激光增材修復1Cr15Ni4Mo3N的力學性能與顯微組織
2022-08-10 13:47:12程沛源程東海
電焊機 2022年7期
程沛源,程東海
南昌航空大學 航空制造工程學院,江西 南昌 330063
0 前言
1Cr15Ni4Mo3N鋼是一種切削加工性能優秀的奧氏體-馬氏體過渡型沉淀硬化不銹鋼,退火狀態下組織主要為奧氏體,在淬火和冷處理后具有優秀的力學性能,在航空航天行業得到了廣泛應用[1-4]。1Cr15Ni4Mo3N鋼零件在機械制造過程中存在因誤加工引起的缺陷,在使用過程中存在磨損、裂紋等缺陷,將顯著影響整個構件的使用性能,甚至導致整體報廢,從而造成巨大的經濟損失。因此,需要對1Cr15Ni4Mo3N鋼零件進行修復,修復必須在原有熱處理狀態下且不能進行任何輔助熱處理,并確保修復區性能應滿足力學性能要求。由于激光具有能量密度高、掃描速率快、HAZ小、變形小等優點,因此開展激光沉積修復1Cr15Ni4Mo3N材料研究極其重要,具有廣闊的發展前景[5-7]。
欽蘭云等[8]開展了激光沉積修復ZL114A鋁合金顯微組織以及顯微硬度研究,結果表明鋁合金修復試樣修復區與基材形成良好的冶金結合,沉積層底部為以熔池邊緣為起點外延生長的柱狀樹枝晶,且一次枝晶間距18.38 μm,二次枝晶間距9.55 μm,在沉積層頂層出現α-Al柱狀枝晶轉變為等軸枝晶現象;謝雨田等[9]對激光增材修復球墨鑄鐵風冷輥開展了研究,結果表明,激光熔覆修復層呈樹枝晶狀生長,與風冷輥形成了良好的冶金結合,表面較平整、無氣孔與裂紋,主要由過飽和馬氏體和金屬間化合物Fe3.5B組成;劉海濤等[10]開展了激光增材修復15-5PH不銹鋼研究,結果表明,熔覆修復冶金組織致密,分為修復區、熱影響區和基材區,其中熱影響區的組織呈現明顯的方向性,晶粒均勻性好,無粗大晶粒,表面和內部無裂紋缺陷,顯微硬度從修復區向基材區整體呈上升趨勢,在熱影響區內出現硬度峰值。夏國俊等[11]對IN718合金的激光修復進行了研究,試驗結果發現,修復區呈樹枝晶狀生長,其枝晶間距從底部到頂部逐漸增大,冶金結合良好,顯微硬度和抗拉強度均得到明顯提升。
目前,關于1Cr15Ni4Mo3N沉淀硬化不銹鋼激光增材修復研究還未見報道。本研究采用激光增材方法對1Cr15Ni4Mo3N進行修復試驗,并對修復接頭的力學性能與顯微組織進行分析,為激光增材修復1Cr15Ni4Mo3N的實際應用提供理論參考。
1 試驗材料及方法
試驗采用1Cr15Ni4Mo3N板材及匹配的球形合金粉末,板材規格為200 mm×200 m×6 mm,合金粉末粒徑為53~150 μm,基體和粉末的主要化學成分如表1所示,基材的物理性能如表2所示。試驗前用清水清洗試樣并用吹風機吹干,合金粉末進行烘干處理。試驗用儀器為激光熔覆成套設備(LFR-M-Ⅱ)。合金粉末由送粉器同軸送粉的方式送入,并以氬氣作為保護氣。通過單道修復試驗,確定lCrl5Ni 4Mo3N修復層表面成形質量最佳的工藝參數如表3所示。

表1 材料的主要成分(質量分數,%)Table 1 Main components of the materials(wt.%)

表2 材料的物理性能Table 2 Physical properties of the materials

表3 激光增材修復工藝參數Table 3 Laser additive repairing process parameters
根據損傷修復應用情況制作拉伸試樣,試樣尺寸如圖1所示。拉伸試驗在WDW-100試驗機上進行。為研究激光增材修復試驗后試樣的金相組織,將試樣制成Φ30 mm的鑲嵌塊,在進行表面光潔后配置4%的HNO3與酒精溶液,腐蝕試樣的金相鋼側部分10 s;配置5g硫酸銅+20 mL鹽酸+25 mL酒精溶液,腐蝕試樣金相鎳基合金熔覆層側部分,擦拭約20 s。腐蝕完成后迅速清洗吹干,用光學顯微鏡(OM)和Quanta-450FEG型電子顯微鏡檢查熔覆接頭的微觀結構,并用HVS-30維氏硬度計測定顯微硬度。

