面向核容器及管路的不銹鋼內壁缺陷渦流檢測工藝
2022-08-10 13:47:14諶曉華張虎龍
電焊機 2022年7期
朱 明,諶曉華,張虎龍,石 玗
1.蘭州理工大學省部共建有色金屬先進加工與再利用國家重點實驗室,甘肅 蘭州 730050 2.蘭州理工大學有色金屬合金及加工教育部重點實驗室,甘肅 蘭州 730050
0 前言
在核燃料生產、儲運、后處理和乏/廢料的運輸、地質儲藏環節中,使用特種不銹鋼制造核容器及其管路[1]。由于儲存介質具有一定的放射性和強腐蝕性,容易在容器或管路內壁由內而外產生腐蝕缺陷,嚴重的會造成放射性物質的泄漏,造成極大的安全隱患或質量安全事故,因此需要對此類容器或管路進行無損檢測,判斷缺陷的危害程度[2]。由于服役環境具有放射性且不能引入其他介質,常規的超聲、射線、磁粉、滲透等檢測方法不適用于核容器內壁缺陷的檢測。因此,利用渦流檢測技術具有不需要耦合介質、非接觸、易于實現自動化等優點[3],開發面向核容器及管路的不銹鋼內壁缺陷渦流檢測工藝,具有十分重要的工程與研究價值。
針對提高渦流檢測的深度、靈敏度、自動化等方面,國內外眾多學者進行了大量的研究。遼寧石油化工大學[4]對奧氏體不銹鋼管內壁腐蝕層厚度的渦流檢測進行了仿真,發現內壁腐蝕層厚度會引起渦流檢測信號幅值、阻抗模的變化;江南大學[5]研究了渦流檢測線圈的尺寸和激勵頻率對非鐵磁性材料板材亞表面缺陷的影響規律,發現降低激勵頻率可以有效地提高振幅響應的檢測靈敏度;中國物理工程研究院[6]研究了基于磁通門磁強計深層渦流檢測系統,該系統對不銹鋼的最大檢測深度達20 mm;O.J.R.Sudhakar[7]等為實現管道內壁和外壁腐蝕減薄的檢測,開發了瞬態渦流振蕩(TECO)系統。上述研究為設計專用渦流檢測裝置提供了參考,但針對放射環境下的渦流檢測工藝研究相對較少。
為此,面向核容器及管路的內壁缺陷,設計了專用渦流檢測裝置,搭建了以機器人為載體的渦流自動檢測系統,開發對316L不銹鋼內壁缺陷的渦流檢測工藝,通過分析缺陷深度對信號特征的影響,建立缺陷信號特征與缺陷深度的對應關系,并獲得可以實現厚壁內壁缺陷檢測的合理工藝范圍。
1 實驗系統及探頭設計
1.1 實驗系統
實驗系統由BKN-01CH型渦流檢測儀、檢測探頭、UR10機器人手臂、PC上位機及其他配套設備組成,如圖1所示。其中渦流檢測儀用于產生探頭中激勵線圈施加的激勵電壓信號,實時分析探頭中檢測線圈的阻抗值變化;PC上位機用于渦流檢測主機的參數設定和檢測信號存儲以及檢測信號的后處理;UR10機械臂用于保障檢測探頭運動過程中的提離穩定。

