頭轉速下焊縫中心的晶粒尺寸隨著轉速的增加而變大。結合焊接溫度場的模擬結果認為其主要原因是轉速增加使攪拌頭與材料之間的摩擦加劇從而造成熱輸入增加,以及焊縫冷卻速度減慢導致晶粒發生長大。從{111}極圖可以看出,隨著攪拌頭轉速的增加剪切織構強度增強,結合FSW流場的模擬結果可知,攪拌頭轉速增加會導致焊縫表面材料流速增大,材料受到的剪切應力增加使晶粒的擇優取向趨于明顯。
綜上所述,通過模擬仿真與焊接試驗對比分析,發現隨著攪拌頭轉速增加,焊縫溫度逐漸升高,材料流動更為劇烈,導致焊縫晶粒長大,并表現出較強的剪切織構。焊接試驗驗證了數值模擬的可靠性,為后續利用數值模擬技術對焊縫溫度場和材料流動進行深入研究提供了參考依據。
3 結論
(1)隨著攪拌頭轉速的增大,焊縫峰值溫度增大,最高溫度位于攪拌頭后方。隨著攪拌頭轉速升高,焊縫材料流動速度增大,在厚度方向上,距離軸肩越近材料流速最大。
(2)焊縫橫截面方向溫度呈不對稱M形分布,最高溫度位于軸肩,遠離軸肩溫度快速降低,且前進側溫度比后退側高。
(3)不同攪拌頭轉速下焊縫中心的晶粒尺寸隨著轉速的增加而變大,小角度晶粒比例增加,剪切織構強度增強;相同攪拌頭轉速下前進側晶粒尺寸和小角度晶粒比例較后退側大。通過觀察分析焊核區微觀組織晶粒,間接判斷焊縫不同區域溫度分布,從而驗證了數值模擬的可靠性。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