圖1 激光增材修復試樣尺寸(ΔH為修復層深度)Fig.1 Dimension of laser deposition specimens(ΔH is repairing layer depth)
2 試驗結果及討論
2.1 激光增材修復1Cr15Ni4Mo3N試樣靜力拉伸性能
取2 mm深修復層與3 mm深修復層試樣各5個進行拉伸試驗,對試驗結果取平均值,并將結果與未修復的基體試樣進行對比。拉伸試驗結果如表4所示,修復前母材試樣抗拉強度為1 348.2 MPa,斷后延伸率為21.4%,斷面收縮率為50.8%。與母材試樣相比,2 mm深度修復層接頭抗拉強度為1 250 MPa,是基體母材的92.7%,斷后延伸率為6.0%,是基體母材的28%,斷面收縮率為7.6%,是基體母材的15%;3 mm深度修復層接頭抗拉強度為1 210 MPa,是基體母材的89.7%,斷后延伸率為5.5%,是基體母材的25.7%,斷面收縮率為6.4%,是基體母材的12.6%。根據試驗結果可知,修復后試樣抗拉強度與原基體相差不大,基本達到服役要求;隨著修復深度的增加,且修復層深度不大于3 mm時,修復接頭抗拉強度降低。與基體母材相比,激光增材修復接頭斷后延伸率與斷面收縮率下降較多,說明激光增材修復接頭塑性差。母材、2 mm深修復層接頭、3 mm深修復接頭拉伸斷口SEM圖分別如圖2~圖4所示。可以看出,基體拉伸斷口大、小韌窩交錯分布,韌窩撕裂棱數量較多,說明斷裂前存在較大形變,塑性良好;修復接頭斷口形貌呈現出:修復區與母材區界限明顯,且修復區韌窩比母材區小,韌窩深度較淺,撕裂棱并不明顯,說明此時塑性較差,塑性變形不明顯。分析認為,激光增材修復接頭在激光熱循環作用下經歷了短時間的熔化和凝固的過程,雖然凝固速度很快,但修復區晶核在長大過程中會由等軸平面晶向柱狀晶轉變,這是由于較大的溫度梯度與成分過冷的影響,尤其是熔合區組織發生明顯長大;另外,修復工作是在原有熱處理狀態下開展,沒進行任何輔助熱處理,導致修復試樣存在殘余應力。
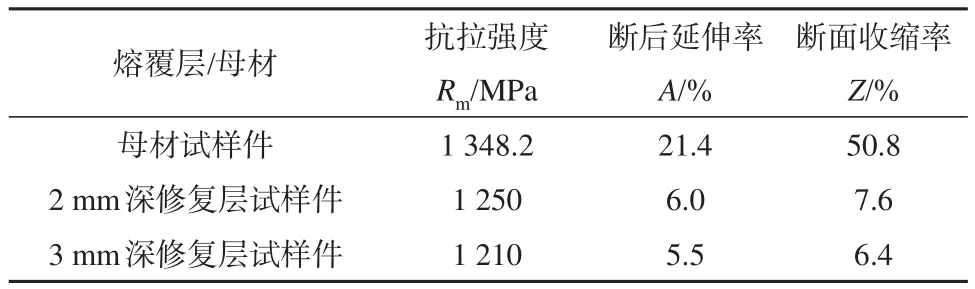
表4 lCrl5Ni4Mo3N激光增材修復試樣件拉伸試驗結果Table 4 Tensile test results of lCrl5Ni4Mo3N laser additive repair samples
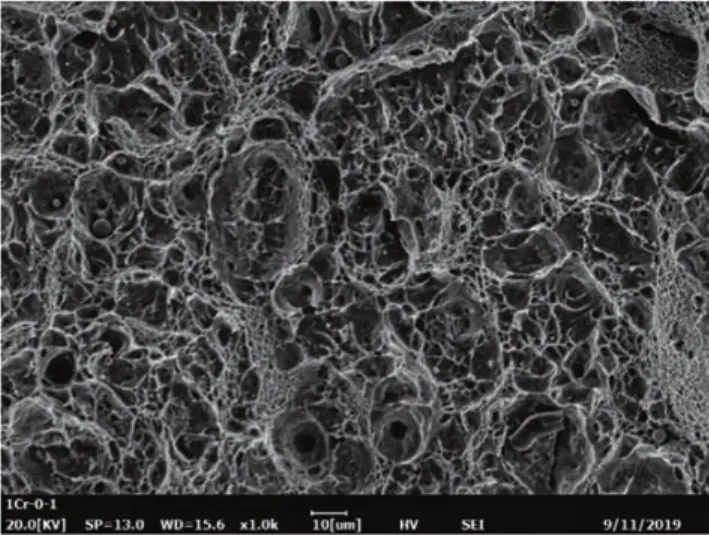
圖2 基體母材拉伸斷口形貌Fig.2 Fracture morphology of base material