圖1 渦流自動檢測系統Fig.1 Eddy current automatic testing system
1.2 渦流檢測探頭設計
由于渦流檢測對提離的靈敏度高,實際檢測過程中,檢測區域不平整引起的提離會對渦流檢測結果產生極大的影響。而傳統渦流檢測探頭產生的渦流場垂直于被檢物體表面,當探頭在檢測區域晃動或掃描時,由于探頭的上下波動,線圈阻抗發生變化,從而影響檢測效果。因此,需要一種能夠有效降低干擾的專用渦流檢測探頭。
本研究設計了一種放置式、互感式平面探頭,探頭由兩個相互垂直放置的矩形線圈組成,如圖2所示,其中激勵線圈垂直試樣表面放置,檢測線圈平行試樣表面并包裹激勵線圈放置。與傳統渦流探頭相比,所設計探頭產生平行于試樣表面的渦流,當探頭通過不平整的區域時,渦流的取向幾乎不發生改變,因此,檢測信號不受提離效應的影響。
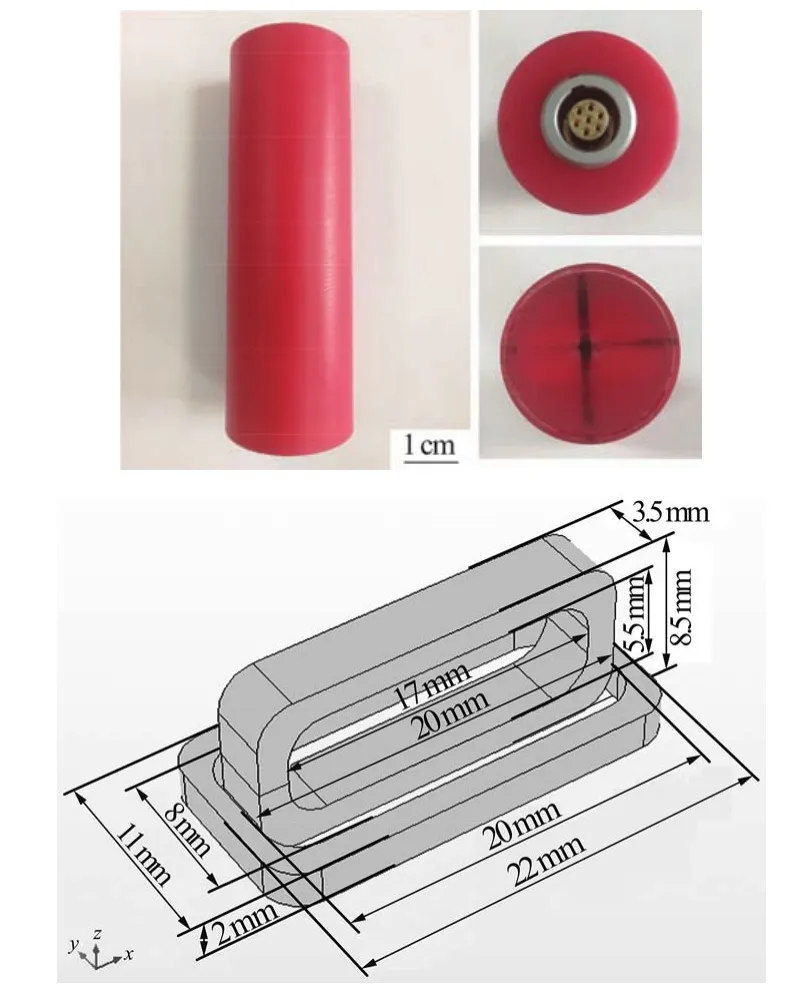
圖2 渦流檢測探頭結構Fig.2 Structure of Eddy current testing probe
2 實驗結果與分析
2.1 缺陷信號的特征分析
采用搭建的渦流檢測系統與設計的專用渦流檢測探頭進行不銹鋼亞表面缺陷的渦流檢測試驗。檢測對象采用6 mm厚的316L不銹鋼板材,運用線切割加工方式加工寬度為0.3 mm、深度為5 mm的槽型缺陷來模擬核容器內壁腐蝕裂紋,如圖3所示。調節不銹鋼板材渦流檢測系統參數,設激勵電壓為9.6 V,檢測頻率為5 kHz,提離高度為1 mm,掃查速度為44.8 mm/s,檢測結果如圖4所示。

圖3 人工缺陷示意Fig.3 Schematic diagram of artificial defects
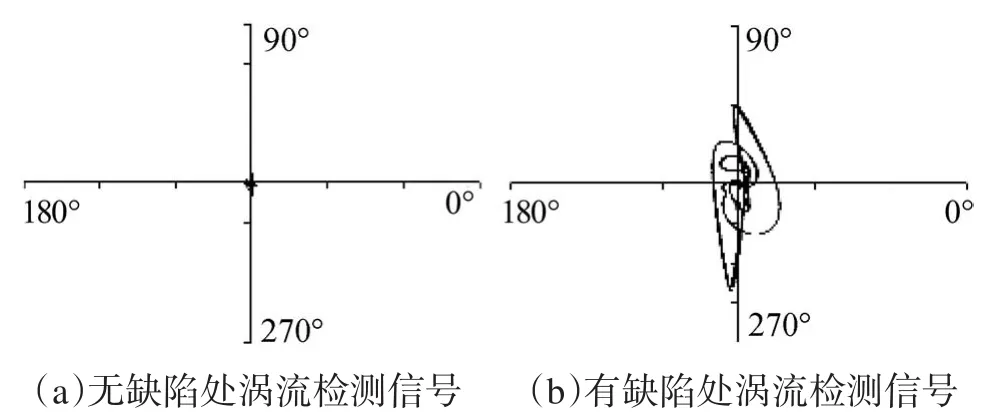
圖4 渦流檢測結果Fig.4 Testing results
由渦流檢測結果可知,當渦流探頭經過樣板上無缺陷區域時,渦流檢測信號在坐標原點附近小范圍波動,表現為較小的噪聲信號,如圖4a所示;當探頭掃查過有缺陷區域時,渦流檢測信號在平面內呈現利薩如圖形,類似于“8”字形,如圖4b所示,該圖像在電磁領域又被稱為阻抗圖。
阻抗圖的形成過程如圖5所示。當檢測探頭距離缺陷較遠時,在內部平衡電路的調整下,檢測線圈的輸出阻抗基本無變化,在信號原點附近小幅度變化,如圖5a所示。當探頭沿著x正方向掃查到缺陷的正上方時,信號變化軌跡為OMN,如圖5b所示。當探頭沿著x正方向繼續掃查、遠離缺陷時,信號變化軌跡為NLO,如圖5c所示。探頭的掃查方式為往復式掃查,到達最大掃查位置后,反向沿著x負方向掃查。當反向到達缺陷正上方時,信號變化軌跡為OPQ,如圖5d所示。探頭再次遠離缺陷時,信號變化軌跡為QRO,如圖5e所示[8]。然而,實際檢測過程中,渦流檢測信號受到由于被檢試樣表面不平整引起的探頭提離改變、試樣材質不均勻引起的材料電導率的改變和缺陷形式、缺陷尺寸的影響,使得阻抗圖不會呈現規則的“8”字形。但是,阻抗圖的變化趨勢與理想狀態的趨勢一致。