圖3 2 mm深修復層接頭拉伸斷口形貌Fig.3 Tensile fracture morphology of 2 mm deep repairing layer joint
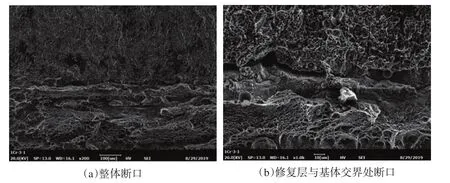
圖4 3 mm深修復層接頭拉伸斷口形貌Fig.4 Tensile fracture morphology of 3 mm deep repairing layer joint
2.2 激光增材修復1Cr15Ni4Mo3N顯微組織
激光增材修復1Cr15Ni4Mo3N整體微觀組織如圖5所示。修復接頭由基體、熱影響區、修復區構成(見圖5a)。由圖5可知,基體與修復區冶金結合優秀,熔合界面清晰;基體主要為回火馬氏體夾雜少量殘余奧氏體構成,晶粒組織致密;熱影響區主要由回火馬氏體夾雜少量回火索氏體構成;修復層為柱狀枝晶組織,沿修復層與母材交界面的垂直方向生長,修復層為馬氏體+奧氏體雙相組織。激光修復層為沿外延生長的柱狀晶,這是因為熔池凝固過程中絕大多數熱量垂直于基體向下發散,導致熔池固液界面有極大的正溫度梯度,在宏觀上表現為粗大的柱狀晶;由于率先凝固的組織會對熔池造成擠壓,造成柱狀晶垂直于激光掃描方向沿外延生長。

圖5 激光增材修復各區域微觀組織Fig.5 Microstructures of various zones of laser additive repairing joint
圖5c為熱影響區組織形貌,靠近激光修復層的熱影響區組織與激光修復層組織極為相似,為粗大的板條狀馬氏體,該區域在激光熱循環中重新奧氏體化完成后,晶粒粗化,在凝固過程中形成了大量的粗大馬氏體。靠近基體區的熱影響區組織由于激光熱循環峰值溫度未顯著高于晶粒粗化溫度,奧氏體化晶粒來不及長大,凝固形成的馬氏體晶粒受奧氏體晶粒尺寸制約,故靠近母材區的熱影響區組織為細小的柱狀晶。而基體組織由于遠離熱源,所受到的熱輸入更少,組織并未發生較大的變化,比修復區與熱影響區的晶粒組織更為細小。
2.3 激光增材修復lCrl5Ni4Mo3N硬度分布
試樣各區域顯微硬度試驗結果如圖6所示,修復層顯微硬度為363.6 HV,為基體母材硬度的90.2%,這是因為在沉淀硬化過程中,析出了不同碳化物、氮化物、碳氮化物和金屬間化合物,硬度與韌性得到提高,但在激光增材修復過程中,由于修復區受激光熱循環作用導致析出第二相強化粒子部分溶解,修復區組織為粗大的柱狀晶,粗大的晶粒組織會導致修復層硬度降低;檢測熱影響區的顯微硬度為331.3 HV,僅為基體母材的82.1%,這是因為激光熱循環使熱影響區的顯微組織與第二相粒子發生粗化,進而導致組織軟化,使得硬度陡然下降;而在遠離熱源區域,基體受到較小的激光熱循環作用,未發生第二相粒子粗化以及溶解,晶粒組織均勻致密,故基體顯微硬度最高。
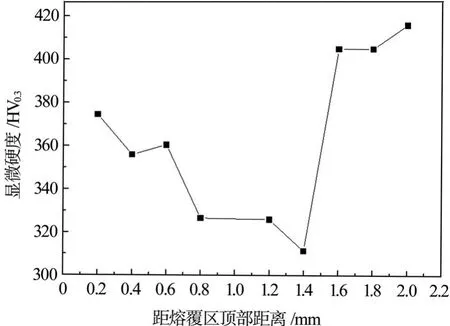
圖6 顯微硬度變化曲線Fig.6 Microhardness change curve
3 結論
(1)激光增材修復1Cr15Ni4Mo3N成形良好,2mm深修復試樣抗拉強度可達基體母材的92.7%,3 mm深修復試樣抗拉強度可達基體母材89.7%,修復接頭呈現韌性斷裂;由于激光熱循環作用下第二相粒子粗化導致組織顯微硬度值呈現:基體>修復層>熱影響區。
(2)修復層與基體呈現致密冶金結合,接頭由基體、熱影響區和修復層三部分構成,基體主要為回火馬氏體夾雜少量奧氏體構成,熱影響區主要由回火馬氏體夾雜少量回火索氏體構成,修復層由馬氏體+奧氏體雙相組織構成。
(3)綜合1Cr15Ni4Mo3N顯微組織與力學性能的試驗結果,采用激光修復技術對1Cr15Ni4Mo3N板材進行激光修復,修復層的顯微組織形貌與力學性能基本滿足合金的服役要求,證明激光修復可以應用于對1Cr15Ni4Mo3N合金的日常生產工作中。