圖5 阻抗圖形成過程Fig.5 Formation process of impedance diagram
通過對比多個不同深度的槽型缺陷的阻抗圖數據,發現隨著槽型缺陷距上表面距離的變化,阻抗圖的形狀也會發生變化,對此選取阻抗圖的幅值d、相位θ、包絡面積S、與x軸交點的最大值xmax'作為表征其幾何形狀的特征參數,如圖6所示。
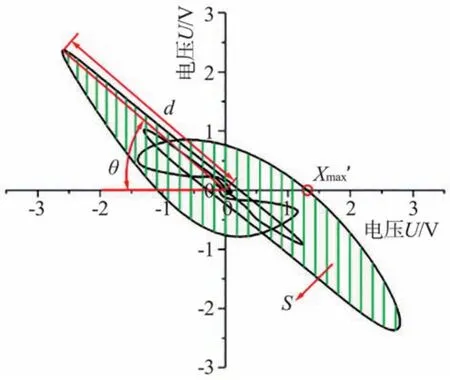
圖6 阻抗圖的幾何特征參數Fig.6 Geometric feature parameters of impedance diagram
2.2 缺陷深度對缺陷信號特征的影響
為研究本系統的最大檢測深度,開展不銹鋼渦流檢測實驗。檢測對象為10 mm厚的316L不銹鋼,為模擬核容器距外壁不同深度的內壁腐蝕裂紋,運用線切割加工寬度為0.3 mm,深度分別為1 mm、2 mm、3 mm、4 mm、5 mm、6 mm、7 mm、8 mm、9 mm的槽型缺陷。通過研究不同檢測參數對阻抗圖的影響規律,得到最優檢測參數:激勵電壓9.6 V、檢測頻率5 kHz、提離高度1 mm、掃查速度44.8 mm/s,探頭掃查路徑與缺陷長度方向垂直進行檢測。對每個缺陷進行了10組試驗,提取10組數據的渦流檢測信號特征值,最后對10組數據的特征值求平均值,得到結果如圖7所示。

圖7 缺陷信號特征提取結果Fig.7 Results of defect signal feature extraction
由圖7可知,缺陷距上表面的距離小于6 mm時,隨著缺陷距上表面距離的增加,檢測信號的相位θ逐漸增大,幅值d、包絡面積S、信號與x軸交點最大值xmax'的變化趨勢近似呈指數型減小。這是由于在實驗試樣內部,激勵磁場和感應產生的渦流都是呈指數型衰減。距離上表面越遠,磁場的相位越滯后,缺陷切割激勵磁場產生的感應磁場的相位滯后程度越嚴重。
根據渦流滲透深度的計算公式見式(1),所采用的檢測參數在316L不銹鋼中的有效滲透深度為6.18 mm,當缺陷距上表面的距離大于6 mm時,缺陷的深度大于渦流的有效滲透深度,感應渦流產生的磁場不足以對檢測線圈的電阻和電抗特性產生影響。因此,距上表面距離大于6 mm的缺陷的檢測信號幅值、包絡面積基本不發生變化,檢測信號與水平軸的交點變化趨勢很小;檢測信號相位呈無規律的減小,是因為該阻抗圖的相位基本都是噪聲所產生的,具有一定的隨機性。

式中δ代表渦流滲透深度,f代表檢測頻率,μ代表試件導磁率,σ代表試件電導率。
3 結論
通過分析316L不銹鋼槽型缺陷的渦流檢測阻抗圖,將阻抗圖幅值、相位、包絡面積及與x軸交點最大值作為表征阻抗圖的幾何特征參數。為研究實驗系統的最大檢測深度,開展了不同深度缺陷的渦流檢測實驗,分析了不同深度對特征參數的影響,結果表明:本實驗系統能對距離上表面6mm以內的缺陷做出響應,與理論計算值基本吻合;幅值、包絡面積、與x軸交點最大值三個特征參數能很好的反應缺陷深度信息,而相位特征參數隨深度增大呈無規律變化。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
山東冶金(2019年1期)2019-03-30 01:35:32
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
